數控插齒刀磨床提效
2021-01-13 03:39:20
探索科學(學術版) 2020年7期
中國航發長沙中傳機械有限公司 湖南 長沙 410200
1 前言
公司2014年底引進德國SACCK公司的數控插齒刀磨床,在生產過程中經常出現插齒刀周節累積出差的質量問題導致返工,不僅影響加工效率也使刀具正常刃磨壽命降低。
2 研究(攻關)內容
解決插齒刀周節累積出差的質量問題。
3 技術方案
分析影響插齒刀周節累積出差的因素并進行優化;
4 實施過程
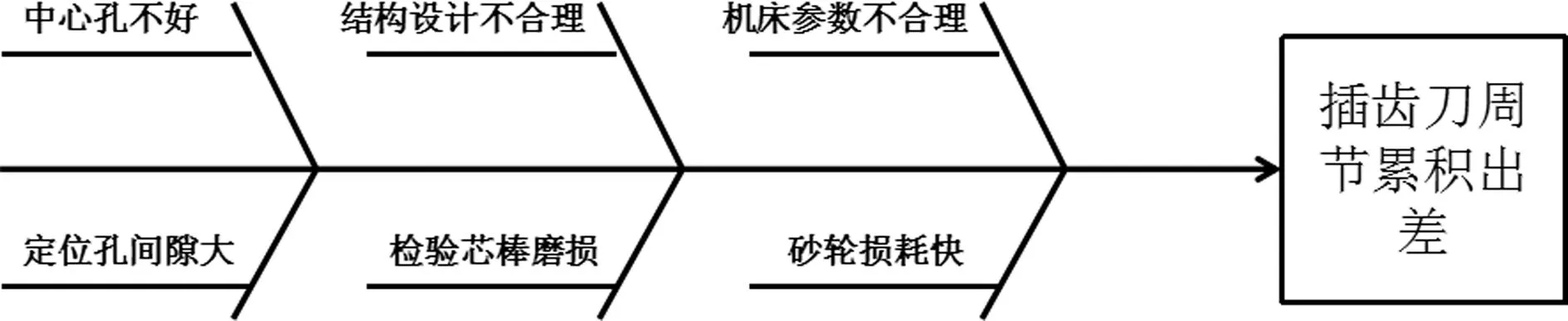
4.1 因素分析
4.2 改善措施

序號 改善內容 改善效果1修復中心孔跳動 中心孔跳動<0.003 2改善細頸部結構設計 增加剛性和抗沖擊力3制作內圓對表件 定位孔尺寸零超差4調整精磨參數 周節累積誤差減少
4.3 帶柄插齒刀周節累積誤差改善
4.3.1 中心孔檢查及修復 在帶柄插齒刀加工過程中,會出現下列情況導致中心孔損壞,從而影響后續的磨齒精度。
1)因車工中心孔加工不標準導致60°錐面長度不足1mm;
2)鐵屑未清理干凈在熱處理時導致60°錐面拉傷破損;
3)60°錐面部分未研起等現象。
這些損壞的中心孔在后續磨齒過程中均會不同程度影響帶柄插齒刀的周節累積誤差。在磨齒前應仔細檢查中心孔,發現問題后使用中心孔磨床找正錐柄跳動修復中心孔,再將插齒刀裝到偏擺儀上檢查錐柄跳動是否<0.003。
4.3.2 改善細頸部結構設計
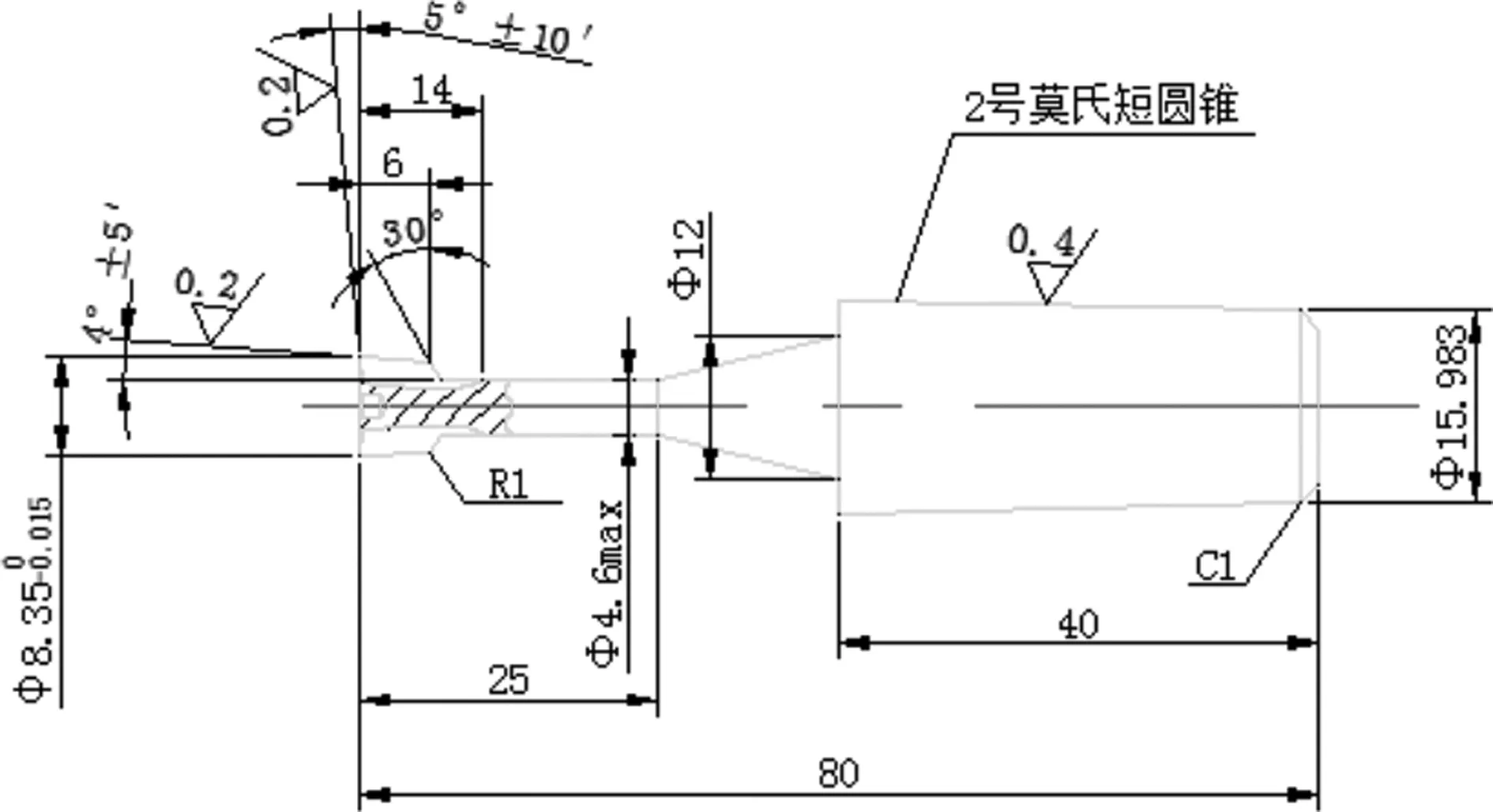
圖1 (調整前)

圖2 (調整后)
如圖所示,這是一把典型的細頸部帶柄插齒刀。模數1,齒數7,總長80mm,頸部為4.6mm,磨齒加工時很難保證周節累積0.01合格,合格率不足20%。經與刀具設計員溝通,將刀具設計進行四處調整:①刀頭長度從25mm調整至22mm;②齒槽長度從14mm調整至16mm;③在頸部與柄部連接處增加了兩處R圓弧過渡;④頸部直徑從4.6mm調整至4.9mm。
調整后增加齒槽長度保證退刀時不會發生頂切干涉,同時縮小刀具頸部長徑比,這樣既能保證插齒刀正常加工產品,又增加了刀具結構的強度和抗沖擊性能。
綜合以上改善因素,使細頸部插齒刀磨齒合格率提升至100%。
4.4 盤型插齒刀周節累積誤差改善
4.4.1 制作專用內孔對表件 盤型插齒刀磨齒時需將刀具定位孔安裝到專用磨齒芯棒上進行,常見的定位孔尺寸為Φ20mm、Φ22mm、Φ31.743mm,孔徑公差為0~+0.005。假設孔徑出差后,插齒刀內孔和磨齒芯棒定位外圓之間會形成一個間隙帶,因為間隙的存在會使得加工基準和測量基準不重合。磨齒時的中心取決于操作者安裝刀具到磨齒芯棒上并用螺母固定時的狀態。而在齒輪檢測中心P26上計量時檢驗員將刀具裝到帶錐度的直桿芯棒上的中心是無法復原到磨齒狀態的,那么存在的間隙將直接量化影響刀具的節圓跳動和周節累積誤差。
通過制作專用的內孔對表件,可以嚴格的將孔徑控制在公差內,提升基準重合度,減少后續磨齒的不利因素。
4.4.2 調整精磨參數 在磨削小模數多齒數的盤型插齒刀時,例如M=0.8 Z=72α=30°這套刀具參數時,砂輪修型后砂輪尖最細的部分只有0.2-0.3。在這種情況下,砂輪一圈齒還沒磨完可能就損耗了,可能會影響插齒刀周節累積誤差。考慮到砂輪的損耗,這類刀具磨齒時需設置兩個防錯機制。一是將機床設置在磨完2/3圈齒后進行一次精修砂輪;二是將機床設置每磨一圈齒后進行跳齒磨削。跳齒磨削即在磨完一圈齒回到原始齒槽N后,機床根據設定將刀具旋轉到N+3齒槽,將N+3齒槽作為原始起點再開始第二圈磨齒,跳齒磨削的好處是消除砂輪損耗帶來的不確定性。
磨削AA級精度插齒刀必須嚴格控制各項加工基準,并在最后0.2精磨量時,設置為0.005磨兩圈、0.003磨兩圈、0.002磨兩圈、光整磨兩圈。
綜合以上改善因素,使盤型插齒刀磨齒合格率提升至100%。
