流鉆自攻連接與抽芯鉚接對比分析
2021-01-13 12:35:08郝玉喜劉佳欣
鋁加工 2020年6期
王 利,楊 宇,李 巖,郝玉喜,劉佳欣
(遼寧忠旺集團有限公司,遼陽111003)
0 前言
隨著鋁合金材料在車身中的廣泛應用,連接方式也呈現多樣化。由于緊固連接具有熱輸入低、可拆卸和生產效率高等特點被廣泛采用。然而對于板件與型材等管狀封閉結構的連接,SPR、螺栓與螺母配合等連接方式通常很難完成連接操作,流鉆自攻連接技術和抽芯鉚接技術則可以很好解決此類問題[1]。流鉆自攻連接技術具有無需開設預制孔、生產效率高、適用于單面操作等優點,但是也有生產設備投入大、生產成本高的劣勢;抽芯鉚接具有成本低、操作簡便和單面操作的特點。因此本文介紹了上述兩種工藝,同時對比了流鉆自攻連接、開口型抽芯鉚釘和結構型抽芯鉚釘連接的連接強度,為產品返修和工藝替代提供參考。
1 流鉆自攻連接和抽芯鉚接介紹
1.1 流鉆自攻連接
流鉆自攻連接是指特制螺釘在高速旋轉的電機帶動下使板料摩擦生熱產生塑性形變攻制螺紋同時擰緊螺釘的連接技術,單面操作即可完成連接,英文簡稱FDS(Flow drill screw)。由于設備最大下壓力可達3 500 N 以上,無法實現手持設備操作,因此通常需要與機器人配合使用;并且要求被連接件具有一定強度,保證連接過程中不會嚴重變形,同時保證由薄到厚、由軟到硬的板材搭接順序。另外,連接后螺釘的尖端部分會裸露在板材外,設計時需保證不會與其它結構發生干涉,因此更適合于連接板材與空腔型材、板材與鑄件的組合[2-4]。流鉆自攻連接工藝過程包括五個階段:材料接觸(加熱)→孔成型→攻螺紋→擰螺紋→擰至規定扭矩。鋁合金材料可以連接總厚度約1.8~5 mm,過厚的材料可以通過開設預制孔完成連接,能夠實現同種材料或異種材料連接。
圖1為流鉆自攻連接釘頭、頭部成型要素及成型過程。流鉆自攻連接接頭成型主要包含以下幾大要素[5]:(1)螺釘頭部與板材縫隙:通常頭部與板材緊密貼合,各接觸點保持在同一水平面上;(2)螺紋成型:錐孔無裂紋,沒有滑牙、錯牙現象;(3)材料間隙:針對不同材料,不同使用要求確定材料之間缺口允許范圍,通常在0.3 mm 以下判定為合格;(4)螺紋錐孔形態:觀察板材上下擠出部分與螺釘旋合處是否爆開。流鉆自攻連接不但需要通過頭部成型分析連接質量,也需進行剪切性能和剝離性能等力學性能分析。
1.2 抽芯鉚釘連接
抽芯鉚釘也叫盲鉚釘或拉鉚釘,一般由不銹鋼、鋁合金及碳鋼制成,抽芯鉚釘具有單面鉚接、可實現不同材料間的混合連接、工藝簡單、成本低等優點,通常手持鉚釘槍即可完成鉚接[6]。現有的抽芯鉚釘可分為普通開口抽芯鉚釘、封閉型抽芯鉚釘(防水鉚釘)及結構型鉚釘。其中普通開口抽芯鉚釘、封閉型抽芯鉚釘的分類依據為釘芯是否封閉于釘體,而結構型鉚釘與這兩種鉚釘最大的區別除了具有很高的強度外,一個最典型的特征就是鉚接完畢后釘芯在釘體內的鎖緊程度高,如圖2 所示。抽芯鉚釘連接時需要對被連接材料開設規定尺寸的圓孔,但對連接材料種類、連接結構無特殊要求,不同厚度的材料選擇對應規格的鉚釘即可完成操作,因此用途較為廣泛。
鉚接后的產品要求鉚釘釘帽與工件表面無縫隙,鉚釘墩頭包裹均勻、成型良好、無墩頭開裂現象。力學性能可通過拉脫試驗和剪切試驗進行分析。
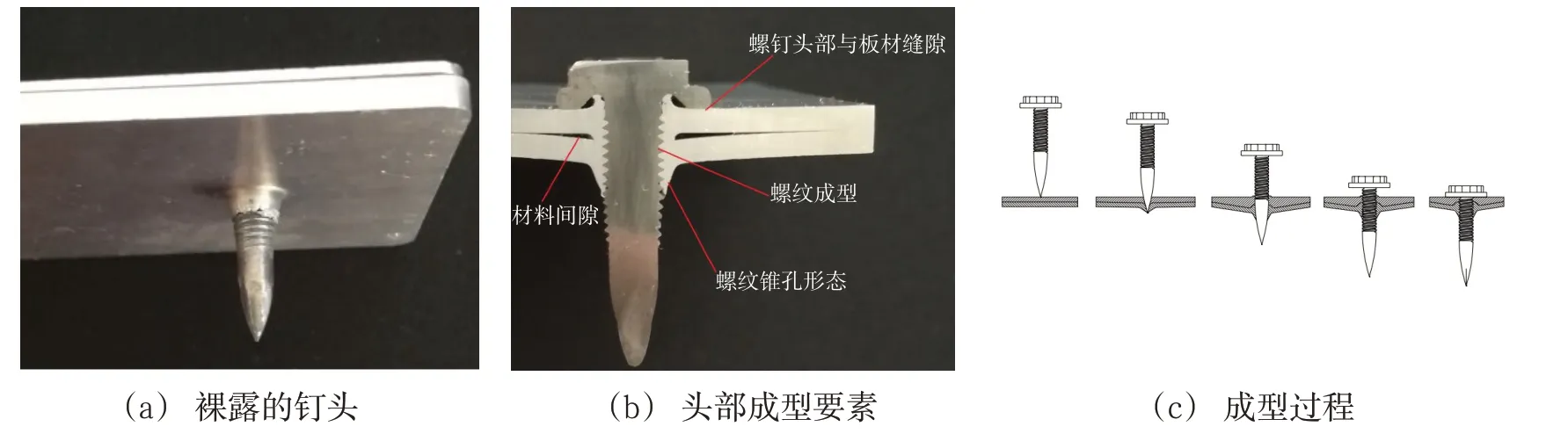
圖1 流鉆自攻連接釘頭、頭部成形要素及成形過程
2 試驗方案
選取Flow Form M5×25 mm 規格螺釘,選取的普通開口型抽芯鉚釘為51級?5 mm鉚釘,結構型抽芯鉚釘為?5 mm 內鎖拉絲鉚釘和?6.4 mm 內鎖拉絲鉚釘。鉚接材料為6005A-T6 板材,規格為40 mm×100 mm×3 mm。由于鉚接總厚度6 mm 時流鉆自攻連接成型不穩定,因此對上層板材開設預制孔,同時確保上下層板材抽芯鉚釘孔精度一致,孔中心距板材邊緣尺寸為20 mm,最后利用抽芯鉚釘槍及流鉆自攻擰緊設備制備剪切性能接頭。
對流鉆自攻連接試樣進行低倍成形檢驗和剪切試驗,對抽芯鉚接試樣進行宏觀觀察和剪切試驗。其中剪切試驗利用電子萬能試驗機對各組試樣拉伸直至破壞以記錄載荷值及接頭破壞形式,試樣夾持區寬度為40 mm,裝夾后的試樣保證拉伸時螺釘或鉚釘只受剪切力,加載速度為8 mm/min。
3 結果分析與討論
3.1 低倍成形及宏觀分析
流鉆自攻連接試樣低倍形貌見圖2。螺釘與板材緊密貼合,上下層板材無明顯縫隙,螺釘自攻螺紋無滑牙、錯牙,滿足產品標準和使用要求。抽芯鉚接宏觀形貌見圖3。抽芯鉚釘與板材緊密貼合,鉚釘墩頭包裹完成,成型良好,無墩頭開裂現象,自沖鉚接和抽芯鉚接均滿足使用要求。
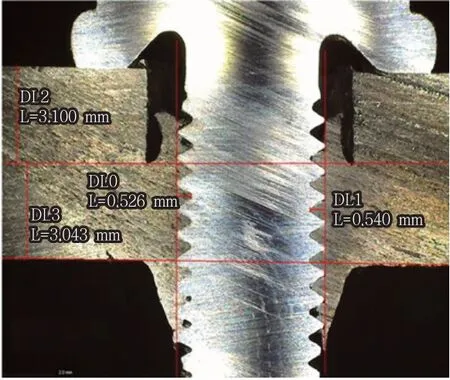
圖2 流鉆自攻連接形貌

圖3 抽芯鉚接宏觀形貌
3.2 剪切性能
對上述試樣進行剪切強度檢測,結果見表1。?5 mm 開口型抽芯鉚釘剪切載荷值最大可達6 860.73 N,?5 mm內鎖拉絲型抽芯鉚釘剪切載荷最大值可達6 401.60 N,均低于流鉆自攻連接接頭,而?6.4 mm 內鎖拉絲型抽芯鉚釘剪切載荷最大值與流鉆自攻連接接頭剪切載荷接近,最大值可達9 140.10 N。
剪切失效圖片如圖4所示。根據剪切失效形式分析,?5 mm 拉絲鉚釘試樣的剪切載荷雖然與51級開口型抽芯鉚釘接近,但拉絲鉚釘未被剪切斷裂,均是板材變形使鉚釘受到剪切力與拉脫力綜合作用導致鉚釘從材料脫落所致,因此拉絲鉚釘抗剪性能優于51 級開口型抽芯鉚釘;連接鋁合金板材時,?6.4 mm 拉絲鉚釘與流鉆自攻連接試樣抗剪性能相接近,二者失效形式均是鉚釘或螺釘從材料脫落,主要原因是鉚釘和螺釘強度高于板材強度,拉伸時板材變形使鉚釘或螺釘受到剪切力與拉脫力綜合作用所致。
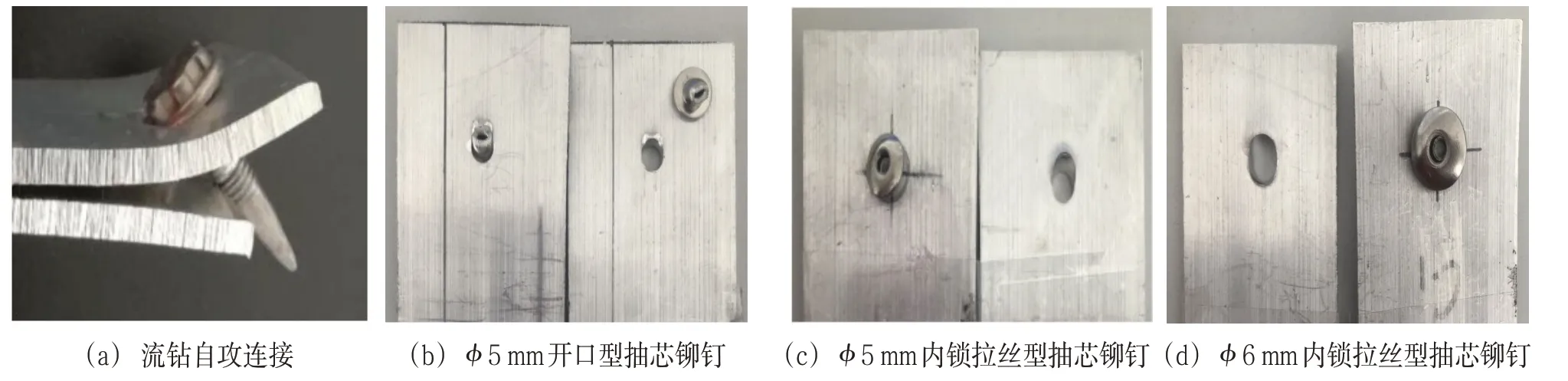
圖4 剪切失效圖片
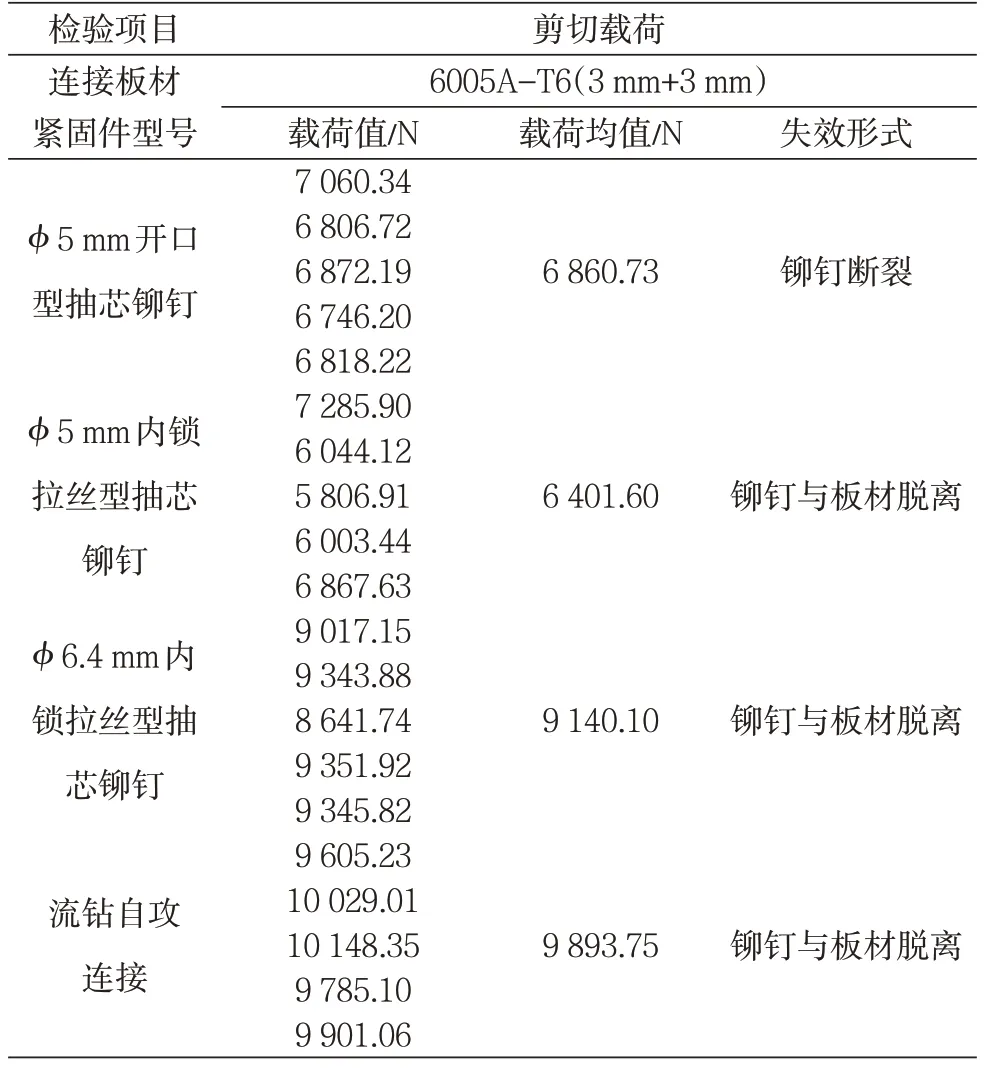
表1 剪切強度結果
4 結論
(1)流鉆自攻連接通常可不開預制孔,并且連接強度高,但是需要與機器人配合使用,因此生產成本較高;抽芯鉚接具有生產成本低和手持設備操作簡單等優點。
(2)?6.4 mm 內鎖拉絲型抽芯鉚釘剪切強度與M5流鉆自攻連接剪切強度接近。
