大型儲油罐罐底之焊接方法探索與實踐
2021-01-18 07:11:54汪興科
卷宗 2020年32期
汪興科
(東營市技師學院,山東 東營 257091)
在儲油罐的加工制造中,罐底是一個比較重要的部位,罐底的焊接成功與否決定了整個儲油罐加工制造的成敗。由于腹板多且面積很大,不同位置鋼板的尺寸等因素相差懸殊。需進行大面積的角焊縫焊接,如果工藝不當,焊接完成后會產生非常大的焊接應力和變形,較難控制。如果變形后再進行矯正處理,難度不大,嚴重時會使罐底結構板報廢,影響焊接工程的質量和進度。
1 應力分析
罐底焊接過程中,產生變形的主要原因是因為對于搭接焊縫的焊接,縱向、橫向的收縮加上角焊縫縱向的收縮,都會造成鋼板變形。所以,要從實際情況出發,制定合適的施工方法,使焊縫按預設要求進行收縮,防止產生焊接變形。在施工焊接之前,先要分析焊接應力的產生情況,確定好施工工藝,選取合適的裝配形式來滿足焊接需求。
薄板焊接時,通常采用搭接角焊縫施工,由于焊接時溫度較高,溫度高的一側會產生較大的壓縮塑性變形,溫度低的一側焊接變形則較小。冷卻過程中,沿板面出現不均勻的收縮就產生了角變形。角變形大小與鋼板的厚度有關;薄板工件焊接,由于熱量傳遞得快,且沿厚度方向分布較為均勻,壓縮塑性變形產生較小。如果在薄板搭接焊兩側外加剛性固定條件下施焊,焊后角變形會很小。此時焊縫應力很小,而橫向拉應力決定焊縫是否產生變形。焊接時,從鋼板的一端焊到另一端,對薄板進行加熱,由于中間溫度高,金屬將受到兩側溫度低的金屬反作用,從而產生壓應力。當中間部位金屬所受的壓應力超過屈服點值時,則該部位就會出現壓縮塑性變形,此時鋼板中同時存在著壓應力和拉應力,并處于平衡狀態,鋼板將伸長;焊縫冷卻時,由于中間部分金屬在加熱時產生壓縮塑性變型的原因進行收縮,長度要比原來的短。中間的應力與兩邊的應力是牽制影響的。故而在焊后冷卻時,中間部分將產生拉應力,兩邊金屬部分會產生壓應力,并達到相互的平衡,最終焊縫縱向產生收縮變形。
在平行+相反方向的兩外力作用下,搭接焊接時,對于施焊過程,是有先后順序的。先焊的一部分焊縫,要受到后焊部分焊縫對它的壓縮作用,因而降低了橫向拉應力的數值,而臨近焊縫區域內金屬因受熱產生的膨脹,受到相鄰固態金屬的剛性約束,產生壓縮塑性變形且和熱源移動,各點不斷的重復這一過程。冷卻后,產生橫向收縮變形。根據經驗得知:對于4-10mm厚的鋼板搭接連續角焊縫橫向收縮量為0.6-0.8mm/m。在無外力固定的情況下,因為搭接焊縫的施焊不是同時完成的,先焊的部分,由于受到后焊縫橫向收縮作用,限制了后焊完成焊縫的橫向收縮,因此,在焊縫的末端,受到了拉應力的作用。先焊焊縫則受到壓應力作用。由上述兩部分應力合成的結果,就產生了總的橫向應力。這種橫向應力的作用產生的變形,使得焊縫中間部分起拱或者凹下,這將對罐底板施工十分有害。
2 罐底板的裝配設計
罐底板的裝配設計排版,主要根據用料的幾何尺寸。應滿足施焊所需的要求。使幅板在焊接過程中,受熱面不集中就能迅速均勻將熱傳遞,還應滿足鋪設的方便、快捷和美觀。常見的裝配排版形式有:人字形排版法、丁字形排版法、條形排版法等。幾種排版方法相比較丁字排版法較好,其優點是:1)排版時便于錯縫,美觀大方,容易排列且外觀整齊。2)能滿足施焊條件,可以避免在施焊過程中的應力過于集中現象,并能使熱量迅速均勻的傳遞,克服了幅板焊后沿縱橫方向收縮引起底板發生凹拱等現象。效果較好。
3 罐底板的焊接工藝
3.1 焊接順序的確定
首先要分清哪些焊縫施焊后能影響到底板變形,從而合理的安排好焊接操作順序。焊縫容易產生的底板變形主要有:
帶壁板與弓形焊縫,會引起弓形板變形;幅板焊縫引起縱橫向方向的收縮。
弓形板與中幅板搭接角焊縫后會引起周向收縮;弓形板對接焊縫會引起周向收縮。
上述影響因素,相互牽連。因此,要將底板焊縫分段施工,使其都能均勻自由收縮。在具體焊接中,其措施如下:
先焊中幅板錯開的短焊縫,然后焊直通的長焊縫。焊接時,用小錘適當力度錘擊焊縫區,釋放應力。罐底與底圈壁板連接部位的焊縫焊接,為了減少焊縫變形,可以數對焊工對稱分布在罐區內與罐外,沿同一方向分段退焊。邊緣板的徑向連接焊接縫,可以由外到內分段退焊,由數名焊工對稱施焊。盡量選擇大規格的鋼板焊接。由于焊縫的縱向收縮量與焊縫成正比,采用大規格鋼板后,罐底板的焊縫長度大量減少,縱向收縮變形也相應地減少,同時減少工作量,降低材料消耗,節省人力和物力,提高效益。在幅板焊接完成前,留出二道主要的焊縫暫時不焊,為后續焊接留下充足的收縮余量。待罐底所有的焊縫焊接完畢后,再進行施焊。
3.2 焊接工藝的選取
在實際的焊接過程中,采用的焊接工藝參數見下表:
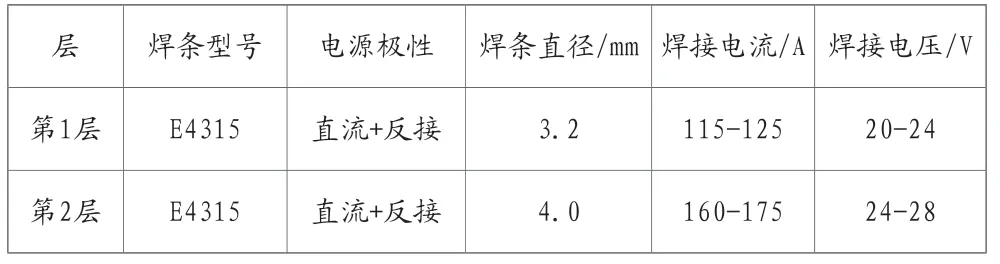
層 焊條型號 電源極性 焊條直徑/mm 焊接電流/A 焊接電壓/V第1層 E4315 直流+反接 3.2 115-125 20-24第2層 E4315 直流+反接 4.0 160-175 24-28
焊接電流的大小,對焊接質量有較大的影響。電流過大,則易產生咬邊,同時增加金屬飛濺。電流較小,電弧不穩定會造成未焊透和夾渣等缺陷,使生產率降低。
焊接速度大小,直接影響焊接生產率和焊接質量。應該在保證質量的前提下,易采用較大的焊條直徑和焊接電流,以達到最大的焊接速度。
坡口的選擇在保證焊透,盡量減少填充金屬,焊接變形及應力盡可能小的前提下進行選擇。
收弧時,每一層焊縫首尾必須重疊25-40mm,使焊條與平面的角度改為20度,引弧前用焊條將一根焊條收弧處來回劃數次,使焊渣劃開再引弧,這樣可以避免在焊接接頭產生氣孔和夾渣,保證焊接接頭處的焊接質量。
4 結束語
綜上所述,對大型儲油罐底板施工進行了詳細的總結和論述。闡述了罐底-鋼板焊接底板鋪設、焊接及變形矯正的方法、應力分析。對焊接工藝與方法進行了實踐與探索。以上方法在大型儲罐底板施工中得到廣泛應用,有效的防止了罐底變形,效果較好。為大型儲油罐焊接制造提供了一種可參考的操作方法。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
