表層鐳射煙用內襯紙
2021-01-13 03:39:26
探索科學(學術版) 2020年7期
青島嘉澤包裝有限責任公司 山東 青島 266000
煙用內襯紙,襯于卷煙小盒內層,包裹香煙的紙張,內襯紙對卷煙起一定防潮、保香等作用,防止卷煙霉變和香氣損失,且質地柔軟易折疊而不破裂。現階段的香煙包裝對外部包裝的改進比較大,而忽略了內部內襯紙的改進,已經不能滿足消費者的要求。
目前煙草行業市場中現有的煙用內襯紙多以鋁箔復合型、復合轉移型、直鍍型的生產工藝為主,顏色多為金色、銀色,色彩相對單一,工藝相對俗套,使消費者容易產生審美疲勞。隨著煙草行業的發展趨勢,消費者審美觀念的提高,對煙草的包裝及外觀效果的要求也越來越高,因此需要一款新穎的煙用內襯紙產品,以新、奇、特的外觀來吸引消費者。近兩年,市場陸續推出了表層鐳射內襯紙,采用環保易降解的材料,減少有害物質的危害,外觀新穎,符合行業的發展趨勢,引領國內卷煙包裝新趨向。
目前鐳射轉移類產品已在接裝紙產品得到廣泛應用,內襯紙產品運用鐳射轉移技術較少。本文介紹的表層鐳射內襯紙涉及鐳射模壓、真空鍍鋁、復合轉移、剝離、印刷、分切、壓紋等工藝制備而成,工藝獨特,在保留了原有煙用內襯紙的保濕、防潮等功能,同時提升了煙用包裝的裝飾性能和防偽性能,消費者在打開煙盒時,煙盒內部的具有鐳射定位效果的內襯紙就呈現在消費者眼前,鐳射圖案可以根據客戶的要求進行設計,增強了煙用內襯紙的防偽性能。
本文從以下幾點介紹表層鐳射煙用內襯紙的制作辦法。
1.鐳射轉移膜的制作。通過選取12μm-20μm厚度不等的雙向拉伸聚酯薄膜,在薄膜一面涂離型層,烘干,制成模壓膜;將模壓膜進行鐳射圖案的模壓,根據產品圖案的橫向、縱向間距賦予薄膜上,模壓后的圖案清晰。然后通過真空鍍鋁,得到具有鐳射效果的轉移膜。隨著角度的變化,具有一定的鐳射防偽性能。
2.復合內襯紙的制作:采用濕法復合工藝,將37g/m2-48g/m2的煙用內襯紙原紙通過淀粉復合膠將內襯紙原紙與厚度為0.006mm的鋁箔進行復合,復合機車速120m/min-150m/min,烘箱溫度90℃-120℃。制成具有保香、防潮功能的內襯紙。
3.表層鐳射煙用內襯紙的制作:將前期制作的復合內襯紙通過水性轉移膠水與鐳射圖案效果的轉移膜通過復合機設備進行復合。膠水將薄膜和襯紙紙張進行粘合后,半成品存放24小時-48小時以上,讓膠水進行充分的固化平衡,固化后的半成品,通過剝離設備,將表層的PET薄膜剝離掉。制得帶有表層鐳射圖案的內襯紙。表層鐳射內襯紙表面均勻,無劃傷,信息層粘貼牢度,用透明膠帶粘貼后,無脫層現象。
選擇醇溶染料透明油墨,酒精稀釋,上機粘度為16s-18s,凹版印刷,車速150m/min,烘箱溫度為90℃。完成內襯紙的印刷。印刷后進行鋼對鋼壓紋、分切,形成卷盤的表層鐳射圖案的內襯紙。
制得的表層鐳射內襯紙其指標符合《YCT 264-2014煙用內襯紙》的標準要求,指標如下:

指標項目 單位 指標要求
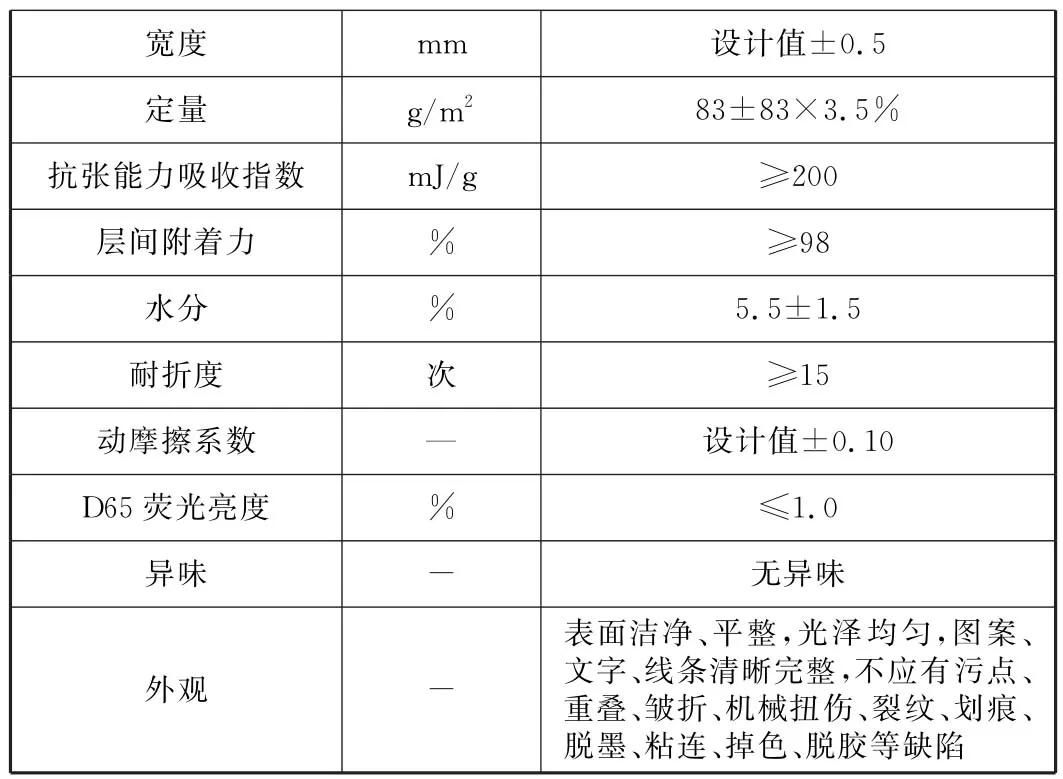
寬度 mm 設計值±0.5定量 g/m2 83±83×3.5%抗張能力吸收指數 mJ/g ≥200層間附著力 % ≥98水分 % 5.5±1.5耐折度 次 ≥15動摩擦系數 — 設計值±0.10 D65熒光亮度 % ≤1.0異味 - 無異味外觀 -表面潔凈、平整,光澤均勻,圖案、文字、線條清晰完整,不應有污點、重疊、皺折、機械扭傷、裂紋、劃痕、脫墨、粘連、掉色、脫膠等缺陷
技術路線
模壓薄膜→鍍鋁→轉移→剝離→印刷→壓紋→分切→檢驗→形成完整生產工藝
結語
本文簡單介紹了一款表層鐳射煙用內襯紙。表層鐳射內襯紙通過篩選合適的材料,其中轉移膜是由雙向拉伸聚酯薄膜制成的轉移膜,轉移膜經過鐳射圖案的模壓、真空鍍鋁,得到具有鐳射圖案效果的轉移膜;然后使用轉移膠水將轉移膜與復合襯紙進行復合,平衡一段時間后進行剝離;再使用綠色環保的水性油墨進行印刷、壓花、分切等工序完成產品的制造。可以部分替代傳統型煙用內襯紙,成為高檔香煙的重要包裝材料,達到香煙包裝設計新穎、產品安全低毒無害的目的。
