冷軋鋼卷直徑測量的原理與應用
2021-01-21 08:44:01劉志安
家園·電力與科技 2021年14期
劉志安


摘要:本文由冷軋薄板廠由PLC控制的橫切線的入口鋼卷測量系統出發,根據測量光電開關的高度、運卷小車的高度、位移傳感器的讀入值及V型鞍座的V型角度等數據建立一個測量冷軋鋼卷直徑的通用數學公式。
關鍵詞:位移;三角函數;半徑
前言
卷徑是冷軋鋼卷的一個重要參數之一,在我們冷軋廠酸洗、軋機、平整、重卷、橫切等生產線的入口都有一套測徑裝置。通過測量計算出來的鋼卷直接可以用來計算鋼卷的重量,長度等重要的生產線原始數據,也是生產過程中必要的參數。
1測量原理
每條生產線測量直徑的方法都各有不同,但都離不開數學計算,本文介紹的這種計算方法就是利用三角函數來精確計算鋼卷直徑的簡便方法。現在將這種方法用數學公式表示出來,以便在相似的環境中能夠套用且更方便的計算。
1.1、需要的已知數值;
為了計算鋼卷的半徑,我們需要在小車升降過程測量許多值:
測量系統以小車軌道的水平面為基準面;
1.需要一個高度確定且與鋼卷直徑合適的光電開關(測量點到小車軌道的高度設為L1)
2.運卷小車上需要安裝升降位移傳感器(其位移讀出值設為l)。
3. 需要事先測量鋼卷小車V型鞍座的鞍座夾角(設為θ)。
4. V型鞍座夾角到小車軌道的高度(設為L2)
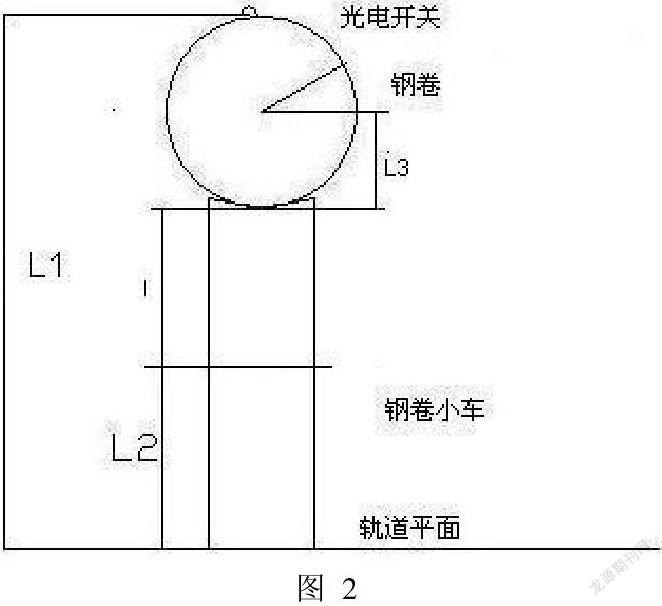
如圖1:
1.2、計算過程;
鋼卷的半徑時在小車托起鋼卷過程中計算出來的,當小車托起鋼卷升起直到擋住光電開關信號的那一刻,我們的PLC迅速記錄此時的位移傳感器高度值l.此時我們已經得到了所有需要的數據。 如
可以看出,鋼卷的半徑設為R,由圖可以看出
L1 = L2 + l + L3 + R?(1)
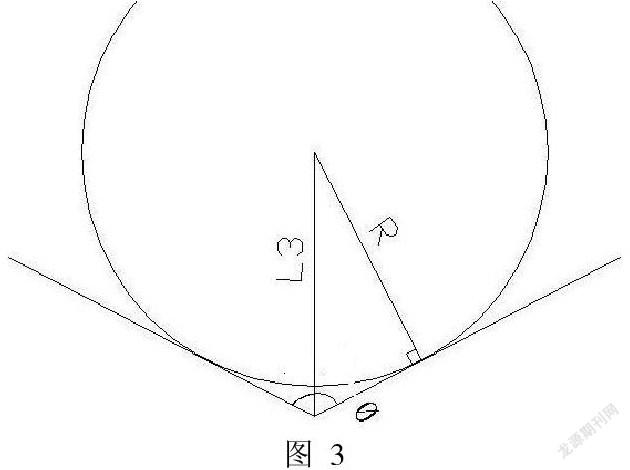
請注意,這里的L3不緊緊是一個鋼卷的半徑,由于是V型的鞍座,對應于不同卷徑的鋼卷,鋼卷和小車鞍座的間隙就不同的,所以我們的L3要通過三角函數來計算。這里,L1,L2為已知數,l為PLC從位移傳感器讀出的小車上升數值,而L3的數值需要計算。現L3的圖示如下 圖 3:
圖3可以看出,L3的數值由鋼卷的半徑R和鋼卷與小車的間隙組成。而小車和鋼卷的間隙根據不同的卷徑大小的鋼卷不同。所以需要引入幾何三角函數來計算。由三角函數:
2直徑測量的應用
經過計算我們得出了鋼卷半徑和所有測量數據和已知數據的關系,
其中:R為鋼卷半徑,L1為光電開關高度,L2為小車高度,l為位移傳感器讀數,θ為小車V型鞍座夾角。
對于同一個生產線這里的L1 L2 θ值都是固定值,只有位移傳感器的讀入值l是變化的,l值也不僅僅是小車上升碰到感應光電開關得到,也可以在小車下降時失去光電開關信號時得到。可以看到這種測量直徑的方法簡單,通用。
而對于不同的生產線這里的 L1 L2 l θ 都不相同,但是套入這個公式后我們可以輕易得到鋼卷半徑的數值R。而生產數據中需要的直徑數據2R 。
結束語
這種計算鋼卷直徑的方法不但測量簡單,計算方便,而且可以在我們生產過程中鋼卷移動時就計算出來,不需要單獨的測量和計算時間,節省了生產時間,通過三角函數的計算,我們又保證的最后數據的精確性。是一種值得推廣的方法。而且這種簡單套用幾個固定值,通過小車高度位置測量得到我們所要的數據的方法不僅僅可以用到測量直徑上邊,我們同樣的方法也可以測量計算出產品的其他參數。
參考文獻
[1]張書立, 姬麗娟, 于飛,等. 鋼卷包裝機組信息測量與跟蹤技術的應用[J]. 冶金設備, 2008(5):4.