編織袋熱合裝置
2021-01-21 10:44:32王仁龍整理
塑料包裝 2020年6期
王仁龍 整理
一、概述
雙層的編織袋袋口對齊后,需要將袋口內折后熱壓,編織袋袋口熱合時,由于內折后的重疊部分存在氣體,熱合后,氣體容易殘留在編織袋袋口內折部分里,影響后續的封口工序。
為了解決現有技術中內折后的編織袋袋口熱合后有氣體殘留的技術問題,本文介紹一種編織袋熱合裝置。
二、技術方案
一種編織袋熱合裝置,熱合舌板,熱合舌板連接有熱合舌板驅動機構,通過熱合舌板驅動機構驅動熱合舌板,熱合舌板能夠進入編織袋袋口,熱合舌板上設置有編織袋袋口排氣成型結構,上加熱板,上加熱板連接有上加熱板驅動機構,通過上加熱板驅動機構驅動上加熱板,上加熱板能夠貼合至熱合舌板的上表面,進行加熱,下加熱板,下加熱板連接有下加熱板驅動機構,通過下加熱板驅動機構驅動下加熱板,下加熱板能夠貼合至熱合舌板的下表面,進行加熱。
編織袋袋口排氣成型結構包括固定設置在熱合舌板前部上表面和下表面上的導入鋼筋,導入鋼筋的后端和熱合舌板的表面前部固定連接,導入鋼筋的前端呈直線向前延伸,導入鋼筋的前端不超出熱合舌板的前端面。
為了便于編織袋袋口順利進入導入鋼筋和熱合舌板之間,避免編織袋袋口彎曲或錯位,導入鋼筋的前端朝遠離熱合舌板表面的方向折彎翹起,形成折彎翹起部。
為了保證編織袋袋口熱合時的排氣暢通,上加熱板的下表面上開設有上U形凹槽,上U形凹槽和熱合舌板上表面的導入鋼筋相對應,當上加熱板的下表面貼合至熱合舌板的上表面時,熱合舌板上表面的導入鋼筋貫穿于上U形凹槽內。
為了保證編織袋袋口熱合時的排氣暢通,下加熱板的上表面上開設有下U形凹槽,下U形凹槽和熱合舌板下表面的導入鋼筋相對應,當下加熱板的上表面貼合至熱合舌板的下表面時,熱合舌板下表面的導入鋼筋貫穿于下U形凹槽內。
三、有益效果
本技術的編織袋熱合裝置,通過將熱合舌板伸入編織袋袋口中,編織袋袋口位于熱合舌板和導入鋼筋之間,然后通過上加熱板和下加熱板,上下夾緊熱合舌板,使得編織袋袋口熱合固定,并形成間隔的排氣通道,編織袋袋口熱合平整,便于后續加工,熱合工位自動化,效率高。
四、附圖說明
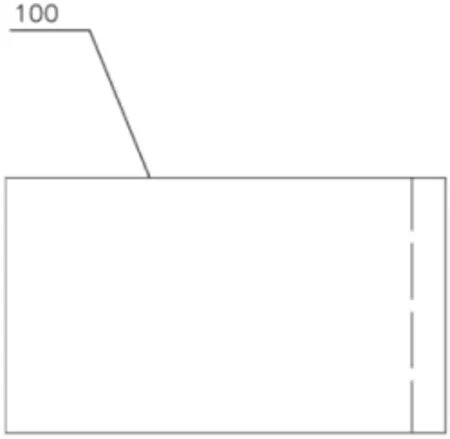
圖1 本技術待加工的編織袋的結構示意圖
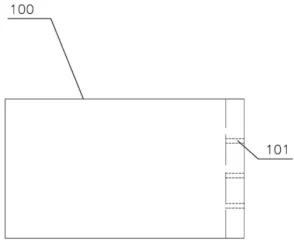
圖2 本技術熱合后的編織袋的結構示意圖
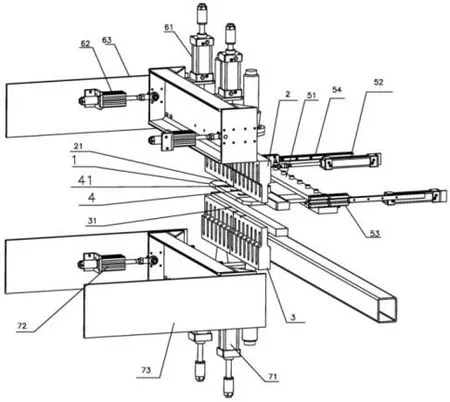
圖3 本技術的結構示意圖
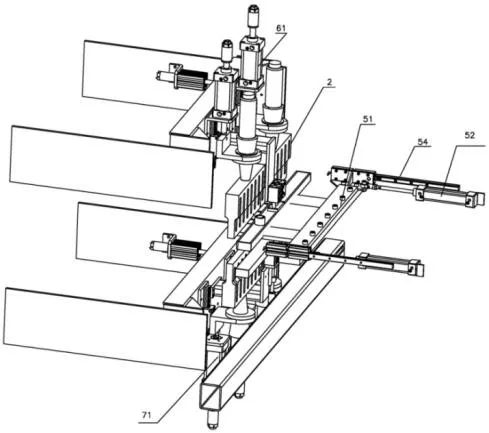
圖4 本技術的結構示意圖
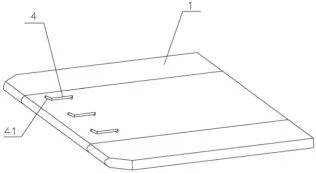
圖5 本技術的熱合舌板的結構示意圖
五、具體實施方式
實施列:
如圖1-5所示,是本技術最優實施例,一種編織袋熱合裝置,包括熱合舌板1,熱合舌板1連接有熱合舌板驅動機構,通過熱合舌板驅動機構驅動熱合舌板1,熱合舌板1能夠進入編織袋袋口,熱合舌板驅動機構包括舌板連接板51和舌板驅動氣缸52,熱合舌板1的后端和舌板連接板51固定連接,舌板驅動氣缸52為兩個分別和舌板連接板5的兩側連接,兩個舌板驅動氣缸52同步驅動舌板連接板51前進和后退,為了保證舌板驅動氣缸52的直線移動,避免偏差,每個舌板驅動氣缸52連接有直線導向機構,直線導向機構包括滑配合的直線滑塊53和直線滑軌54,每個舌板驅動氣缸52連接有一個直線滑塊53,直線滑塊53對應一個直線滑軌54,直線滑軌54位于舌板驅動氣缸52的外側,前后方向設置,舌板驅動氣缸52的缸體固定在機架上,直線滑軌54也固定在機架上。
熱合舌板1上設置有編織袋袋口排氣成型結構,編織袋袋口排氣成型結構包括固定設置在熱合舌板1前部上表面和下表面上的導入鋼筋4,導入鋼筋4的后端和熱合舌板1的表面前部固定連接,導入鋼筋4的前端呈直線向前延伸,導入鋼筋4的直線延伸部分和熱合舌板1的表面之間具有間距,便于編織袋袋口塞入,導入鋼筋4的前端不超出熱合舌板1的前端面。導入鋼筋4的前端朝遠離熱合舌板1表面的方向折彎翹起,形成折彎翹起部41。熱合舌板1前端的兩邊的拐角處呈直角倒角狀,便于進入編織袋袋口。
上加熱板2,上加熱板2連接有上加熱板驅動機構,通過上加熱板驅動機構驅動上加熱板2,上加熱板2能夠貼合至熱合舌板1的上表面,進行加熱,上加熱板驅動機構包括上加熱板縱向驅動氣缸61和上加熱板橫向驅動氣缸62,上加熱板縱向驅動氣缸61的下端為伸縮端,上加熱板縱向驅動氣缸61的下端通過第一連接板和上加熱板2固定連接,上加熱板縱向驅動氣缸61的缸體通過第二連接板固定設置在上槽鋼上,上槽鋼的兩側分別設置有上安裝板63,上安裝板63固定在機架上,上加熱板橫向驅動氣缸62為兩個,兩個上加熱板橫向驅動氣缸62的缸筒分別固定設置在上安裝板63上,兩個上加熱板橫向驅動氣缸62的伸縮端分別和上槽鋼的兩側相連接,兩個上加熱板橫向驅動氣缸62同步驅動上槽鋼前進或者后退。
下加熱板3,下加熱板3連接有下加熱板驅動機構,通過下加熱板驅動機構驅動下加熱板3,下加熱板3能夠貼合至熱合舌板1的下表面,進行加熱。下加熱板驅動機構包括下加熱板縱向驅動氣缸71和下加熱板橫向驅動氣缸72,下加熱板縱向驅動氣缸71的上端為伸縮端,下加熱板縱向驅動氣缸71的上端通過第三連接板和下加熱板3固定連接,下加熱板縱向驅動氣缸71的缸體通過第四連接板固定設置在下槽鋼上,下槽鋼的兩側分別設置有下安裝板73,下安裝板73固定在機架上,下加熱板橫向驅動氣缸72為兩個,兩個下加熱板橫向驅動氣缸72的缸筒分別固定設置在下安裝板73上,兩個下加熱板橫向驅動氣缸72的伸縮端分別和下槽鋼的兩側相連接,兩個下加熱板橫向驅動氣缸72同步驅動下槽鋼前進或者后退,
上加熱板2的下表面上開設有上U形凹槽21,上U形凹槽21和熱合舌板1上表面的導入鋼筋4相對應,當上加熱板2的下表面貼合至熱合舌板1的上表面時,熱合舌板1上表面的導入鋼筋4貫穿于上U形凹槽21內。下加熱板3的上表面上開設有下U形凹槽31,下U形凹槽31和熱合舌板1下表面的導入鋼筋4相對應,當下加熱板3的上表面貼合至熱合舌板1的下表面時,熱合舌板1下表面的導入鋼筋4貫穿于下U形凹槽31內。
工作原理:
工作時,經過內折后的編織袋袋口(如圖1所示)被輸送裝置輸送至上加熱板2和下加熱板3之間,為了保持編織袋袋口的張開形態,編織袋100的上方設置有上吸盤,下方設置有下吸盤,舌板驅動氣缸52的伸縮端向前伸出,帶動舌板連接板51向前運動,從而使得熱合舌板1的前端能夠進入編織袋袋口中,導入鋼筋4前端的折彎翹起部41,能夠導向編織袋袋口順利進入導入鋼筋4和熱合舌板1之間,導入鋼筋4在熱合舌板1的表面上呈多個均勻平行設置,避免編織袋袋口彎曲、錯位或者折皺,然后上加熱板橫向驅動氣缸62伸縮端運動,帶動上槽鋼前后運動,從而調整上加熱板2的前后位置,調整到位后,將上加熱板縱向驅動氣缸61的伸縮端向下伸出,帶動上加熱板2向下,使得上加熱板2壓緊在熱合舌板1的上表面上進行熱合,熱合舌板1上表面的導入鋼筋4貫穿于上U形凹槽21內,因此,熱合舌板1上表面的導入鋼筋4下方的編織袋袋口部分不和上加熱板2接觸,不進行熱合,下加熱板3的運動過程同理,下加熱板橫向驅動氣缸72伸縮端運動,帶動下槽鋼前后運動,從而調整下加熱板3的前后位置,調整到位后,將下加熱板縱向驅動氣缸7的伸縮端向上伸出,帶動下加熱板3向上運動,使得下加熱板3壓緊在熱合舌板1的下表面上進行熱合,熱合舌板1下表面的導入鋼筋4貫穿于下U形凹槽31內,因此,熱合舌板1下表面的導入鋼筋4上方的編織袋袋口部分不和下加熱板3接觸,不進行熱合,最終形成如圖2所示的排氣通道101。
本技術專利信息:
申請號:CN201921737710.7
申請日:20191016
公開(公告)號:CN210881119U
公開(公告)日:20200630
IPC分類號:B31B70/64