基于數值模擬方法的虛焊焊點熱傳導影響因素分析
2021-01-21 06:22:12徐麗霞楊耀東郭興旺谷振杰
失效分析與預防 2020年6期
徐麗霞 , 楊耀東 , 郭興旺 , 梁 凱 , 谷振杰
(1.北京衛星制造廠,北京 100094;2.北京航空航天大學,北京 100191)
0 引言
航天領域印刷電路板的焊點檢測以無損檢測方式為主[1-5],常用的焊點檢測方法主要有自動X 射線檢測和自動光學檢測。目前,對于外觀正常的虛焊類缺陷,常用的焊點檢測方式不能確保完全準確地檢測出來,因此開發出新的焊點虛焊檢測技術仍是世界性難題。針對電子裝備虛焊類缺陷的問題,亟需開展虛焊類缺陷自動化無損檢測技木研究,作為現有自動檢測手段的補充,這也是當前航天電子產品穩步發展的迫切需求。作為一種創新型的焊點無損檢測技術,脈沖紅外檢測技術在焊點虛焊類缺陷的檢測領域具有廣闊的發展前景[6-8]。數值模擬分析可以去除由于傳感器誤差、隨機誤差等誤差造成的影響,提取虛焊焊點模型的關鍵因素進行分析,從而對虛焊檢測機理有更進一步的認知[9-11]。利用數值模擬方法,對紅外檢測過程進行仿真,能夠為工程檢測找到最佳檢測參數提供參考,在工程實踐方面有較大的應用價值。
考慮三維熱傳導效應,諸如虛焊程度、電路板焊盤的引線寬度、激勵源的激勵能量等均為可能影響表面溫度的因素。本研究從最大溫差、出現最大溫差時間、最大對比度、出現最大對比度時間等方面分析以上因素的影響規律。此外,數值模擬分析可以針對在實際實驗過程中部分不可控因素進行分析,本研究著重分析的因素包括由激勵器控制精度或振動等因素造成的熱激勵位置的偏移、電子器件在焊接過程中由于焊接參數不同而造成的焊點形狀差異等。
1 仿真模型建立及分析
1.1 焊點仿真模型建立
本研究主要針對印刷電路板(PCB)上采用表面貼裝技術的電子元器件焊點的虛焊缺陷進行研究分析。依據實際電子元器件產品可以提取出焊點模型的5 部分主要元素,由上至下依次為:電子元器件、焊點、虛焊缺陷(焊接良好的焊點無此部分)、金屬焊盤、基板(PCB)。根據模型主要特征建立紅外熱像無損檢測焊點原理示意圖,如圖1 所示。
依據已提取的5 部分主要元素建立ANSYS焊點模型,如圖2 所示。
由于焊點虛焊檢測的影響因素較多,不同虛焊程度下的焊點溫度序列差異較小及模型的復雜性等因素,ANSYS 的數值模擬分析需建立三維模型。降低計算難度和縮短計算時間是建立檢測模型的重要考慮因素之一。在保證計算精度的前提下對ANSYS 仿真模型主要元素的幾何形狀進行主要特征提取完成模型的簡化抽象,最終確定:電子元器件、空氣隙、銅層、電路板基板均為矩形塊,焊點為三棱柱。各主要元素的ANSYS 仿真模型的基本尺寸見表1。
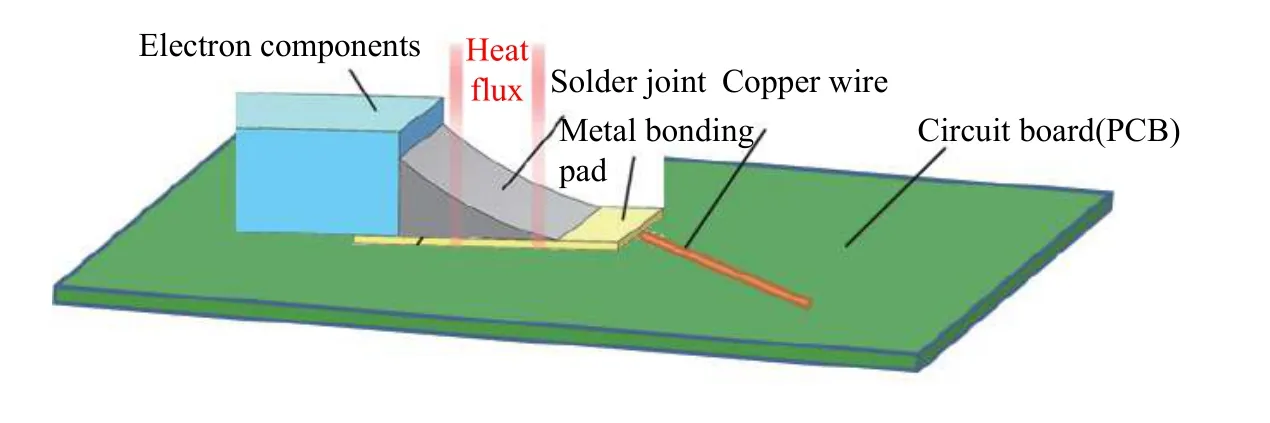
圖1 紅外熱像檢測焊點原理示意圖Fig.1 Schematic diagram of the infraed thermography principle
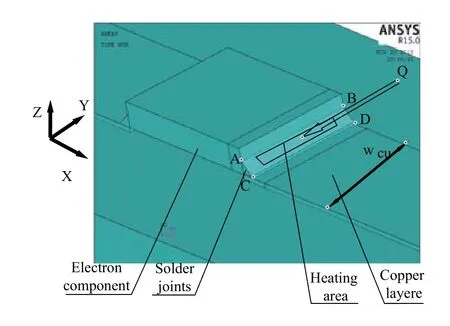
圖2 ANSYS 模型示意圖Fig.2 Schematic diagram of ANSYS model
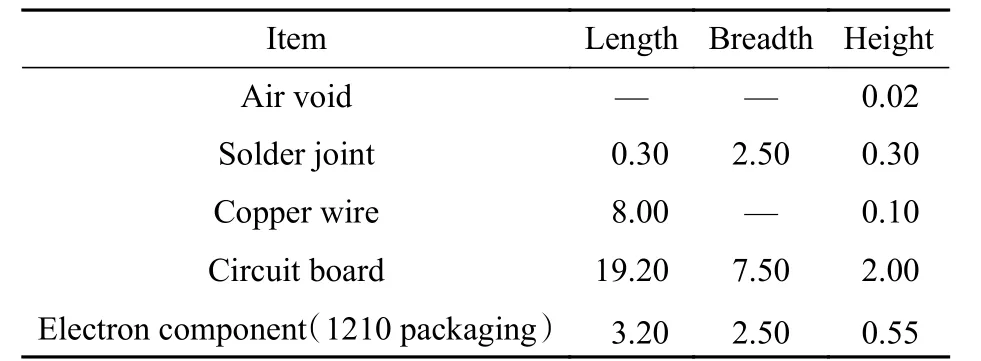
表1 模型基本參數Table 1 Basic parameters of the Model mm
數值模擬主要任務是在ANSYS 軟件中進行熱學仿真。ANSYS 的熱學仿真除需要建立模型的幾何參數外,同時需要設置模型的熱物性參數。模型涉及到的熱物性參數主要有密度、比熱容、導熱系數3 部分。材料的熱物性參數如表2所示。
1.2 仿真參數設置
采用自由網格劃分,單元類型選取3 維8 節點熱實體單元solid70,單元體大小的設置同時兼顧分析精度與計算效率,考慮到模型不同的元素采用了不同的材料,故最終采取的方法是依據材料的不同,設置不同大小的單元體。具體設置參數為:缺陷區(即空氣隙)及右側焊點(缺陷區附近)網格為10 μm,右側銅層(缺陷區附近)及右側焊料(其余部分)網格為40 μm,電子器件(右側焊點附近)及右側銅層(其余部分)網格為80 μm,電路板基板網格為1.2 mm,其余部分為0.32 mm。
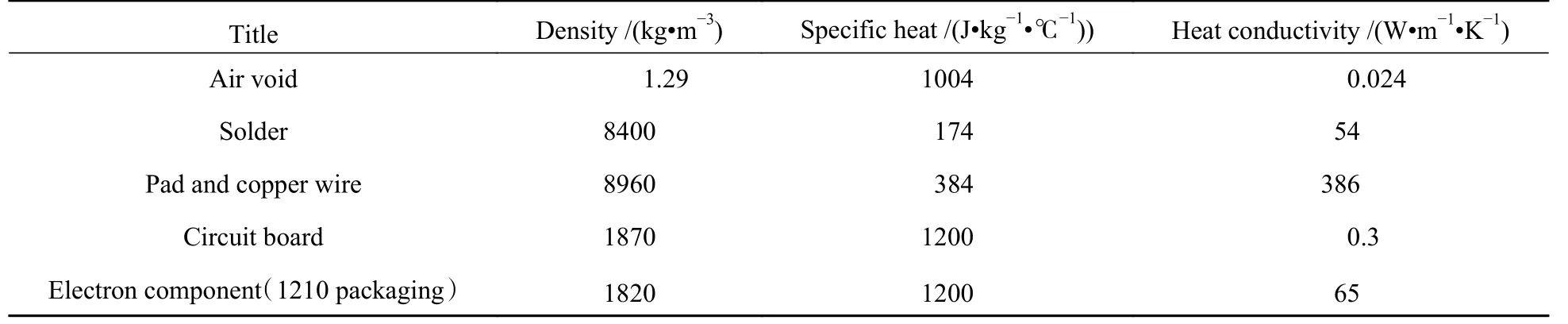
表2 模型熱物性參數Table 2 Thermophysical parameters of the Model
ANSYS 仿真的初始環境溫度設為0 ℃,模型的外表面與外部存在對流換熱,對流換熱系數設置為h0=7.5 W/(m2·K),熱像檢測區域設在模型含虛焊缺陷焊點上表面,在該表面施加激光脈沖激勵,其熱流密度為:

其中,q0為熱流密度,W/m2,表示施加的熱激勵能量大小;th為激勵時間,s。
步長設置兼顧分析精度與計算效率。步長設置過大,數值模擬結果與實際結果的誤差較大;步長設置過小,將會耗費大量的計算時間,降低計算效率。依據多次模擬結果,本研究將仿真步長設為0.02 s。
本研究中涉及的主要缺陷信息參數有:
1)過余溫度T: T(t)=TS(t)?T0,其中,TS(t)為模型被檢測表面的溫度,T0為初始環境溫度。
2)含虛焊缺陷的焊點與不含虛焊缺陷的焊點的溫差ΔT: Δ T(t)=TD(t)?TN(t),其中,TD(t)為含虛焊缺陷焊點的溫度,TN(t)為不含虛焊缺陷焊點的溫度。
3)最大溫差ΔTm:ΔT(t)絕對值的最大值。
4)對比度C:C(t)=ΔT(t)/TN(t)×100%
5)最大對比度Cm:C(t)絕對值的最大值。
1.3 焊點虛焊缺陷比例的仿真分析
電子產品虛焊缺陷紅外無損檢測的主要目的是依據從焊點提取的溫度序列進行分析計算從而對焊點的虛焊程度進行評價。焊點的虛焊程度是指焊點內部空氣隙與焊盤的接觸面積占焊點焊料與焊盤接觸面積的百分比,定義如式(1)所示。若該比值為0 則代表為無缺陷焊點即焊接良好,若該比值為1 則代表焊點與焊盤之間完全虛焊,焊料與焊盤之間僅存在極小面積的接觸。
式中:P 是焊點虛焊程度,SD是焊點內部空氣隙與焊盤接觸面積,SN是無虛焊缺陷焊點焊料與焊盤接觸面積。
本研究仿真參數設置:虛焊程度P 分別為0%、20%、40%、60%、80%,其余相關參數設置參照表1、表2。
針對ANSYS 仿真結果提取溫度序列進行研究分析。常規溫度序列的提取方式有2 種:1)按焊點中心坐標提取溫度序列,相應坐標為(xc,yc),其中,xA,xB,yA,yB分別為圖2 中相應節點A、B 的x、y 坐標;2)按采集的所有溫度序列中焊點表面過余溫度最高值所在位置(xh,yh)坐標提取溫度序列。2 種方式均是在被檢焊點表面進行提取。通過分析實驗溫度序列與仿真溫度序列確定將采取的序列提取方式。在FlIR 公司SC3000 型號的紅外熱像儀采集的熱像圖像中,焊點所占僅約為3×1 像素面積的矩形區域(圖3),在此基礎通過計算焊點中心坐標獲取的溫度序列在多次實驗結果會有較大差異。同時考慮到電子元器件在圖像中的位置無法保證每次實驗均處于同一像素點,且在實際的檢測過程中很難獲取焊點中心的坐標(xc,yc)。此外在仿真結果中可以明顯看出,焊點表面最高過余溫度所在坐標(xh,yh)并非與焊點表面中心位置坐標(xc,yc)相同,故以固定位置方式提取溫度序列可能會丟失部分特征信息。綜上確定采取按最高過余溫度所在位置(xh,yh)提取的溫度序列進行相關分析研究。
圖3 焊點熱像圖Fig.3 Thermography image of the Soldering
提取坐標(xh,yh)的溫度序列,并依據此溫度序列計算過余溫度曲線及溫差曲線見圖4。
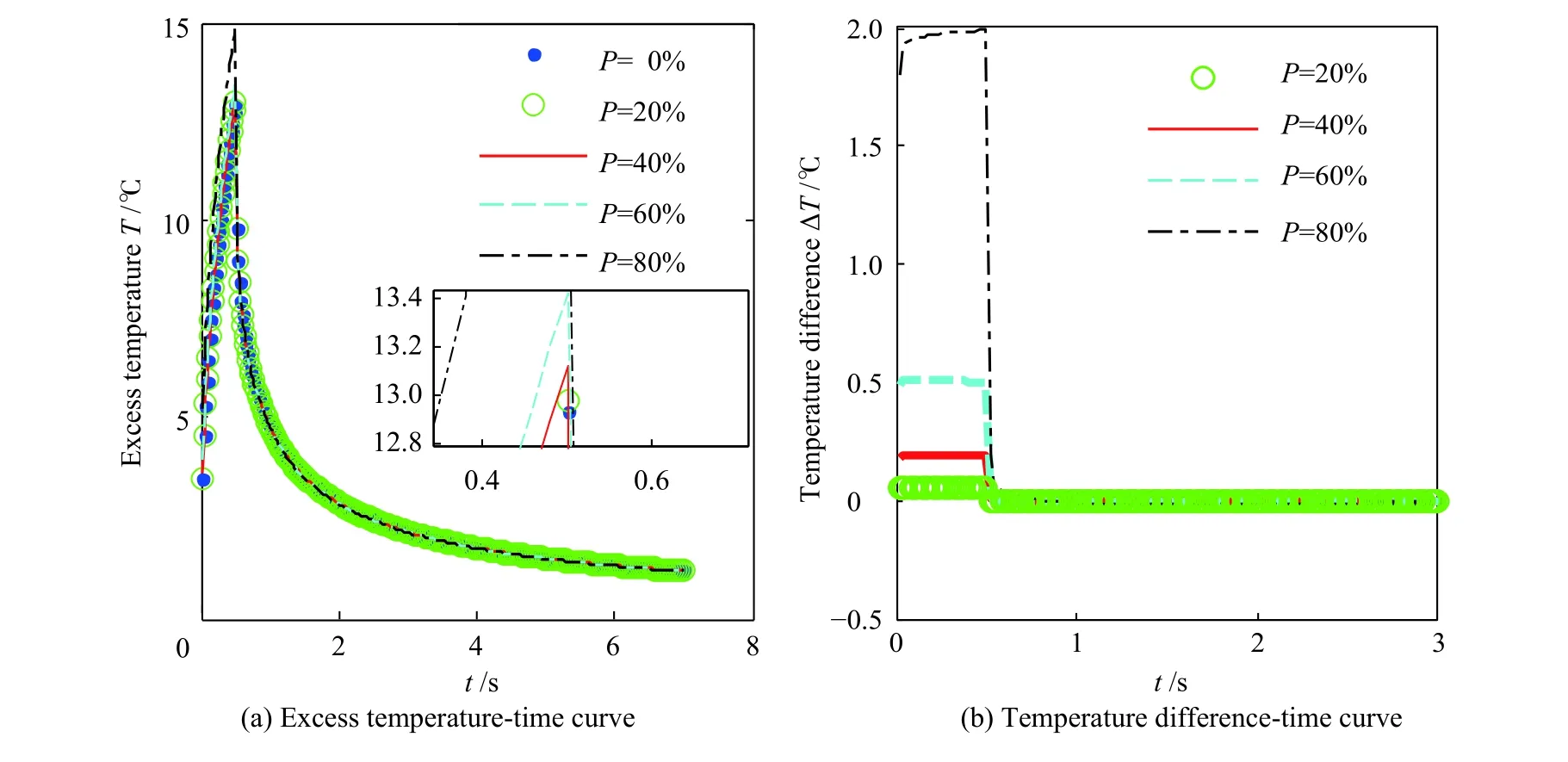
圖4 虛焊程度過余溫度及溫差曲線Fig.4 Excess temperature and temperature difference curve of different Pseudo welding degree
分析圖4 中的相關曲線可知:
1)焊點表面的過余溫度在加熱結束時刻達到最大值,此時溫差是最大值。0.5~1 s 過余溫度快速下降約9 ℃后趨于平穩,這與焊點、焊盤、銅層等導熱系數較大焊點散熱良好的特性保持一致。
2)含虛焊缺陷焊點表面過余溫度序列與不含虛焊缺陷焊點表面過余溫度序列的溫差始終為正。焊點、焊盤、銅層等的導熱系數高于空氣的熱導率,故空氣隙對熱量在焊料內的傳導有阻礙作用。仿真結果與理論分析的結果保持一致。
3)最大溫差的幅值隨虛焊程度的增大而增大。
4)結合過余溫度?時間曲線、溫差?時間曲線,虛焊程度P 為80%時的焊點與無缺陷焊點的溫度特征信息有明顯區別,虛焊程度P 為60%的焊點與無缺陷焊點的溫度特征信息有一定差異,虛焊程度P 為40%或20%時的焊點與無缺陷焊點的溫度特征信息雖有差異但差異極小,在實際檢測過程中難以被發現。
提取焊點表面坐標(xh, yh)的溫度序列,并根據此溫度序列計算降溫階段的對比度?時間曲線如圖5 所示。分析圖5 中的對比度?時間曲線可知:
1)降溫階段的對比度最大值出現在降溫開始的那一刻;
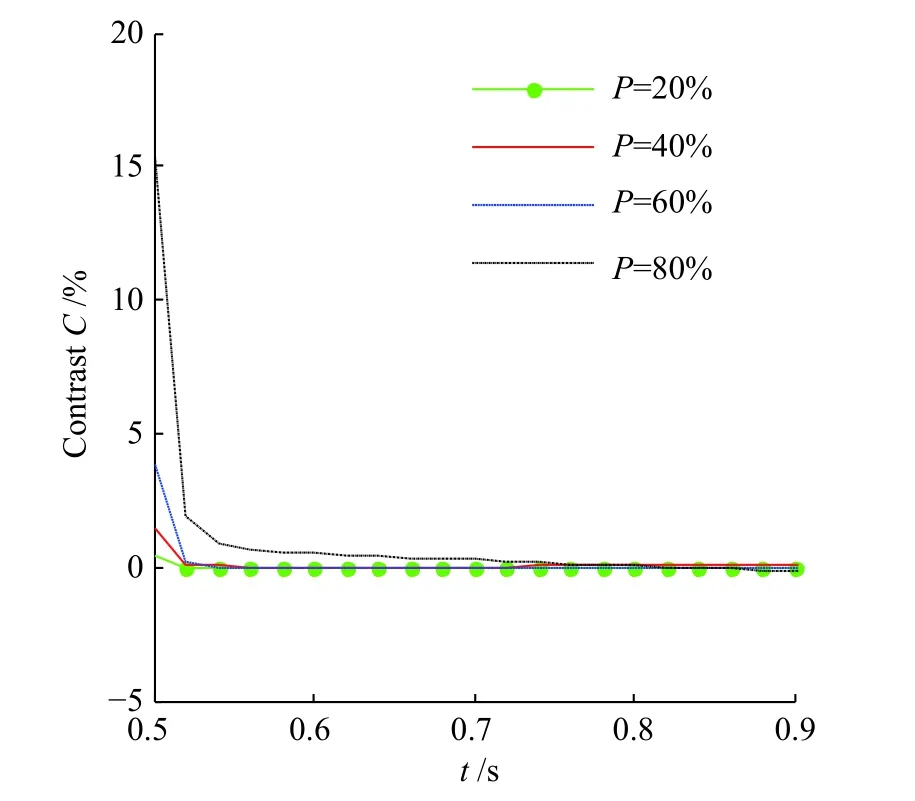
圖5 虛焊程度對比度?時間曲線Fig.5 Contrast-time curves of different pseudo welding degree
2)對比度?時間曲線的最大值隨虛焊缺陷比例的增大而增大;
3)從最大對比度這一特征信息分析,虛焊程度P 為80%時焊點辨識度較高,其對比度為15%,虛焊程度P 為20%或40%焊點檢測難度較大,二者對比度均在3%以下。
1.4 熱流密度仿真分析
2009 年,F.Mabrouki 進行了一項測試復合材料的實驗,該實驗證明了光源能量對紅外熱像檢測的影響,即高功率的光源可能檢測出更小更深的缺陷[12]。根據此結論,針對電子產品虛焊無損檢測中光源能量即ANSYS 仿真中的熱流密度對焊點虛焊缺陷的可檢性及檢測效果的影響進行分析研究。
ANSYS 仿真模型參數:虛焊程度P 為0%、60%,熱流密度q0分別為1、2、3、4 MW/m2,其余相關參數設置參照表1、表2。
分別提取無缺陷焊點與含缺陷焊點表面坐標(xh,yh)的溫度序列,并根據此溫度繪制計算過余溫度?時間曲線如圖6 所示。
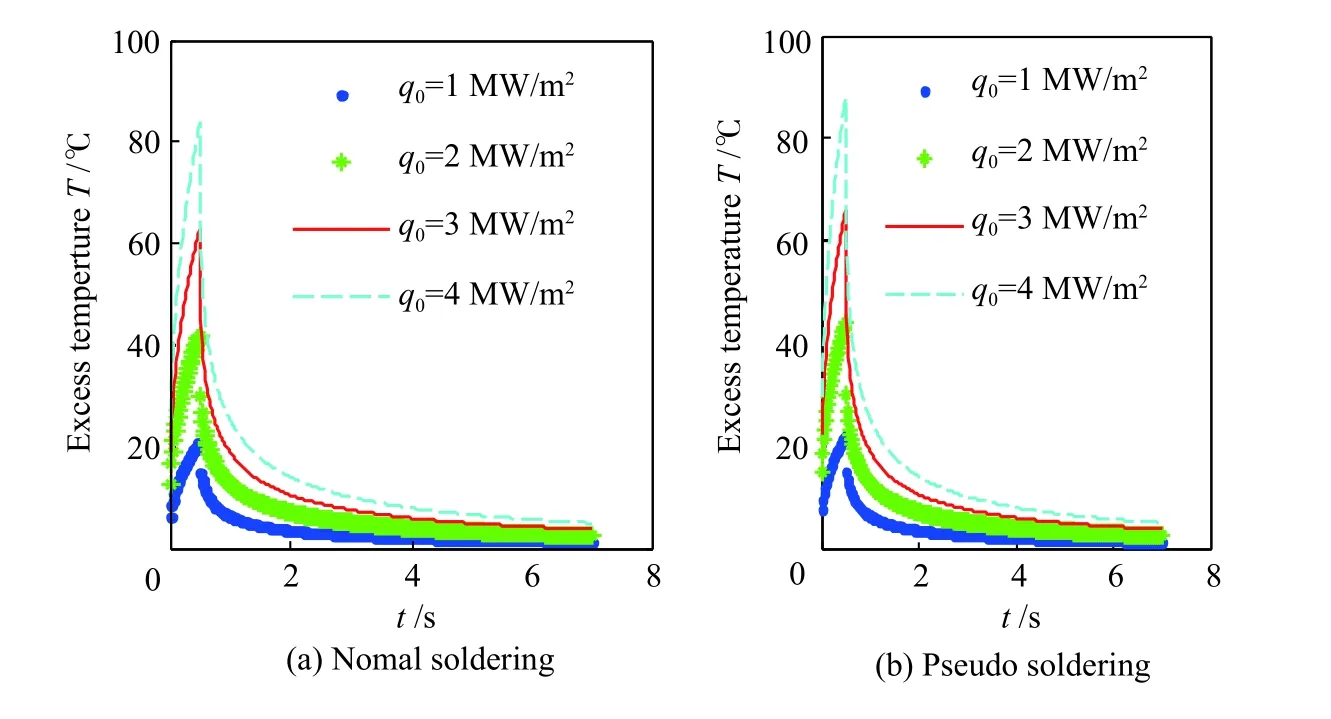
圖6 不同熱流密度下過余溫度?時間曲線Fig.6 Excess temperature-time curve of different heat flux
由圖6 可知:1)含缺陷焊點與無缺陷焊點在相同的熱流密度下表面過余溫度序列曲線趨勢基本一致;2)熱流密度越高,焊點表面的過余溫度越高。
根據含缺陷焊點表面過余溫度序列與無缺陷焊點表面過余溫度序列計算溫差序列并繪制溫差曲線如圖7 所示。分析圖7 可知熱流密度越高,最大溫差越大。即在實際的檢測過程中,熱流密度越高,信噪比越高,在焊點虛焊檢測算法中獲得的特征量的可靠性越高;因此在電子器件、焊點、焊盤等器件的安全使用范圍內,熱流密度越高,檢測效果越好。
1.5 激勵位置仿真分析
實際的無損檢測過程中,既無法保證激光激勵位置中心坐標與焊點表面中心位置坐標完全一致,也無法保證每次檢測過程中激光激勵位置中心坐標保持一致。因此激光激勵位置對虛焊焊點紅外無損檢測造成的影響分析是必要的。考慮到電子器件、焊盤、焊點、引線等的對稱性,針對激勵位置位于焊點表面邊緣與焊點表面中央兩種情況進行對比分析。
ANSYS 仿真模型參數:虛焊程度P 均為0%、60%,熱流密度q0分別為1、2、3、4 MW/m2,熱激勵位置分位于焊點表面中心及焊點表面最右側2 種情況,其余相關參數設置參照表1、表2。
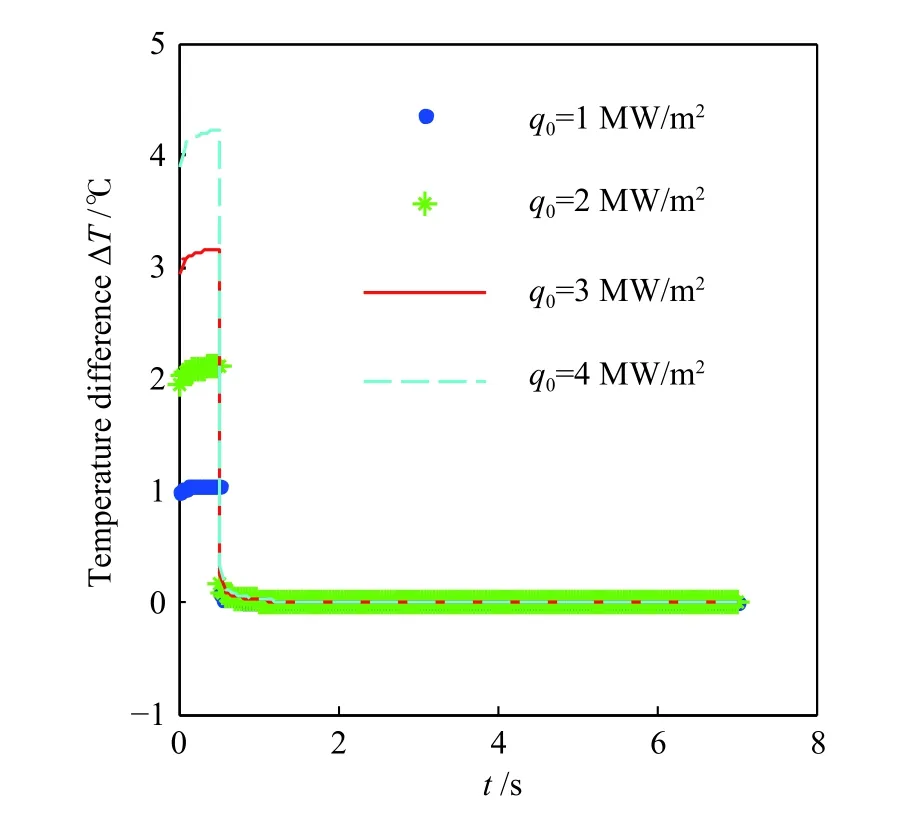
圖7 不同熱流密度下溫差?時間曲線Fig.7 Temperature difference-time curve of different heat flux
分別提取無缺陷焊點與含缺陷焊點表面坐標(xh, yh)的溫度序列,并根據此溫度繪制計算過余溫度?時間曲線,如圖8 所示。
分析圖9 的曲線規律可知,無缺陷焊點表面過余溫度與含缺陷焊點表面過余溫度在2 種激勵位置下的趨勢一致,幅值基本相同。分別計算2 種激勵位置下的溫差?時間曲線,如圖9 所示。由圖9 可知,無缺陷焊點曲線指虛焊程度為0%的2 種激勵位置下焊點溫度序列差值,含缺陷焊點曲線指虛焊程度為60%的2 種激勵位置下焊點溫度序列差值。
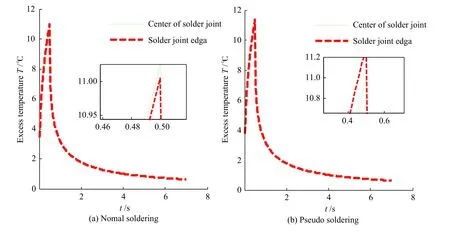
圖8 不同激勵位置下過余溫度?時間曲線Fig.8 Excess temperature-time curve of different exciting position
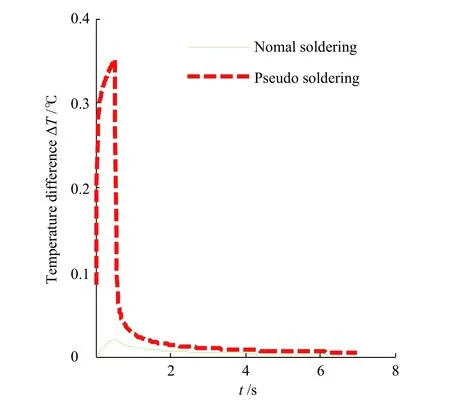
圖9 不同激勵位置焊點溫差?時間曲線Fig.9 Temperature difference-time curve of different exciting position
分析圖9 可知,無缺陷焊點2 種激勵位置下的差異可以忽略不計。虛焊程度P 為60%時,2 種激勵位置下的溫差達到了0.36 ℃。故焊點虛焊缺陷的紅外無損檢測對激光激勵位置精度有一定要求。
1.6 焊點體積仿真分析
在實際電子產品焊接過程中,機焊與人工焊接形成的焊點均無法保證焊點形狀完全一致,同時焊點是檢測過程中主要受熱區域,故針對焊點形狀對檢測結果造成的影響進行分析是十分必要的。
ANSYS 仿真模型參數:虛焊程度P 分別為0%、20%、40%、60%、80%,焊點體積分2 種情況:1)A、B 節點豎坐標減少20%,C、D 節點橫坐標減少20%;2)A、B 節點豎坐標增加20%,C、D 節點橫坐標增加20%;其余相關參數設置參照表1、表2。
提取焊點表面坐標(xh,yh)的溫度序列,并根據此溫度繪制計算過余溫度?時間曲線,如圖10所示。
分析圖10 過余溫度?時間曲線規律可知:
1)在其余的條件相同的情況下,小焊點的過余溫度的溫升整體高于大焊點過余溫度的溫升;
2)大焊點尺寸為小焊點尺寸的1.5 倍,但小焊點溫升同大焊點相比僅高出僅約20%,所以相同設置的機焊焊接條件下焊點的尺寸在焊點虛焊缺陷紅外無損檢測過程中影響較小。
2 結論
1)虛焊缺陷比例越大,最大溫差的幅值越大。
2)含缺陷焊點與無缺陷焊點在相同的熱流密度下焊點表面過余溫度曲線趨勢基本一致;熱流密度越高,焊點表面的過余溫度最大幅值越大,最大溫差越大。
3)在虛焊程度P 為60%時,2 種激勵位置下的檢測結果有一定的差異。
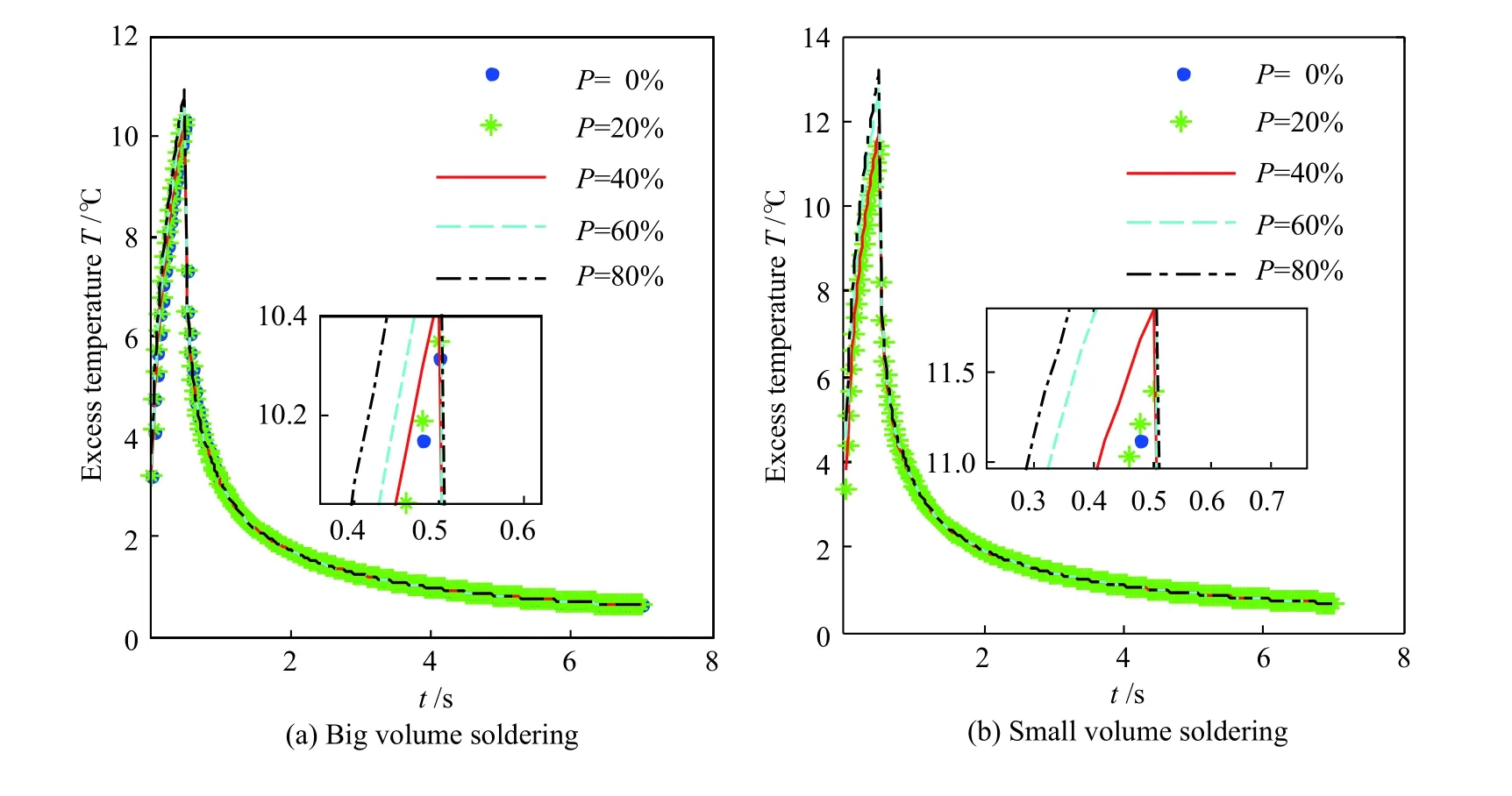
圖10 不同體積焊點下過余溫度?時間曲線Fig.10 Excess temperature-time curve of different volume soldering
4)相同設置的機焊焊接條件下,焊點的尺寸在焊點虛焊缺陷紅外無損檢測過程中影響較小。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
光學精密工程(2016年6期)2016-11-07 09:07:19