基于增材制造的液壓閥塊流道過渡區優化研究
2021-01-14 06:14:50張玉瑩柳寶磊隋佳鑫
液壓與氣動 2021年1期
李 瑩,張玉瑩,柳寶磊,張 晉,隋佳鑫
(1.燕山大學 機械工程學院,河北 秦皇島 066004;2.浙江大學 流體動力與機電系統國家重點實驗室,浙江 杭州 310027)
引言
自大飛機戰略提出以來,涌現出大批新技術、新材料、新工藝,減重成為飛行器作動系統的重要發展方向[1]。電動靜液作動器(Electro-Hydrostatic Actuator,EHA)通過取消集中式液壓能源系統,集機、電、液于一體以實現減重目標[2]。液壓閥塊是實現集成設計的集中體現,其各孔道與外部裝配的各種閥件相連通,以實現預定的流通回路,是集成式液壓系統中不可或缺的一部分[3]。液壓閥塊的設計主要以滿足工藝孔數量最少、流道總長度最短和體積最小為目標[4-5]。降低閥塊壓力損失對于航空液壓系統節能具有重要意義,閥塊的設計與生產需要對壓力損失進行評估。
為改善流道的液流特性,國內外眾多學者一直對流道的設計與優化進行研究。英國巴斯大學早在20世紀70年代就開始針對液壓閥塊內部的流道設計進行研究。新加坡南洋理工大學深入研究了液壓閥塊的空間布局,開發了設計軟件,為流道的設計及優化提供了簡單方法。國內學者也致力于流道優化設計研究,采用Fluent等仿真軟件對傳統工藝成形的流道進行結構優化以實現減小壓損,減振降噪等目的[6-8]。最近,祝毅等[3]在研究流道的輕量化設計時提出了增材制造的新方法成形復雜曲線流道,解決了傳統工藝成形流道時存在的諸多問題,基于增材制造技術實現了閥塊的輕量化設計和流道優化。基于增材制造不僅可以優化流道橫截面形狀,還可以優化流道過渡區域連接方式,甚至設計變截面變壁厚流道,為流道優化提供了新思路。本研究僅考慮典型的平行流道之間的連接流道的可優化性,分析流道過渡區域不同連接方式對流動特性的影響,比較其壓力損失。
工程中應用的擬合曲線有兩類:一類生成的曲線通過所有給定點,可由確定的表達式表示,在流道設計中常用圓弧過渡曲線來實現減小壓損的目的[7];另一類是以貝塞爾曲線與B樣條曲線[9]為代表的曲線,不一定通過給定的控制頂點,而是比較好地接近這些點,沒有明確的數學表達式。B樣條曲線具有局部控制性質,在工程中應用更加廣泛。B樣條曲線的底層公式為:
(1)
式中,Ni,P(u)是P次B樣條基函數。
給定n+1個控制點即可得到一條P次B樣條曲線。本研究中的B樣條曲線是2次B樣條曲線,由6個控制點控制生成,即:
(2)
工程中常采用型值點反求控制頂點的方法來確定B樣條曲線,型值點即為B樣條曲線通過的點。本研究采用插值法選取了6個型值點以完成B樣條曲線的繪制。選擇型值點時以流道入口處為第一個型值點,出口處為最后一個型值點,考慮流道所占空間的同時,保證流道與孔口相切平滑連接以控制壓損。
現有的B樣條曲線相關研究大多都是為了解決路徑規劃問題,文獻[9-11]基于樣條理論對自主泊車路徑做出合理規劃,減少了泊車時間并且達到了準確泊車的目的。工程實際中的路徑規劃常會遇到避障問題,文獻[12]對挖掘機器人作業過程中的自主避障控制進行了研究,文獻[13]利用B樣條曲線對智能叉車避障路徑進行了規劃,這些研究應用B樣條曲線使避障問題得以解決。此外,文獻[14-15]還研究了B樣條理論在平滑路徑上的應用。盡管已有大量針對B樣條理論曲線的研究,但未見將B樣條理論應用于流道設計。而B樣條理論的優良屬性和增材制造工藝的優越性使它應用于流道設計成為可能。
1 閥塊結構原理及加工工藝
電靜液作動器原理示意圖如圖1所示,液壓系統中某低壓閥塊部分的液壓原理圖如圖2所示,圖3為該低壓閥塊三維模型,由液壓原理圖可知該閥塊集成1個單向閥、1個溢流閥、1個過濾器和1個三端口電機泵。油液從三端口電機泵流出經過3個孔口流入液壓閥塊,從P1口經流道在A1口接作動筒無桿腔,A2口和B口接高壓閥塊,單向閥、溢流閥、過濾器及多個傳感器都集成在P3口對應流道中。

圖1 電靜液作動器原理示意圖
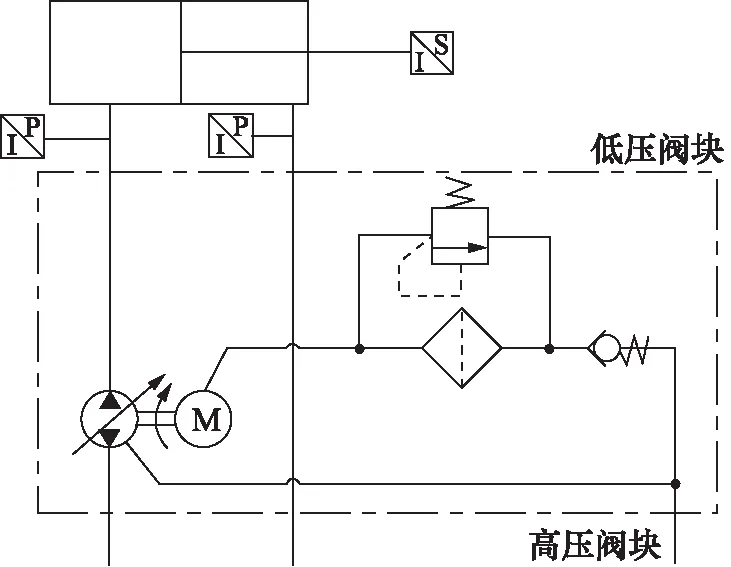
圖2 某EHA系統低壓閥塊部分原理圖
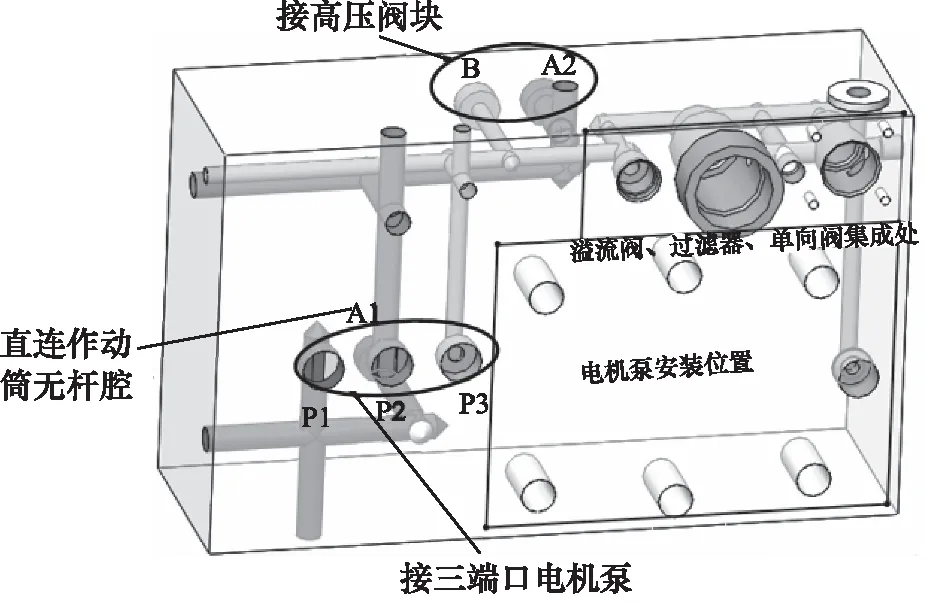
圖3 低壓液壓閥塊
傳統的閥塊流道加工主要通過鉆、擴、絞、攻等方法實現,這就導致閥塊內部流道一般是直孔流道,且拐角處一般是尖銳角,這必然會產生較大的壓損。另外,傳統工藝加工流道要增設工藝孔以連接內部交叉孔,加工完成后還要設置其他工藝封堵工藝孔,使加工過程更復雜化且增大了泄漏風險。以增材制造為技術手段[16],流道設計自由度大,可以改變傳統的流道結構,不僅僅局限于加工直孔,還可以將拐角處加工成過渡的圓滑流道,減少流道方向突變引起的局部壓力損失。而且可以去除工藝孔,減少不必要的流道,降低沿程壓力損失和泄漏風險。航空領域追求高功率密度,迫切需要減小液壓元件的重量與體積,增材制造液壓閥塊在輕量化和改善油液流動特性上的潛力已經初步顯現出來[3]。
本研究以圖3所示EHA低壓液壓閥塊中連接電機泵和作動筒無桿腔的流道為例,基于增材制造結合B樣條理論對流道過渡區優化方法進行研究,設計出流動特性好的流道,如圖4所示,為實現流道質量的提高提供理論基礎和設計思路。
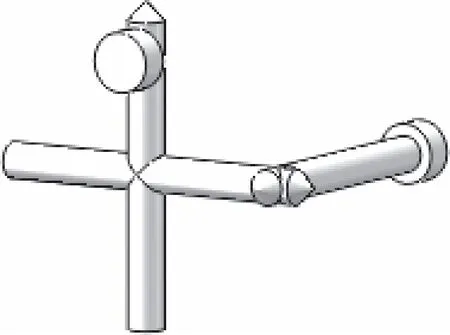
圖4 低壓閥塊中連接電機泵和作動筒無桿腔的流道
2 模型仿真
2.1 創建模型
增材制造流道設計自由度大,本研究選擇較典型的直線、圓弧過渡曲線和B樣條曲線設計兩平行流道過渡區,保證流道入口、出口位置不變,在SolidWorks中分別創建直線過渡流道、圓角半徑R=5 mm圓弧過渡流道、R=10 mm圓弧過渡流道、R=20 mm圓弧過渡流道、B樣條曲線過渡流道的三維模型,如圖5a~圖5e所示,橫截面均為圓形截面,水力直徑為10 mm。其中B樣條曲線過渡流道通過的型值點分別為(0,-8.5,-86),(71.5,-37.5,-48.0),(52.50,-37.25,-48.25),(43.70,-36.55,-49.15),(32.45,-24.80,-64.65),(29.75,-15.55,-76.75)。
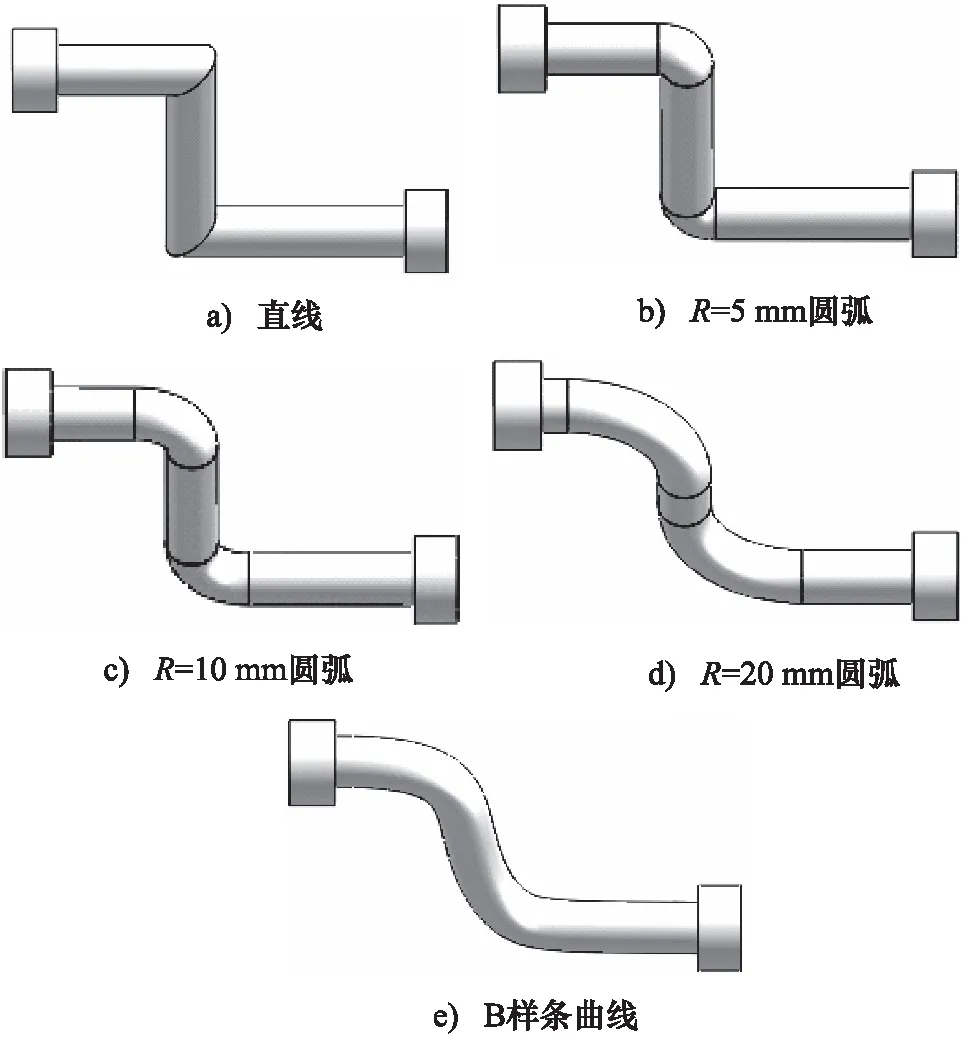
圖5 不同過渡方式流道的三維模型
2.2 網格劃分與邊界條件設定
網格劃分的目的是使模型實現離散化,把求解域分解成可得到精確解的適當數量的單元。本研究選用 Workbench 自帶的網格劃分模塊Mesh對模型進行網格劃分。細密的網格可以使結果更加精確,但是CPU計算時間和計算機存儲空間都會大大增加。所以劃分網格時需要綜合考慮計算結果精度和計算成本,選擇經濟、快速、準確的網格劃分方式。由于流道結構簡單,在“Method”命令中選擇自動處理的方式劃分網格即可滿足精度要求,且無需進行局部網格加密細化。使用“Sizing”命令設定網格的大小,選擇5個不同的網格單元尺寸,分別為0.5,0.6,0.7,0.8,0.9 mm進行網格劃分,使用mesh check檢查網格,未出現負體積網格。將計算結果進行對比,如表1所示,以網格數量為自變量,計算時間和流道壓損變化幅度為變量,當網格單元尺寸為0.7 mm時,繼續加密只會增加計算時間,且計算結果精度并無顯著提高。如圖6所示,最終得到整齊的質量較好的四面體網格[17],將網格模型導入Fluent軟件。
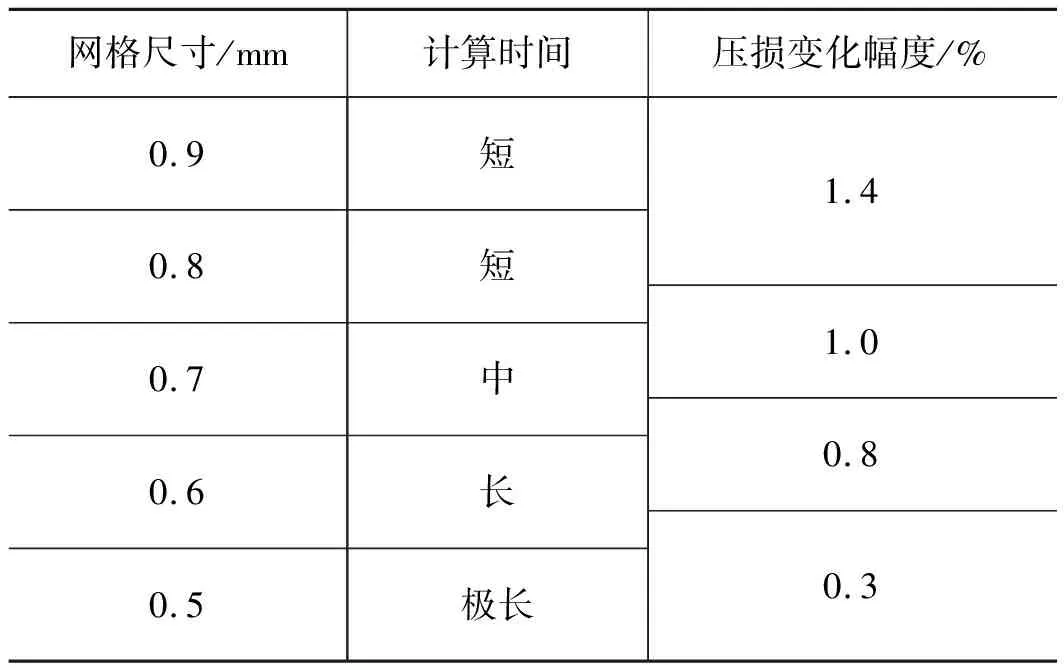
表1 不同網格尺寸計算結果對比
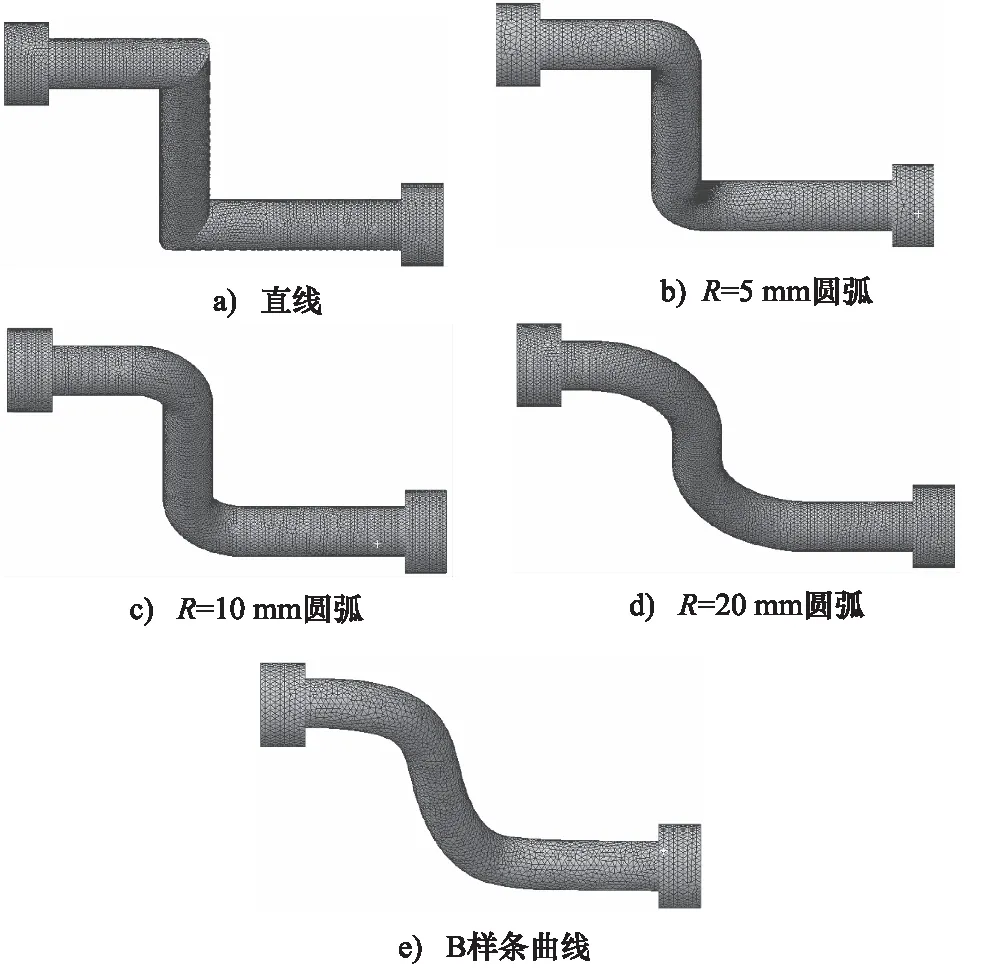
圖6 不同過渡方式流道網格模型
將網格模型導入Fluent軟件后,定義流體屬性,該液壓系統使用的液壓油的密度為850 kg/m3,動力黏度為0.0085 kg/(m·s)。液壓油雷諾數計算公式為:
Re=vd/ν
(3)
式中,v—— 流體流動速度
d—— 管路當量直徑
ν—— 流體運動黏度
經計算Re=10000>4000,油液流動狀態為湍流,故采用湍流模型進行模擬計算[18]。Fluent軟件中有3種k-ε湍流模型,分別是標準k-ε模型、Realizablek-ε模型和RNGk-ε模型。本研究中油液從電機泵流出,流動狀態與柱塞泵流量脈動研究中油液相似。在相同邊界條件下利用不同模型進行柱塞泵流量脈動研究時,分析其渦系形態、流速、壓降及流量等特征,結合PIV試驗對仿真結果進行驗證后發現標準k-ε模型與試驗結果吻合度較好[19]。另外,該模型精度合理、經濟,故本研究選用標準k-ε模型。標準k-ε模型的積分表達式為:
(4)

(5)
k—— 湍動能
ε—— 湍動耗散率
σk—— 湍流普朗特數的湍流動能
σε—— 湍流動能耗散率
常用的邊界條件有速度進口邊界條件、壓力進口邊界條件、壓力出口邊界條件。根據設計要求設定速度進口邊界條件和壓力出口邊界條件。設定油液不同邊界條件后開始仿真計算。
值得一提的是,增材制造流道內壁表面粗糙度質量雖然無法與傳統的金屬加工方法相比,但采用超聲波清洗機對增材制造成形的直徑為10 mm的圓形截面流道進行清洗后,流道內壁表面粗糙度可控制在80 μm 以內[21]。根據流體力學中水力光滑的的概念,黏性底層的厚度大于管壁的絕對粗糙度時,湍流核心區與凸起部分不接觸,流動不受管壁粗糙度影響。黏性底層的厚度經驗公式為:
(6)
式中,d—— 管徑
λ—— 沿程阻力系數
依據經驗公式,當4000≤Re<10000時,

(7)
經計算黏性底層的厚度大于管壁的絕對粗糙度,管壁凹凸不平部分完全被黏性底層部分覆蓋,流動不受管壁粗糙度影響。
3 模型仿真結果
運用Fluent軟件對閥塊流道內的流體進行流場仿真分析,選擇Tecplot軟件作為可視化后處理軟件,得到不同邊界條件下的壓力云圖和速度云圖,如圖7~圖12所示。
圖7、圖9、圖11是出口壓力為35 MPa時進口速度分別為低速、中速、高速時的壓力云圖。由圖可見,流體流經直角轉彎處產生較大的壓力損失,在直角內側出現壓力降低區域。直角結構是流道產生壓力損失的主要來源,因此設計圓弧過渡曲線流道和B樣條曲線過渡流道避免直角的出現,使流道過渡區方向緩慢改變,從而減小了流道轉彎處局部壓力損失。
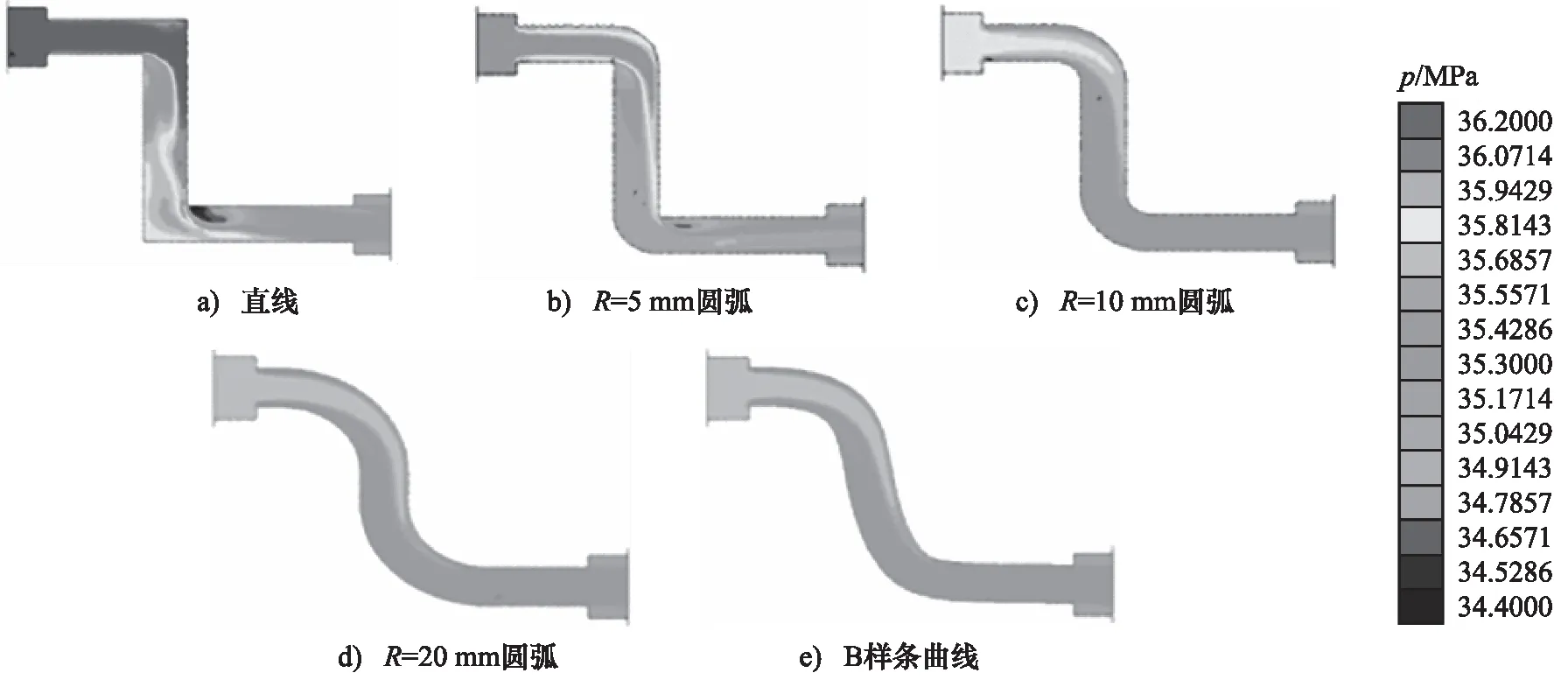
圖7 進口速度10 m/s,出口壓力35 MPa流體的壓力云圖

圖8 進口速度10 m/s,出口壓力35 MPa流體的速度云圖

圖9 進口速度15 m/s,出口壓力35 MPa流體的壓力云圖

圖10 進口速度15 m/s,出口壓力35 MPa流體的速度云圖
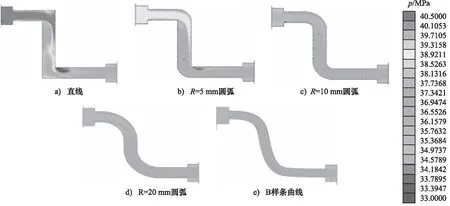
圖11 進口速度20 m/s,出口壓力35 MPa流體的壓力云圖
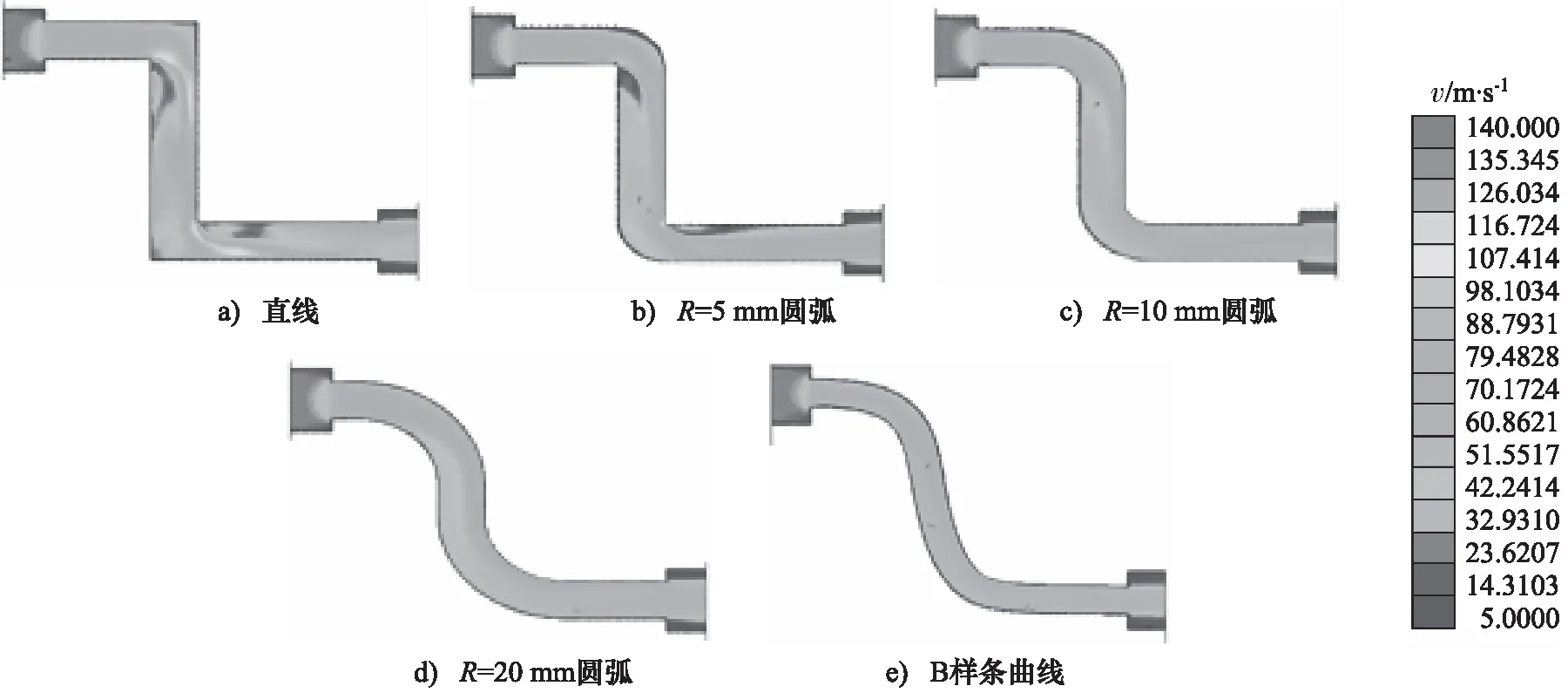
圖12 進口速度20 m/s,出口壓力35 MPa流體的速度云圖
圖8、圖10、圖12是出口壓力為35 MPa時進口速度分別為低速、中速、高速時的速度云圖,顯然,流體流經直角轉彎處速度分布發生劇烈變化,直角內側速度較低,外側速度較大,因此會產生渦,渦的產生必然引起能量損失,且渦內流動狀態復雜,影響流動特性。因此,直線過渡流道流動特性最差,圓弧過渡曲線和B樣條曲線過渡流道的流動特性均得以改善。
從壓力云圖和速度云圖中可觀察到B樣條曲線過渡流道與圓角半徑R=20 mm圓弧過渡流道壓力分布與流動特性無明顯差異,這是由于兩者都很好的避免了直角結構的出現,流道過渡區平緩地改變方向。因此基于增材制造工藝設計流道時,應盡量避免流道方向突變,綜合運用B樣條曲線和大圓角半徑圓弧過渡曲線設計流道過渡區域。
當邊界條件為出口壓力35 MPa,進口速度10 m/s時,各種類型流道的速度流線圖如圖13所示。分析速度流線圖,發現直角過渡流道直角處速度變化較大,有渦流產生。渦流使液流產生能量損失,引起系統振動,影響液壓系統正常工作,因此優化流道結構要盡量避免渦流的存在。隨著過渡圓角半徑逐漸增大,流道內部速度流線逐漸規整平滑,B樣條曲線過渡流道的速度流線也十分流暢,這說明基于增材制造,使用圓弧過渡曲線和B樣條曲線過渡的流道可減少渦流產生。

圖13 進口速度10 m/s,出口壓力35 MPa流體速度流線圖
以上均為不同過渡方式流道的流動特性定性分析,下面以壓損作為指標對不同類型流道的流動特性做簡單的定量分析。
出口壓力為35 MPa時,不同進口速度下流道進口壓力、出口壓力及壓損如表2和圖14所示。顯然,低速中速高速工況下,直線過渡流道壓力損失總是最大,圓弧過渡曲線流道和B樣條曲線過渡流道壓力損失小,且各類流道壓力損失隨速度增加而增大。圓弧過渡曲線流道過渡處的圓角半徑影響流道的壓力損失,且過渡圓角半徑越大,壓力損失越小。圓角半徑R=5 mm的圓弧過渡曲線流道壓損比直線過渡流道降低了28%~35%;圓角半徑R=10 mm的圓弧過渡曲線流道壓損比直線過渡流道降低了51%~54%;圓角半徑R=20 mm的圓弧過渡曲線流道壓損和B樣條曲線過渡流道壓損相近,比直線過渡流道降低了55%~58%。
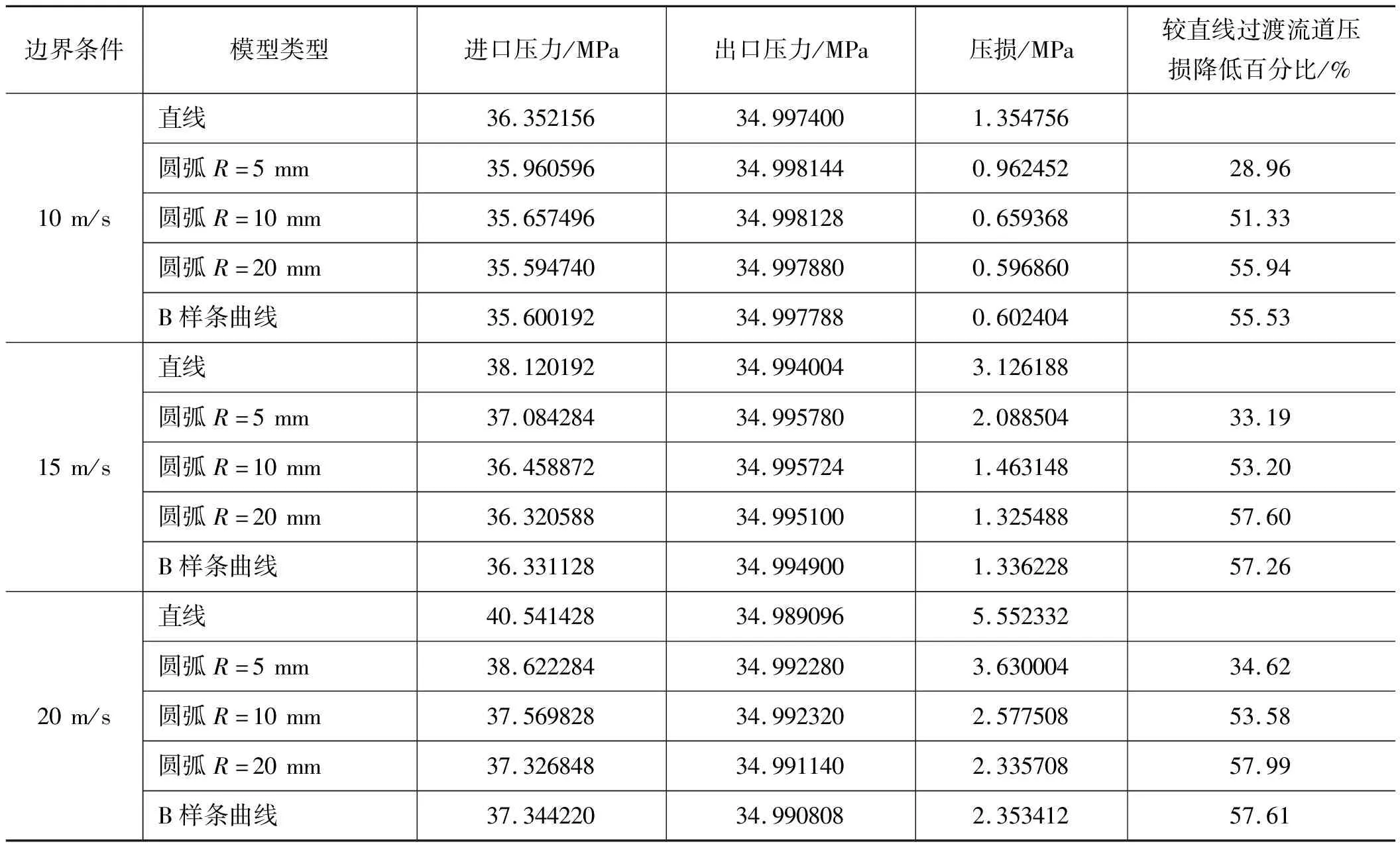
表2 出口壓力35 MPa時不同流道在不同進口速度時的壓損對比結果

圖14 出口壓力35 MPa時不同流道在不同入口速度時的壓損對比結果
進口速度10 m/s時,不同出口壓力下流道進口壓力、出口壓力及壓損如表3和圖15所示。顯然,低壓中壓高壓工況下,直線過渡流道壓力損失總是最大,圓弧過渡曲線流道和B樣條曲線過渡流道壓力損失小,且各類流道壓力損失隨壓力高低變化基本保持不變。圓角半徑R=5 mm的圓弧過渡曲線流道壓損比直線過渡流道降低了29%左右;圓角半徑R=10 mm的圓弧過渡曲線流道壓損比直線過渡流道降低了51%左右;圓角半徑R=20 mm的圓弧過渡曲線流道壓損和B樣條曲線過渡流道壓損相近,比直線過渡流道降低了55%~57%。
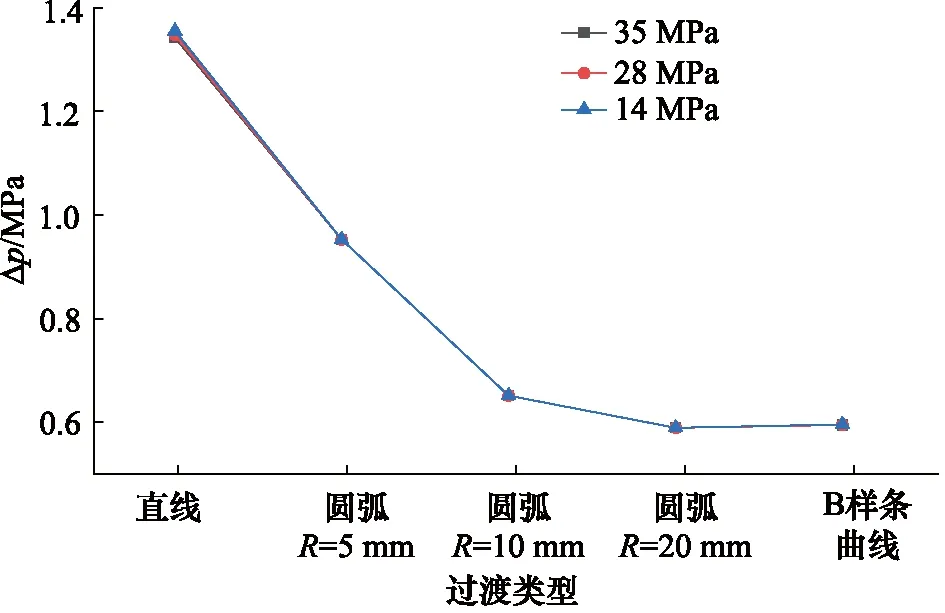
圖15 進口速度10 m/s時不同流道在不同出口壓力時的壓損對比結果
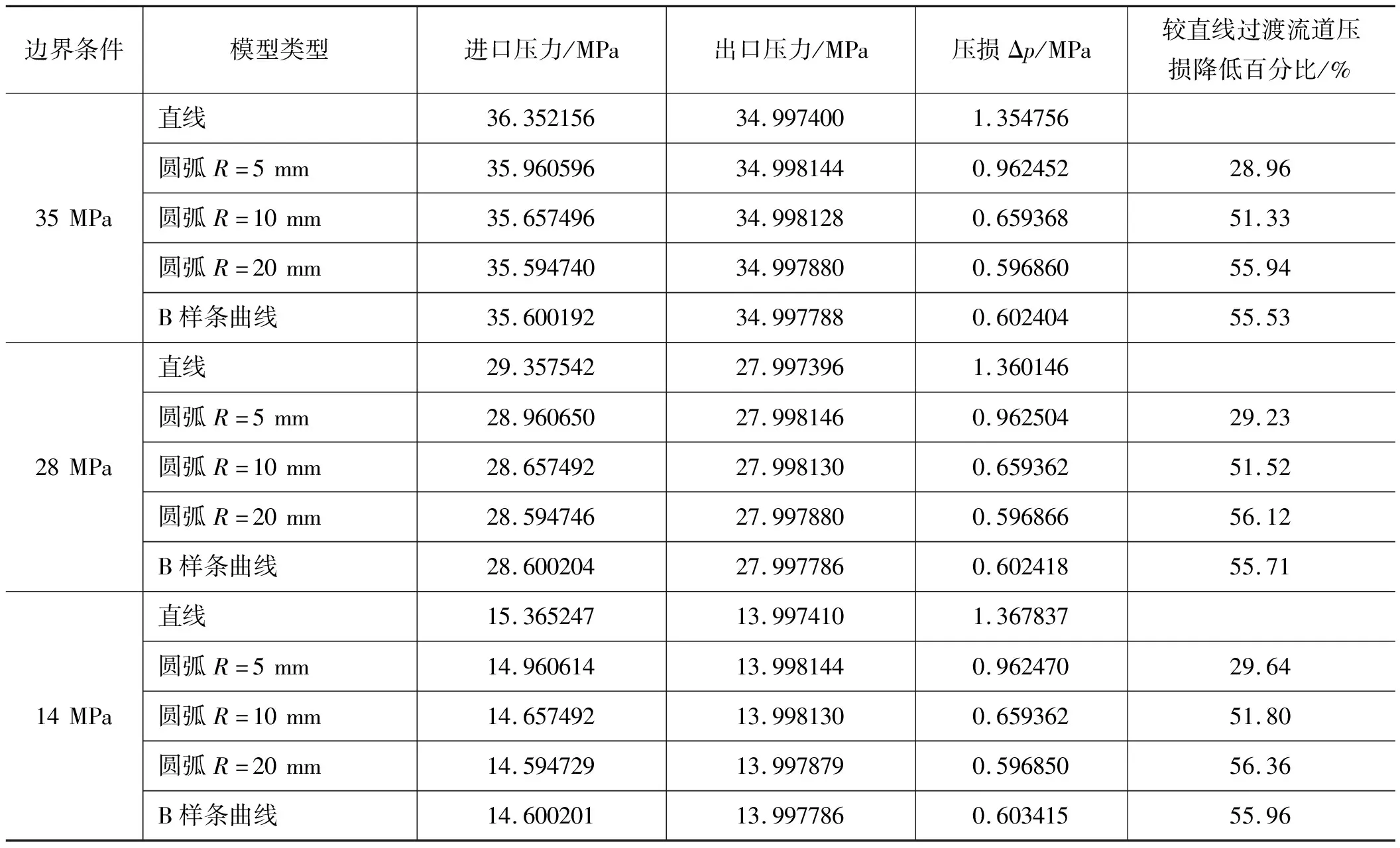
表3 進口速度10 m/s時不同流道在不同出口壓力時的壓損對比結果
綜上,考慮多種邊界條件,大圓角半徑圓弧過渡曲線流道和B樣條曲線過渡流道都較明顯的減小了流道壓力損失。流道壓力損失隨進口速度增加而增大,隨出口壓力增加基本保持不變。
4 結論
(1)流道流體流經直角轉彎處會產生較大的壓力損失,在直角內側出現壓力降低區域。流道流體流經直角轉彎處,速度分布發生劇烈變化,直角內側速度較低,外側速度較大,會產生渦流。直線過渡流道流動特性最差,圓弧過渡曲線和B樣條曲線過渡流道的流動特性均得以改善。且過渡圓角半徑越大,流道流動特性越好;
(2)直線過渡流道每個直角處都有一個渦,隨著過渡圓角半徑逐漸增大,流道內部速度流線逐漸規整平滑,B樣條曲線過渡流道的速度流線也十分流暢,基于增材制造,使用圓弧過渡曲線和B樣條曲線連接兩平行流道過渡區域流道流動特性較好;
(3)在設置速度進口邊界條件和壓力出口邊界條件的情況下,發現不同邊界條件下各種類型的流道壓力損失均隨進口速度增加而增大,隨出口壓力增加基本保持不變;
(4)增材制造工藝按照“鋪粉—激光燒結—基板下降—再鋪粉”的步驟循環工作逐層累加成形閥塊,設計流道時,無需受傳統加工工藝約束,流道設計自由度大,但應盡量避免流道方向突變,綜合運用B樣條曲線和大圓角半徑圓弧過渡曲線,結合空間布局因素合理設計流道過渡區域,改善流道流動特性。