降低GDX2000型包裝機小包透明紙質量缺陷
2021-01-13 10:02:44張錢雙燕張錢雙嬌彭靜姝武夢琳
探索科學(學術版) 2020年10期
張錢雙燕 張錢雙嬌 彭靜姝 武夢琳
紅塔煙草(集團)有限責任公司 云南 玉溪 653100
通過在C600煙包剔除工位進行人為剔除已完成透明紙包裝的煙包的方式進行抽檢,在GDX2000型包裝機各種中質量缺陷中,小包透明紙質量缺陷最為嚴重,缺陷率高達0.31%,為了降低GDX 2000型包裝機小包透明紙包裝端部褶皺頻次,通過對小包透明紙供給紙門真空氣道進道進行合理設計以達到效果。
1 存在問題
通過理論分析可知,透明紙進入唇形片時導致產生的褶皺是造成的GDX 2000型包裝機小包透明紙包裝端褶皺的癥結所在,而褶皺占比高達89.8%,缺陷率達到0.237%,如能有效解決透明紙進入唇形片時所產生的褶皺問題,就能大大降低小包透明紙質量缺陷。在預留10%的故障風險值下解決透明紙進入唇形片時褶皺的問題,并將單班小包透明紙的質量缺陷頻率降低至0.108%
2 原因分析
煙包與透明紙接觸時,端部的透明紙折疊區域受到真空的作用,受力方向與端部透明紙折疊方向相反,使得端部的透明紙在折疊過程中出現褶皺,最終使得小包透明紙包裝端面褶皺。當封堵住對應的真空氣孔時,小包透明紙端部褶皺自檢頻次大大減少。但出現了大量散包。說明真空氣對小包端部透明紙褶皺的確產生了影響,散包的出現說明在紙門氣路封堵上出現了設計失誤,需要在后續對策只要對其進行優化,應該可以消除,確認了透明紙折疊區域有真空干擾。
3 詳細技術內容
3.1 對策提出 當負壓吸風帶移動時,透明紙隨著負壓吸風帶移動。在輸送的過程中,由于紙門中下部的真空氣孔堵塞,透明紙下沿會出現弓狀變形,當弓狀變形大到一定程度時,在其向下輸送的過程中,透明紙下沿就會與吸氣帶輸送通道中的其它構件相觸碰。使透明紙輸送不到位,而出現透明紙散包。對策構想:小包透明紙—消除折角區域;總對策:對小包透明紙供給紙門真空氣道進行合理設計。
3.2 解決方法 由于導氣片位于真空氣路通道上方,需對導氣片進行重新設計,就可改變小包透明紙所受的真空吸力情況,通過對設計導氣片來實現對小包透明紙供給紙門真空氣道的設計,優化小包透明紙供給紙門內透明紙折疊區域對應部分的真空氣道結構,確定上下兩端需要消除真空吸力的長度及上下兩端所需要預留的間距,就可達到目標。導氣片優化設計方案為:消除真空吸力上端長度11mm,下端長度11mm,上下間距22mm。
3.3 維修過程
a、繪制導氣片圖紙,確定主要尺寸
b、加工導氣片
c、安裝導氣片。
針對小包透明紙質量缺陷頻率進行調查統計,通過在C600煙包剔除工位進行人為剔除已完成透明紙包裝的煙包的方式進行抽檢,每30分鐘剔除一次,每次剔除30包,每天抽樣9600包,一周共抽檢48000包,
4 成本及效益分析
4.1 經濟效益 從對策實施至效果檢查期(共三個月),節約煙用包裝膜23500.8米,拉線23500.8米。
160000*30*15*(0.013%-0.045%)*3=146880包
146880*0.16=23500.8米
備注:假設每天每臺設備產量為160000包,共15臺設備,每包消耗包裝膜及拉線各0.16m。
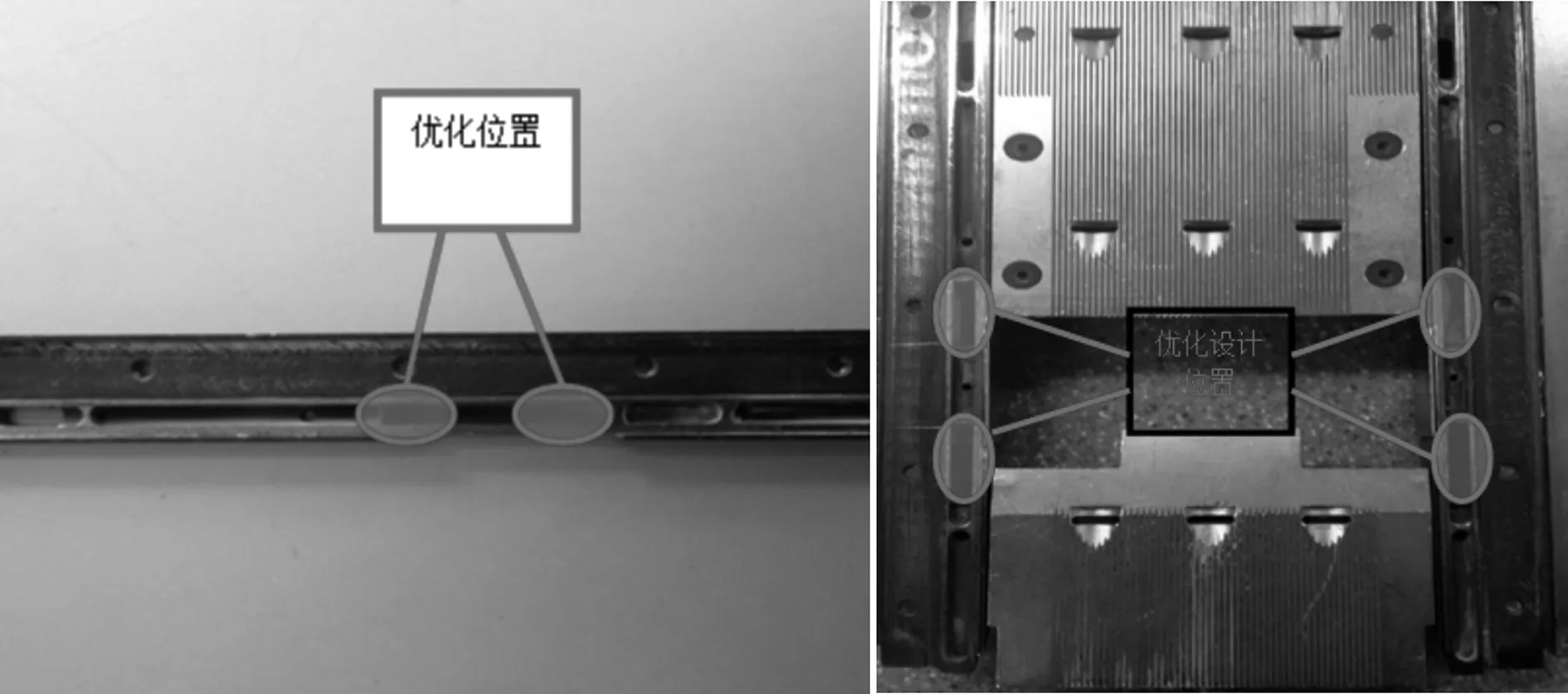
圖1 改進后示意圖
5 總結
回顧本次活動,在小組成員的共同努力下,攻關活動取得了明顯成效,圓滿達到了預期目標。小組在專業技術,對卷煙生產工藝和設備原原理知識有了更為深入的了解;掌握了試驗設計、優化的方法及設備生產工藝參數的相互深層次聯系,對PDCA循環有了進一步的認識,改進了大家處理問題的思維方式。
