FANUC 0i-MF數控系統參考點建立與調整
2021-01-18 09:30:40馬興飛
湖北農機化 2020年22期
關鍵詞:信號
馬興飛
(商丘工學院,河南 商丘 476000)
1 參考點的概念
建立參考點是為了確定機床原點,從而建立機床的加工基準。參考點的建立首先要明白一個概念,就是柵格。伺服電機旋轉一圈,其后端的編碼器會發出一個Z相信號,即建立一個柵格信號。參考點的建立有2種:一種是任意位置建立;一種是以柵格為基準建立。
2 返回參考點的方法
參考點回零的方法主要有3種:有擋塊式、標記點式、無擋塊式。其中,有擋塊式必須有減速擋塊,使用增量式和絕對式編碼器都可以;標記點式必須使用絕對式編碼器,而無擋塊式通常也是使用絕對位置編碼器。無擋塊式及有擋塊式都是以柵格為基準建立參考點的。
3 參考點回零及參考點設置方式
3.1 擋塊式回零方式參考點的建立
使用減速擋塊回參考點,使用CNC內部設計的柵格(每個一定距離的信號)進行停止,也稱為柵格方式。
首先把參數1005#1設為0,有擋塊式。

#7#6#5#4#3#2#1#01005RMBxMCCxEDMxEDPxHJZxDLZxZRNx
1005參數,第一位DLZ,這個參數代表現在是有擋塊還是無擋塊,如果為0,則為有擋塊,為1是無擋塊或者標記點式。
1815#5參數設為0,編碼器的方式是增量式。

#7#6#5#4#3#2#1#01815RONxAPCxAPZxDCRxDLCxOPTxRVSx
1815參數,第5位APC設置為0,則代表編碼器的方式是增量式,回零方式為有擋塊回零,如果為1,則是絕對式,是無擋塊回零或者標記點式。
參數1424設置為5000。

1424每個軸的手動快速移動速度
1424參數是指有擋塊方式下,碰壓減速開關前的返回參考點速度。
按照參考點方向的反向移動,離開參考點,再選擇REF回零方式,選擇返回參考點的軸,按照參數設定回零方向,軸以快讀進給的速度移動,當接觸到擋塊后,擋塊動作作為參考點減速信號(*DEC)變為0,軸開始以參數1425的FL速度減速運動。

1425每個軸的手動返回參考點的FL速度
1425參數是指有擋塊方式下,碰壓減速開關,減速開關彈起后減速的速度,最后返回參考點減速信號(*DEC)變為1后,X9信號(*DEC)這個信號是有擋塊回零方式,減速開關的信號。如果沒有擋塊壓到減速開關,信號顯示為1,如果壓到減速開關,信號顯示為0,彈起后,信號又變為1,軸繼續一定,停在脫開減速擋塊后的第一個柵格點,這里涉及到一個參數1006#5參數ZMI。

#7#6#5#4#3#2#1#01006ZMIxDIAxROSxROTx
1006第五號參數ZMI,是工作臺壓到減速開關后,會參考點的方向,如果設置為0,則為壓到減速開關后,向正方向移動建立參考點,如果設置為1,為反方向移動建立參考點,再查看一下F94(ZP)信號,F94(ZP)信號為參考點返回完成信號,第0、1、2位分別代表X軸、Y軸、Z軸,如果參考點返回完成時,該信號則變為1。
當需要調整參考點位置時,使用參數1850將柵格進行偏移。

1850每個軸的柵格位移量/參考點位移量
1850參數是指各軸的柵格偏移量也是參考點偏移量,如果回零找到柵格點后還需要偏移一些距離,則可以在這里進行設置,偏移的量為參考計數器容量(或一個螺距范圍),然后重新執行以上操作即可完成參考點的調整,一個柵格的距離,等于檢測單位*參考計數器容量(參數1821)。
3.2 標記點式回零方式參考點的建立
對準標記點設置參考點是一種使機床移動到標記點的位置,從而簡單設定參考點的方法。
首先把參數1005#1號參數設為1,無擋塊式,1815#5設置為1,編碼器的方式是絕對式,向遠離參考點的方向電機旋轉一圈以上,關機,開機后,手動移動工作臺(按照設定的回零方向移動機床),通過手輪微調,使之與機床的參考點標記重合,手動設定參數1815#4=1,當前位置將記錄為參考點位置,再次關機,(1815參數第4位APZ,如果為1,說明參考點已經建立,如果為0,則會發生回參考點報警)開機后,參考點建立。接著查看F94(ZP)信號,如果建立成功則變為1,這種就是建立的參考點不在柵格上,可以是機床的任意位置。
3.3 無擋塊式回零方式參考點的建立
無擋塊式回零是首先把參數1005#1設為1,無擋塊式,1815#5設為1,編碼器方式為絕對式,向參考點方向的反方向移動,離開參考點,隨后按照參數1006#5設定的回零方向手動移動機床,把軸移動到預設定為參考點位置之前大概1/2柵格的距離,最后切換到REF回零方式,并選擇對應的回零軸,選擇回零+按鈕,機床以參數1425速度向零點方向移動,當達到柵格位置時,軸停止移動,返回參考點完成信號F94(ZP)變為1。參考點建立后,參數1815#4 APZ自動變為1。
當實際參考點位置不是要求的位置時,同樣設定參數1851柵格偏移量,并再次執行參考點的建立操作。
4 參考點的調整
有時擋塊式回零總會有偏差,而且偏差量都是一個螺距。關于擋塊式參考點的調整,可以通過機械上的某一固定點安裝減速開關,通過工作臺上的擋塊進行碰壓來確定參考點的位置,但是機械上不能保證每次對減速擋塊的碰壓和彈起時間一致,所以如何調整脫開擋塊距離原點的位置(脫開擋塊的第一個柵格)就變得非常關鍵,該調整不當時,會發生參考點偏差一個螺距的現象,這時我們就要進行參考點的調整。
首先假設參考計數器容量就是柵格間距,為10000,將參數PRM1850柵格偏移量設為0,隨后返回參考點,最后觀察診斷DGN302參數數值,調整為5000左右為佳,至此就完成了參考點的調整。
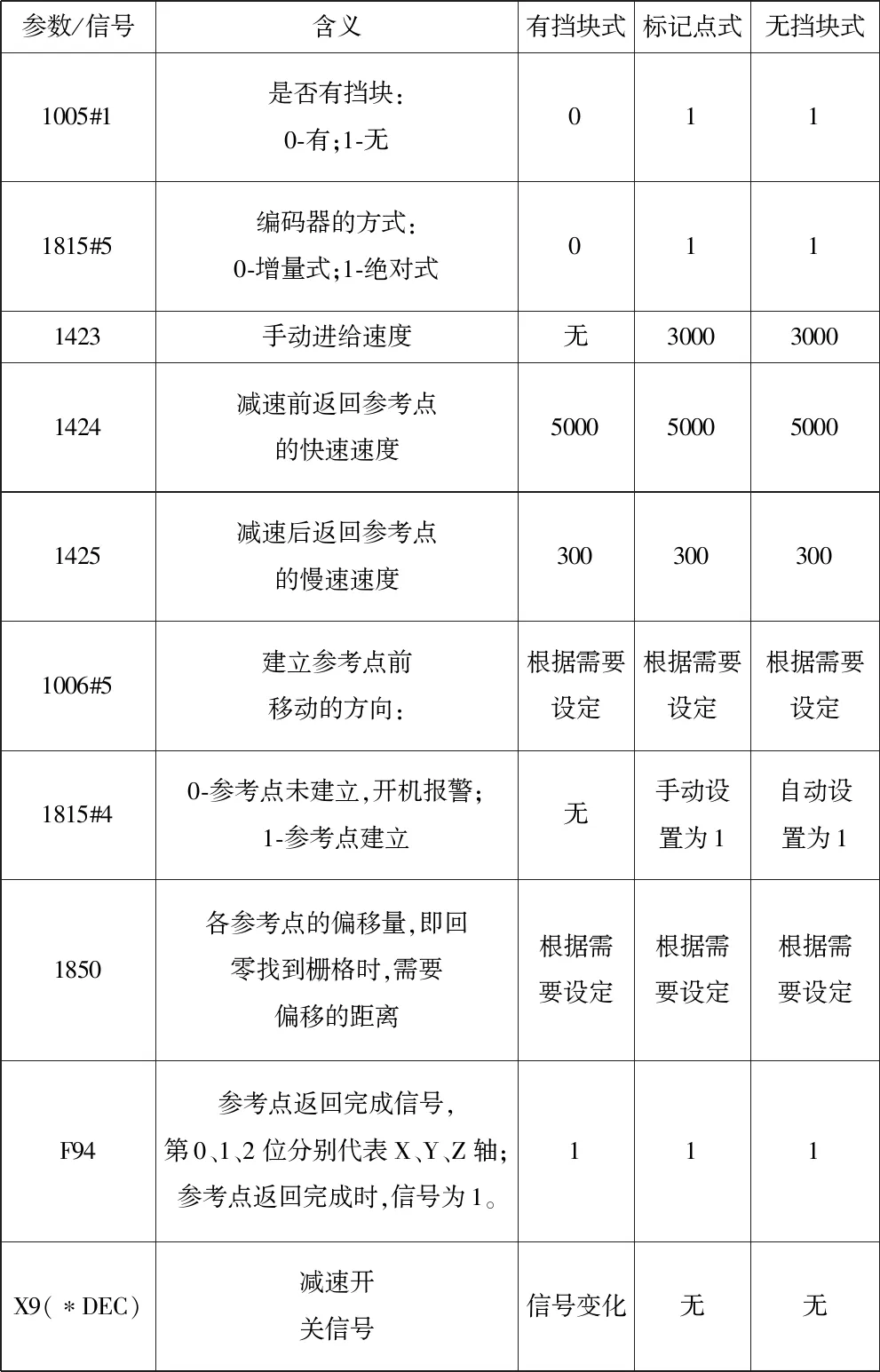
3種回零方式涉及的參數/信號
5 結語
現在一般機床都采用的是標記點式回零方式,簡單、便捷。標記點式回零方式在設置參考點時,一定要注意每改一個參數,都是將機床斷電關機重啟,并注意參數變化。只有正確建立參考點,才能保證機床能夠進行回參考點操作。機床能否回參考點,將影響機床的正常工作及產品的加工質量。
機床參考點丟失的原因很多,在無機械及電氣故障,因系統供電電池更換不及時造成參考點丟失的情況下,機床維修人員乃至操機人員掌握建立參考點的方法是非常重要的,可以及時恢復生產,保證加工效率。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
