航天電磁閥R形活門(mén)座切削研拋工藝研究
2021-01-05 14:21:52曹飛龍劉向東劉彥剛王雅妮
航天制造技術(shù) 2020年6期
關(guān)鍵詞:工藝
曹飛龍 劉向東 劉彥剛 王雅妮
航天電磁閥R形活門(mén)座切削研拋工藝研究
曹飛龍 劉向東 劉彥剛 王雅妮
(西安航天發(fā)動(dòng)機(jī)有限公司,西安 710100)
為了降低航天電磁閥低溫氣密泄漏的風(fēng)險(xiǎn),以電磁閥R形活門(mén)座為研究對(duì)象,在對(duì)其數(shù)控軌跡多層切削的基礎(chǔ)上,建立了電磁閥活門(mén)座的曲面數(shù)學(xué)模型,研究了電磁閥活門(mén)座型面的研拋路徑和余量去除模型,分析了研拋參數(shù)對(duì)活門(mén)座表面質(zhì)量的影響并取得了良好的應(yīng)用效果,消除了電磁閥低溫氣密泄漏的風(fēng)險(xiǎn)。
電磁閥;活門(mén)座;數(shù)控軌跡;研拋工藝

1 引言
電磁閥是姿控發(fā)動(dòng)機(jī)的關(guān)鍵組件,其密封性能的好壞直接影響發(fā)動(dòng)機(jī)的使用性能[1]。活門(mén)座作為電磁閥密封的關(guān)鍵部位,其加工質(zhì)量直接影響閥門(mén)的密封性。電磁閥低溫氣密泄漏已多次歸零。主要原因?yàn)椋寒?dāng)電磁閥在低溫狀態(tài)下進(jìn)行氣密檢查時(shí),由于閥芯上的非金屬材料受熱脹冷縮影響而變化較大,其密封表面變硬,彈性變小而剛性化,使活門(mén)座上的微觀缺陷形成微細(xì)泄漏通道。因此,電磁閥密封副在低溫狀態(tài)下進(jìn)行氣密檢查時(shí)容易出現(xiàn)泄漏。
針對(duì)電磁閥活門(mén)座型面的加工,很多學(xué)者對(duì)其加工特性進(jìn)行了研究。馬麗珍[2]針對(duì)電動(dòng)氣閥端面活門(mén)座型面的成型加工工藝,在采用普通精密機(jī)床尾座裝夾成型锪鉆時(shí),分析了成型锪鉆刀具精度、機(jī)床精度及冷卻潤(rùn)滑對(duì)活門(mén)座型面加工質(zhì)量的影響。張勇峰[3]針對(duì)現(xiàn)場(chǎng)加工時(shí)活門(mén)座合格率低的問(wèn)題,對(duì)成型锪鉆使用前的檢查、刀具裝夾精度及刀具試切狀態(tài)和加工后活門(mén)座表面質(zhì)量檢查進(jìn)行了分析和應(yīng)用參考。史永華等[4]針對(duì)運(yùn)載火箭閥門(mén)的特點(diǎn),分析了活門(mén)座成型加工和數(shù)控軌跡法加工的成形方式及成型加工的劣勢(shì),給出了閥座檢測(cè)的過(guò)程及方法,未研究數(shù)控軌跡法的具體過(guò)程和研拋過(guò)程。韓春陽(yáng)等[5]針對(duì)電磁閥活門(mén)座的特點(diǎn),采用數(shù)控軌跡法進(jìn)行深腔平面活門(mén)座的加工,通過(guò)優(yōu)化刀具、切削參數(shù)及采用專(zhuān)用研磨工裝進(jìn)行活門(mén)座型面精密研拋,保證了活門(mén)座尺寸、形位精度及表面粗糙度滿足要求,但未研究R形活門(mén)座數(shù)控軌跡法多層切削及研拋模型、研拋路徑、研拋參數(shù)等。
因此,為了減少電磁閥密封副在低溫狀態(tài)下的泄漏故障,提高活門(mén)座密封面的微觀表面質(zhì)量并去除活門(mén)座型面的微觀缺陷,本文將對(duì)電磁閥活門(mén)座表面質(zhì)量提高進(jìn)行工藝研究。
2 型面數(shù)控軌跡多層切削方法
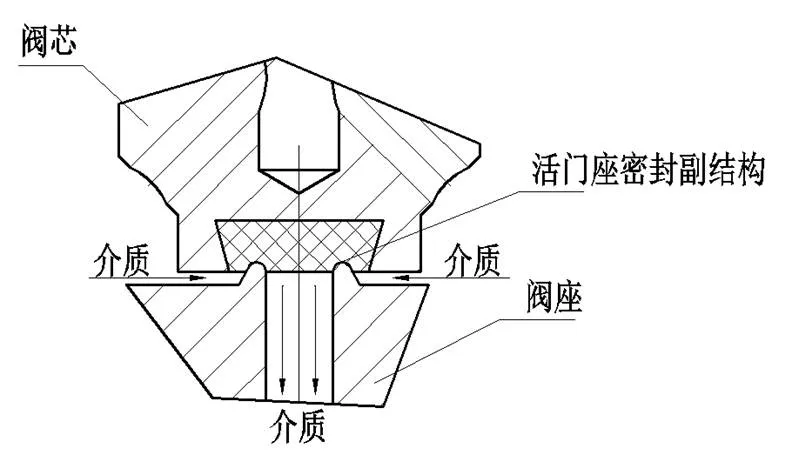
圖1所示為電磁閥及活門(mén)座密封副結(jié)構(gòu)示意圖。由2處直線和1處0.15mm圓弧光滑連接而成,密封部位表面粗糙度0.4μm。為保證活門(mén)座與閥芯密封性,要求活門(mén)座型面的同軸度不大于0.03mm。電磁閥屬于多次打開(kāi)關(guān)閉閥門(mén),其要求在高溫、低溫、濕熱等復(fù)雜環(huán)境條件下均能正常打開(kāi)關(guān)閉,工作壽命在1500次以上。因此,在使用過(guò)程中,需保證閥芯與閥座活門(mén)座復(fù)位良好,并在復(fù)雜環(huán)境條件下實(shí)現(xiàn)密封可靠,否則會(huì)出現(xiàn)泄漏量超標(biāo)。
隨著高精度數(shù)控車(chē)床的應(yīng)用,對(duì)刀誤差及走刀路徑偏差越來(lái)越小。本文所研究的R型活門(mén)座型面,考慮到刀具干涉問(wèn)題,可以采用兩把鏜孔刀加工型面。因R型活門(mén)座型面最小圓角為0.15mm,因此,在鏜孔刀磨制時(shí)其刀尖圓滑加工為0.1mm,防止加工時(shí)產(chǎn)生過(guò)切。
采用數(shù)控軌跡法加工活門(mén)座,為保證兩次走刀軌跡誤差最小,在加工前需精準(zhǔn)對(duì)刀,保證軸向?qū)Φ毒炔淮笥?.005mm;徑向?qū)Φ毒炔淮笥?.005mm。同時(shí)考慮到兩走刀路徑在R型面最高點(diǎn)處能夠圓滑過(guò)渡,在加工時(shí)設(shè)計(jì)加工軌跡,避免對(duì)刀誤差對(duì)活門(mén)座型面的影響,如圖2所示為R型面加工數(shù)控軌跡法多層切削方法。在半精加工時(shí),每次切削余量偏移0.1mm,分三次加工;精加工時(shí),切削余量為0.05mm,保證活門(mén)座型面圓滑過(guò)渡,且提高切削后表面質(zhì)量。
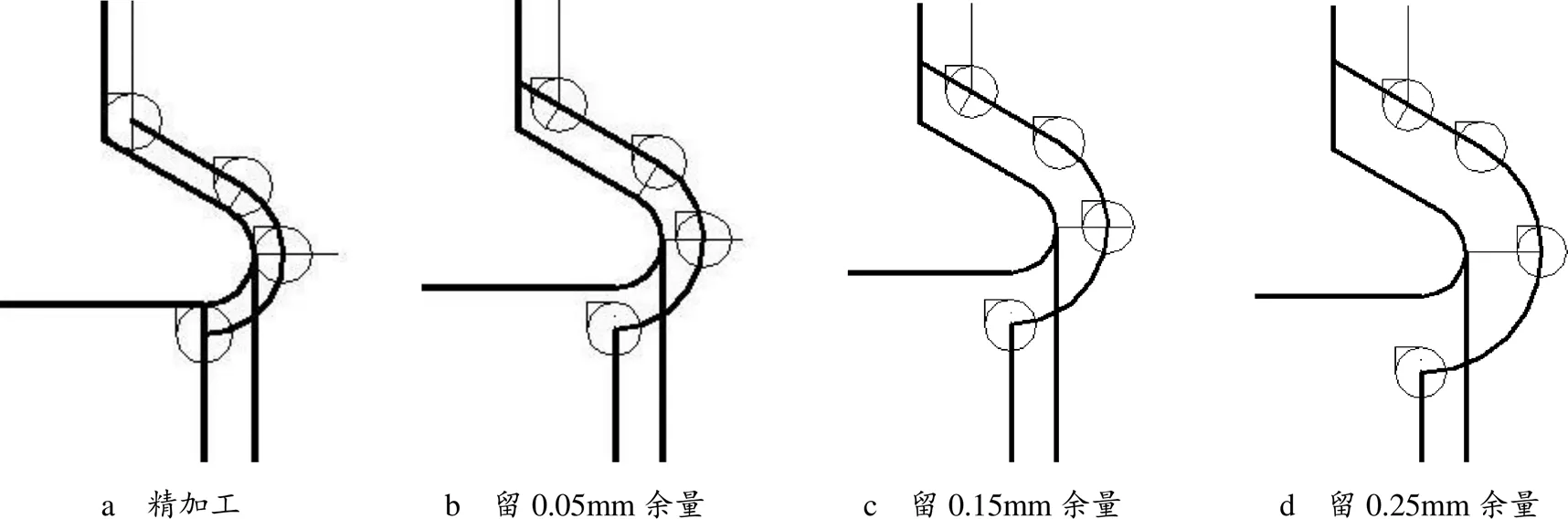
圖2 R型面數(shù)控軌跡法多層切削方法示意圖
采用鏜孔刀加工活門(mén)座型面時(shí),刀具與活門(mén)座單點(diǎn)接觸,切削力和切削熱較小。根據(jù)車(chē)削加工經(jīng)驗(yàn),且切削速度一般為20~30m/min,為降低刀具磨損,選擇切削速度為20m/min,轉(zhuǎn)換后機(jī)床轉(zhuǎn)速約為940r/min(即轉(zhuǎn)速=15.7r/s)。為保證加工后表面粗糙度滿足要求,進(jìn)給量選擇為=0.01mm/r,切削余量為=0.2mm,背吃刀量選擇為=0.1mm。
采用選擇的切削參數(shù)進(jìn)行R型活門(mén)座型面加工,加工后測(cè)量結(jié)果如表1所示。

表1 數(shù)控軌跡多層切削法加工后活門(mén)座尺寸及形位精度測(cè)量結(jié)果 mm
從測(cè)量結(jié)果可以看出,數(shù)控軌跡多層切削方法加工的活門(mén)座型面尺寸及形位精度均滿足指標(biāo)要求,同時(shí),其加工后的尺寸精度及同軸度均優(yōu)于成型加工法加工的活門(mén)座型面質(zhì)量。
3 截面路徑及余量去除模型
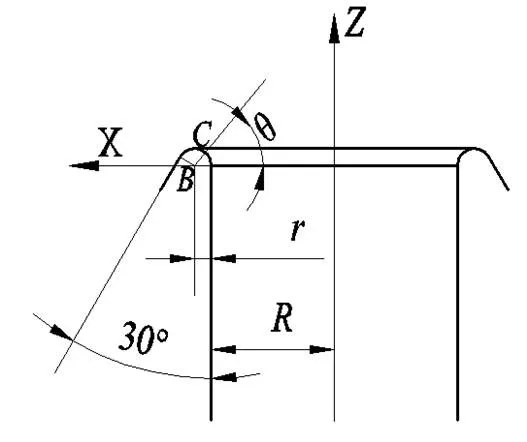
電磁閥活門(mén)座R形表面加工完成后,需進(jìn)一步通過(guò)研拋活門(mén)座提高其表面質(zhì)量。根據(jù)電磁閥活門(mén)座型面結(jié)構(gòu)特點(diǎn)和技術(shù)指標(biāo),為了后續(xù)研究電磁閥活門(mén)座加工的研拋路徑和余量去除模型,建立電磁閥活門(mén)座型面的數(shù)學(xué)模型,如圖3所示。以活門(mén)座回轉(zhuǎn)中心為原點(diǎn)建立電磁閥活門(mén)座的數(shù)學(xué)坐標(biāo)系,回轉(zhuǎn)半徑為,活門(mén)座圓弧曲面的半徑為,圓心為點(diǎn),活門(mén)座直線段的角度為30°,設(shè)活門(mén)座圓弧曲面上任意一點(diǎn)的空間坐標(biāo)為(,,),連接線與軸的夾角為,則:
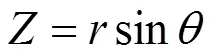

其中,范圍為0~150°。
由電磁閥活門(mén)座型面的數(shù)學(xué)模型可以得出,電磁閥活門(mén)座圓弧型面任意一點(diǎn)的坐標(biāo)僅與角度有關(guān)。如果繞坐標(biāo)原點(diǎn)旋轉(zhuǎn)坐標(biāo)系,坐標(biāo)系旋轉(zhuǎn)至(1,1)位置,可以得出,(1,1)位置活門(mén)座圓弧曲面的坐標(biāo)絕對(duì)值與(,)位置坐標(biāo)絕對(duì)值相同。
根據(jù)電磁閥活門(mén)座型面的數(shù)學(xué)模型,在常見(jiàn)研拋路徑規(guī)劃的基礎(chǔ)上,提出電磁閥R形活門(mén)座截面研拋路徑規(guī)劃設(shè)計(jì),并建立研拋的余量去除模型。
活門(mén)座研拋后的表面精度受研拋路徑直接影響,在活門(mén)座型面的數(shù)控軌跡法加工中采用小的直線段逼近,這種加工軌跡會(huì)導(dǎo)致表面質(zhì)量在加工后惡化,因?yàn)樵诩庸さ倪^(guò)程中刀具方向的改變比較頻繁,且有多個(gè)加減速。
行切路徑、環(huán)切路徑以及螺旋路徑是現(xiàn)在復(fù)雜曲面數(shù)控加工比較認(rèn)可的路徑。但是在活門(mén)座研拋加工過(guò)程中,無(wú)論是行切路徑、環(huán)切路徑、螺旋路徑,設(shè)第、+1、+2次的路徑為、+1、+2,如圖4所示,在第次和第+1次交接處、第+1次和第+2次交接處表面質(zhì)量較差,存在高低點(diǎn),由于高低點(diǎn)的存在導(dǎo)致電磁閥閥座在低溫條件下密封面冷縮后形成微細(xì)的泄漏通道。
圖4 常見(jiàn)研拋路徑存在的缺陷
因此,電磁閥的活門(mén)座的研拋路徑規(guī)劃應(yīng)避免在交接處存在高低點(diǎn),基于電磁閥活門(mén)座型面數(shù)學(xué)模型中在任何截面的活門(mén)座剖面坐標(biāo)絕對(duì)值均相同的特點(diǎn),對(duì)電磁閥活門(mén)座特種型面的研拋應(yīng)采用專(zhuān)用的研拋工具規(guī)劃“截面路徑”,如圖5所示。

但是電磁閥活門(mén)座特種型面采用“截面路徑”進(jìn)行研拋余量去除,則其正壓力在截面路徑中均相同,其正壓力僅與采用“截面路徑”時(shí)的研拋角度有關(guān),如圖6所示。
因此,建立電磁閥活門(mén)座特種型面采用“截面路徑”進(jìn)行研拋余量去除的模型,其研拋余量去除與時(shí)間、轉(zhuǎn)速和研拋角度有關(guān)。

4 基于正交試驗(yàn)的活門(mén)座特種型面研拋工藝參數(shù)
根據(jù)電磁閥活門(mén)座特種型面研拋路徑及余量去除模型的研究結(jié)果,采用“截面路徑”研拋余量去除時(shí),其研拋余量去除與研拋時(shí)間、轉(zhuǎn)速和研拋角度有關(guān)。
采用正交試驗(yàn)的設(shè)計(jì)方法,進(jìn)行研拋時(shí)間、轉(zhuǎn)速和研拋角度對(duì)活門(mén)座密封表面研拋質(zhì)量的影響方案設(shè)計(jì)。以研拋時(shí)間、研拋角度、工件轉(zhuǎn)速為因素,進(jìn)行正交試驗(yàn)方案設(shè)計(jì)(見(jiàn)表2)和研拋試驗(yàn)。
研究研拋時(shí)間、研拋角度、工件轉(zhuǎn)速對(duì)電磁閥活門(mén)座微觀缺陷的影響關(guān)系,建立三因素正交試驗(yàn)。采用專(zhuān)用研拋工具的研拋時(shí)間選擇5min、10min、15min;研拋角度選擇90°、60°、30°;工件轉(zhuǎn)速選擇800r/min、600r/min、400r/min。對(duì)研拋后的電磁閥活門(mén)座進(jìn)行計(jì)量,得到實(shí)驗(yàn)數(shù)據(jù)如表2所示。通過(guò)極差的計(jì)算可知,研拋時(shí)間對(duì)電磁閥活門(mén)座的表面質(zhì)量的影響最大,其次是工件轉(zhuǎn)速,研拋角度對(duì)電磁閥活門(mén)座的表面質(zhì)量影響較小。
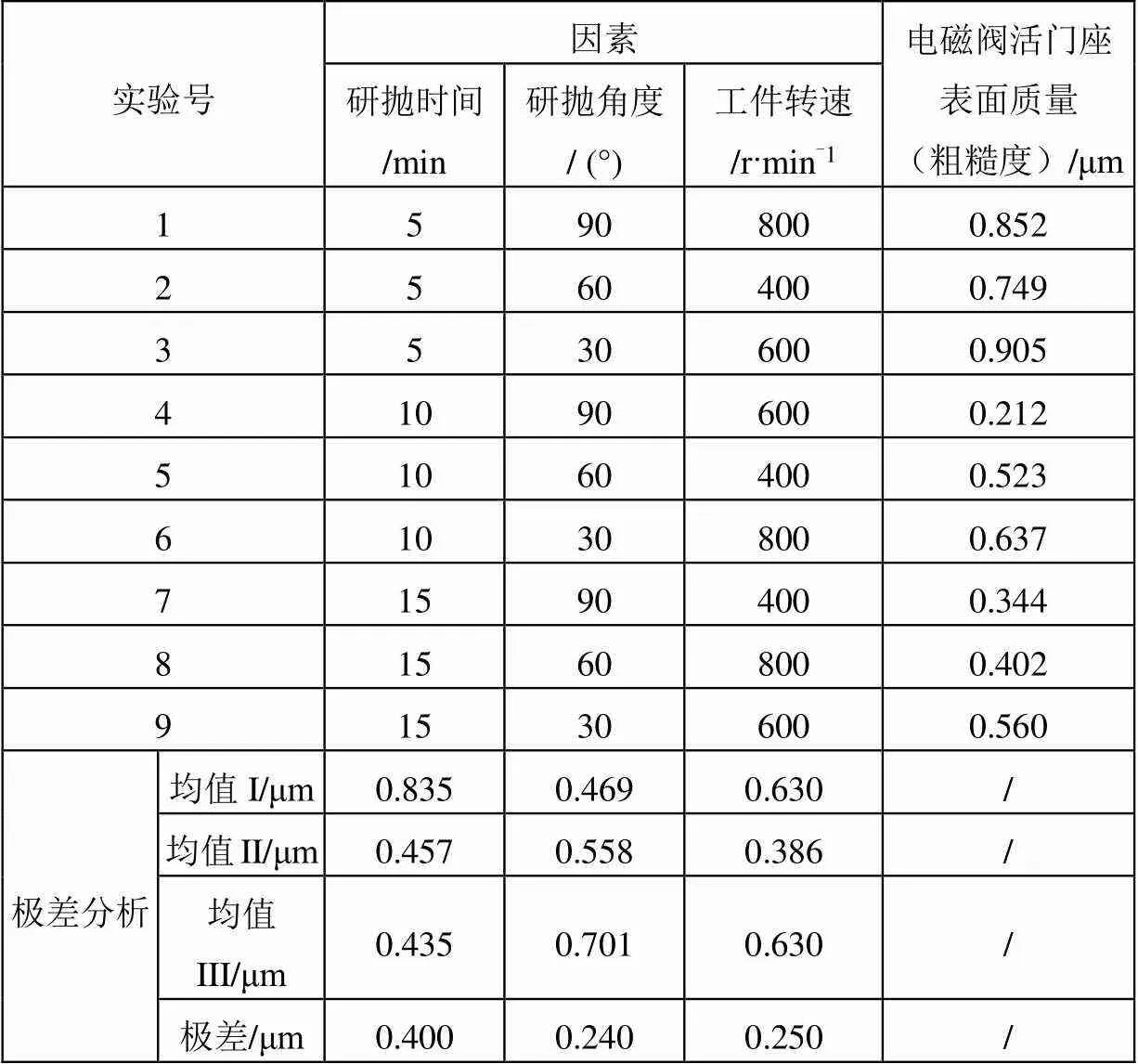
表2 電磁閥活門(mén)座研拋工藝正交試驗(yàn)數(shù)據(jù)
通過(guò)分析電磁閥活門(mén)座研拋工藝正交試驗(yàn)數(shù)據(jù)可知,第4組試驗(yàn)的電磁閥活門(mén)座表面質(zhì)量計(jì)量實(shí)測(cè)值最優(yōu)。由于研拋時(shí)間對(duì)電磁閥活門(mén)座的影響最大,其參數(shù)盡可能延長(zhǎng)。所以,選擇第4組試驗(yàn)的研拋工藝參數(shù)作為最終的電磁閥活門(mén)座的研拋工藝參數(shù)。
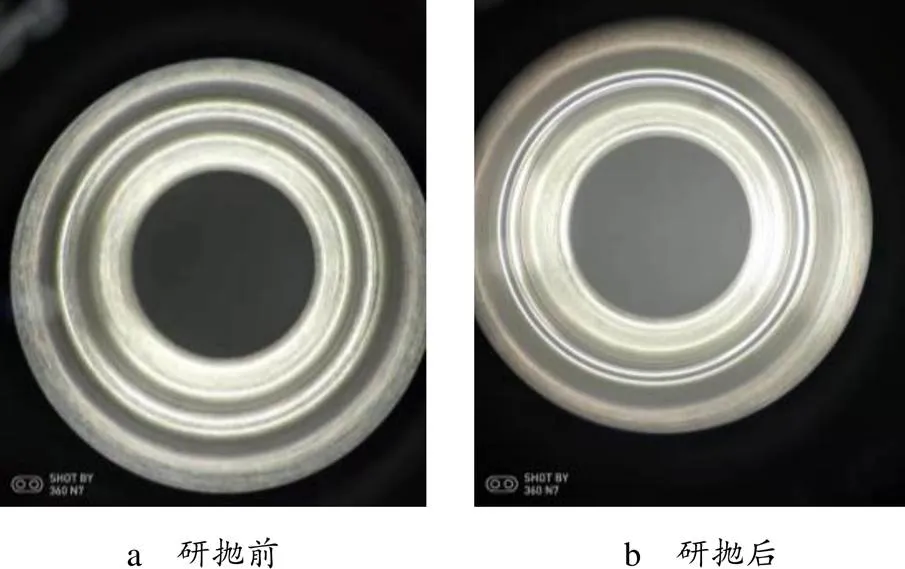
圖7 采用研拋工藝參數(shù)前后的對(duì)比
以電磁閥活門(mén)座的研拋時(shí)間10min、研拋角度90°、工件轉(zhuǎn)速600r/min為電磁閥活門(mén)座的研拋工藝參數(shù),并將基于正交試驗(yàn)的活門(mén)座特種型面研拋工藝參數(shù)進(jìn)行應(yīng)用,研拋10件電磁閥活門(mén)座進(jìn)行,并計(jì)量表面質(zhì)量。如圖7所示,電磁閥活門(mén)座特種型面的表面粗糙度最大值為0.21μm,最小值為0.18μm,優(yōu)于設(shè)計(jì)要求。
采取基于正交試驗(yàn)的研拋工藝參數(shù)后,跟蹤分析2019年2000余臺(tái)電磁閥制造過(guò)程的故障,電磁閥低溫氣密泄漏故障降低為0起,工程應(yīng)用效果明顯。
5 結(jié)束語(yǔ)
航天電磁閥R形活門(mén)座切削研拋工藝方法,解決了電磁閥低溫氣密泄漏的問(wèn)題,提高了電磁閥的工作可靠性。該方法可普遍應(yīng)用于各種R形活門(mén)座的表面質(zhì)量提高,對(duì)提高產(chǎn)品性能具有一定的借鑒和參考。
1 朱寧昌.液體火箭發(fā)動(dòng)機(jī)設(shè)計(jì)[M]. 北京:宇航出版社,1994
2 馬麗珍.閥門(mén)臺(tái)座加工工藝[J].火箭推進(jìn),2005,3(31):42~45
3 張勇峰.閥中幾種零件的難點(diǎn)部位加工方法[J]. 火箭推進(jìn),2011(10):32~36
4 史永華,劉軍威,張軍,等.運(yùn)載火箭用閥門(mén)閥座加工技術(shù)[J]. 航天制造技術(shù),2013(3): 47~49
5 韓春陽(yáng),茹紅宇,徐青山,等.閥門(mén)密封座特種型面加工工藝研究[C]. 2018年航天先進(jìn)制造技術(shù)國(guó)際研討會(huì)論文集,2018:145~153
Research on Cutting Polishing of R-shaped Valve Seat of Aerospace Solenoid Valve
Cao Feilong Liu Xiangdong Liu Yangang Wang Yani
(Xi’an Aerospace Engine Co., Ltd., Xi’an 710100)
In order to reduce the risk of low temperature air tight leakage of aerospace solenoid valve, the R-shaped valve seat of the electromagnetic valve was taken as the research object. Based on the multi-layer cutting of the NC track the solenoid valve R-shaped valve seat, the surface mathematical model of the solenoid valve seat was established, the polishing path and residual removal model of the valve seat surface were studied, and the influence of polishing parameters on the surface quality of the valve seat was analyzed. Good application effect has been achieved and the risk of low temperature air tight leakage of solenoid valve has been eliminated.
solenoid valve;valve seat;NC track;polishing technology
曹飛龍(1988),工程師,航空工程專(zhuān)業(yè);研究方向:航天電磁閥制造技術(shù)。
2020-10-29
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
