分油盤鋼球自動壓裝機的設計
2021-01-22 12:24:30榮晴坤劉世杰徐培民
科技創新與應用 2021年6期
關鍵詞:設計
榮晴坤,劉世杰,趙 馳,徐培民*
(1.特種重載機器人安徽省重點實驗室,安徽 馬鞍山243000;2.安徽工業大學 機械工程學院,安徽 馬鞍山243000)
CVT自動變速器中,油泵泵蓋(上文稱分油盤)在生產過程中會產生許多加工孔(以上稱待封堵孔)。分油盤上的待封堵孔對分油盤的功能發揮并不起任何作用,若不加以封堵則會導致油泵內油液泄露。目前許多工廠采用人工方法進行封堵。人工封堵不僅效率低,而且封堵質量難以保證。由于不同的CVT自動變速箱中分油盤的型號不同,所以想要設計一款通用的封堵設備是比較困難的。因此,本文結合市場上分油盤的鋼球壓裝工藝,針對某系列分油盤,設計一款半自動鋼球壓裝機,以提升該系列分油盤的制造水平,從而實現高效、優質、低耗的制造要求[1]。
1 分油盤簡介及總體設計思想
某系列油泵的分油盤的結構與待封堵孔示意圖如圖1所示,其整體呈扁平狀,平放比較穩定。該系列分油盤有8個待封堵孔,孔①②⑦直徑為5.5mm,孔③④⑤⑧直徑為7.5mm,孔⑥直徑為9mm。孔⑧垂直于盤面,其它孔位于盤面內。孔③④⑤與孔⑥⑦分別扎堆排列,最小孔邊距為4mm,最小孔心距為12mm,孔①、孔②在盤面內的位置相對比較孤立。
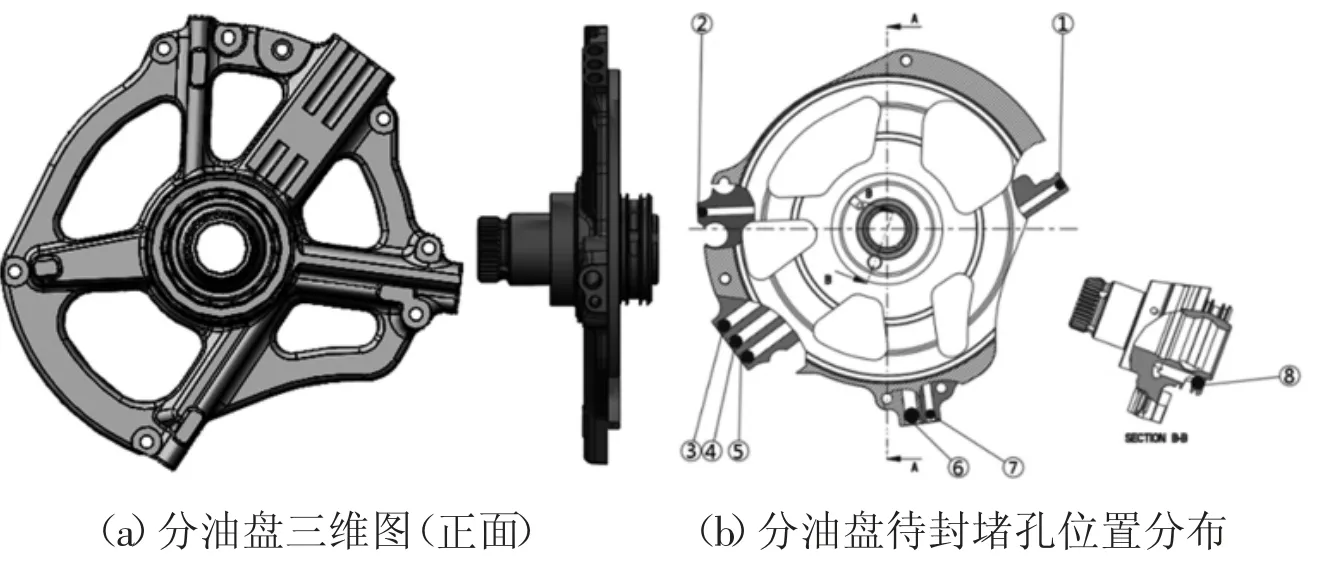
圖1 分油盤及其待封堵孔示意圖
分油盤鋼球半自動壓裝機模擬人工壓裝工序。無論是人工壓裝還是自動壓裝,鋼球壓入待封堵孔時都會對分油盤產生一定的沖擊力。這就需要用特定的定位和夾緊組件先把分油盤安裝到設備上。之后,專門設計的自動壓裝組件實現鋼球的壓裝、完成8個加工孔的封堵。最后,人工取上加工好的分油盤,換上上一個未加工的分油盤,再重復安裝——封堵——拆卸的加工過程,實現分油盤的連續批量加工。需方還要求壓裝設備要具備存儲鋼球及自動填料等功能。
2 自動壓裝組件的設計
自動壓裝組件是壓裝設備的首要核心組件。其設計首先要弄清其工作原理,設想其基本構型,再為其選擇合適的動力源、針對待封堵孔的大小和在分油盤上的分布情況選用合適的組件型式、數量及并合理地在設備上進行布局。
2.1 鋼球壓裝組件壓裝原理及基本構型
單一孔的壓裝封堵可分為鋼球自動上料和壓入兩個過程。壓入過程由壓裝組件來完成。原理上,可以仿照槍炮一類器械來設計壓裝組件。類似槍管的“導料管”一端封閉,另一端開口,側壁上開有進料口。靠近封閉的一端,導料管內裝有動力源(氣缸)和壓桿。鋼球由進料口自動進入導料管中的導料孔。將導料孔對準分油盤上待封堵的孔,啟動動力源。動力源推動壓桿,壓桿推動鋼球,出分油盤壓裝通道,壓入分油盤孔中,實現封堵。
具體實現上,“導料管”可能是個短而粗的柱狀物,動力源(氣缸)可能在導料管之外,只要壓桿能伸進導料孔內頂住鋼球即可。若如此,則短而粗的柱狀導料管蛻化為“壓裝頭”。亦即,此時壓裝組件大體上由動力源、壓桿和壓裝頭三部分組成。在壓裝過程中,還需要實時檢測壓裝力和壓桿行程(壓裝深度)。
導料孔徑需要跟鋼球大小(即待封堵孔徑)和壓桿外徑相適配。所以,前文中提及的3種直徑的待封堵孔至少需要3種規格的壓裝組件。
單位置壓裝組件如圖2(a)所示。整個壓裝組件的所有部件都安裝在壓裝組件底板上,大體上由氣缸及其安裝座、浮動接頭&導向柱塞及其止轉支承塊、鋼球導向套(壓裝頭)及其安裝座這三大部分組成。其中壓裝力傳感器(圖中未標識)裝在浮動接頭里,壓裝深度傳感器裝在導向安裝座上。料柱1直接固結在壓裝頭2上。鋼球從料柱直接進入壓裝頭內指定位置,可立即直接壓裝。沿著壓桿軸向,中空的導向安裝座3一端固連著壓裝頭2,另一端鑲嵌著支承導向柱塞8的無油襯套(圖中未標識),頂面固連著位移傳感器4,右端固連限位死檔6。限位死檔6限制導向柱塞的極限位置,保護位移傳感器。導向柱塞的另一端支承在止轉支承塊13上。導向柱塞類似于注射器,一頭細一頭粗。細的一頭固連著像注射針一樣的壓桿,直接刺向壓裝頭里的鋼球。粗的一頭與氣缸活塞桿的延伸件構成浮動接頭9,頂面固連著位移傳感器觸點擋塊7。浮動接頭跟導向柱塞的粗端用螺栓相固連,并共用一個止轉支承塊13。止轉支承塊緊固在壓裝組件底板上,其上表面設計有凹槽。接頭座和導向柱塞的粗端底部設計有凸緣。凸緣鑲嵌在凹槽里,公母配合,浮動接頭(包括里面的力傳感器)及導向柱塞就可以在氣缸推動上,在止轉支承塊上、在襯套里,沿著壓桿軸向往復運動。
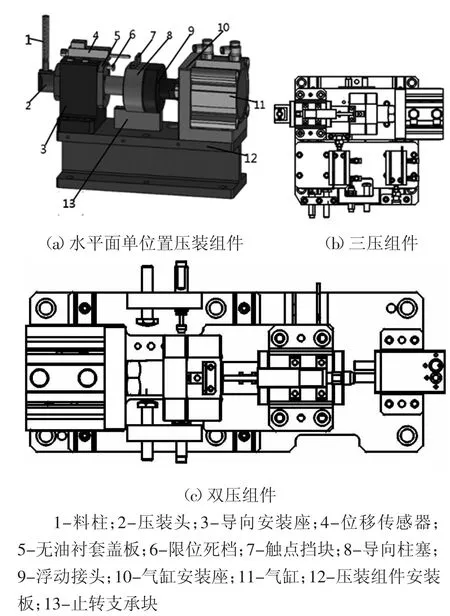
圖2 壓裝組件示意圖
如圖1所示,分油盤總計有8個待封堵孔,不光孔徑有差異,且分布在盤上不同部位、不同方向上。為了提高生產效率,8個孔的封堵過程最好同步進行:加工過程分油盤保持不動,在工作臺上固定安裝8個壓裝組件,同步開始封堵工作。但實際中分油盤周邊沒有足夠空間來安裝這么多的壓裝組件。這就需要對扎堆平行排列的兩組待封堵孔⑥⑦與③④⑤對應的壓裝組件進行特殊設計。
特殊設計的雙位置與三位置壓裝組件如圖2(c)、圖2(b)所示。雙位置壓裝組件對應的封堵孔⑥⑦鋼球尺寸不一樣,這里將壓裝機構與壓裝頭分離:壓裝頭定位安裝在底板上,內部設計有兩根不同尺寸的壓桿。壓裝機構中設計有變位機構。它主要由滑動軌道、變位氣缸以及限位緩沖機構組成。變位機構驅動壓裝機構沿封堵孔排布方向由一個孔移向另一個孔,分時地為兩個壓桿提供動力,完成兩個孔的鋼球壓裝后再復位到第一個孔的位置。三位置壓裝組件由單位置壓裝組件與一個能夠進行兩次變位的二級變位機構組成,可分時地依次完成三個孔的鋼球壓裝。
2.2 鋼球壓裝組件的布局
由第一部分可知,本節設想的壓裝方案近似于多孔同步壓裝,生產效率相對較高。前提是:5個壓裝組件固定安裝于工作臺面上,在封堵8個孔的過程中分油盤保持固定不動。但5個壓裝組件具體在壓裝設備工作臺面上如何布局安裝,這不僅與待封堵孔在分油盤上的分布有關,還與分油盤在加工過程所采取的姿態有關。
相對于分油盤,如圖1所示,由于前7個孔位于分油盤盤面內,故封堵孔①②的兩個單位置壓裝組件、封堵孔③④⑤的三位置壓裝組件和封堵孔⑥⑦的雙位置壓裝組件均應安裝在盤面內。封堵孔⑧的單位置壓裝組件應垂直于盤面安裝。
經查閱資料和參考現有設備,分油盤在鋼球壓裝設備上如何放置,需要考慮到分油盤的取放、鋼球壓裝的簡便性、安全性,當然還要考慮鋼球壓裝組件在設備上布置的合理性和裝配的簡便性。既然5個壓裝組件均安裝在工作臺面上,其中4個壓裝組件位于盤面內,在封堵過程中分油盤保持固定不動,故而分油盤最好水平安裝。即:分油盤及加工前7個孔的壓裝組件均安裝在水平面內,工作臺面之上。加工孔⑧的壓裝組件采用立位安裝,位于鉛垂面內,工作臺面之上。
3 定位與夾緊機構的設計
鋼球壓入待封堵孔時會對分油盤產生一定的沖擊力。這就需要先把分油盤通過“定位和夾緊”的方式夾持起來,緊固到工作臺面上,實現分油盤固定,再行封堵加工,最后拆卸上來,換上另一個待加工的分油盤。封堵加工時,分油盤在壓裝設備上所處的位置可稱之為“壓裝位置”。
欲實現此功能,需設計一定位與夾緊組件,利用分油盤背面以及軸向的螺栓通孔作為一面雙銷定位法的定位面以及定位銷孔。為了分油盤取放方便,采用“彈性伸縮雙位支承方案”,即分油盤及其安裝座(定位件)安裝在一個鉛垂向可彈性伸縮的支撐筒上。在彈簧的自然伸長狀態,分油盤及其安裝座處于高處的“取放位置”。等上方的壓緊機構上行壓緊后,分油盤到達“壓裝位置”并被固定。其具體設計和分布如圖3所示。
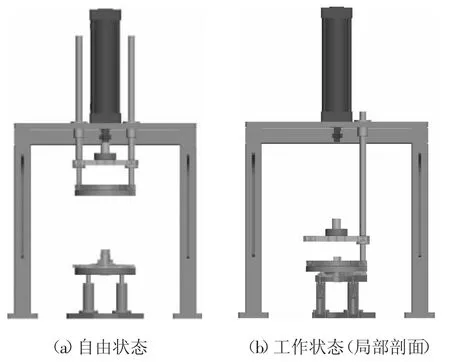
圖3 定位夾緊組件
按照上述方案,需先設計分油盤定位組件。定位銷孔以及定位面的選擇是重中之重,通過觀察圖1中的分油盤結構以及分析分油盤鋼球壓裝工藝可知,分油盤背面屬于精加工面,正面凹凸不平,待封堵孔⑧位于背面。為方便分油盤的夾緊與壓裝,選擇分油盤背面作為定位面,并正面朝上水平放置。這樣,壓緊機構在分油盤正面上方,封堵孔⑧的單位置壓裝組件頭朝上立裝于分油盤上方,組件安裝方便,分油盤取放方便。定位銷孔的選取,采取兩孔與中點連線夾角最大原則,使分油盤定位準確,取放方便。
4 自動填料系統的設計
為保證分油盤壓裝效率以及減少勞動強度,上料系統需要有鋼球儲存以及自動填料功能。目前市場上常見的填料方法可以概括為人工、機械式和電氣式三種。相較于人工式填料的效率低上與價格高昂的電氣式填料可靠性低,機械式填料可靠性好、成本低、效率高[3]。
本設備所涉及的物料只是三種直徑不同的鋼球。相較于其它形狀的物料,鋼球極易在重力作用上向低處滾動。所以把料斗架在高處,使料斗底部的出料口高于壓裝頭進料口。從出料口到進料口的上行通道,需要穿過壓裝組件、定位、夾緊組件。若采用較硬材質的材料制作鋼球通道,可能與各組件產生干涉現象,影響鋼球壓裝。所以,本文采用透明的PVC軟管來制作鋼球通道。這樣的通道能夠根據生產情況隨意調節位置。軟管直徑要大于鋼球球徑,可取鋼球直徑1.5倍左右。但不宜太粗,以防兩個或多個鋼球卡在一起,從而堵塞通道。
料斗底部均可設計為漏斗狀,上部設計成圓柱狀,可儲存大量鋼球。為防止啟動壓裝時,漏斗內鋼球因相互擠壓產生的摩擦力與自身重力形成力平衡,導致鋼球卡在出料口處,可在料斗內配裝由電機拖動的旋轉攪拌塊,攪動鋼球,防止卡球。電機選取單相異步電機即可。
具體設計如圖4所示,三種直徑鋼球,需三個料斗。5個壓裝組件:3個單位置壓裝組件各需1根軟管,三位置壓裝組件封堵的三個孔徑相同,只需1根軟管,兩位置壓裝組件封堵的兩個孔徑不同,需2個軟管,共需6根PVC軟管。由第2節可知,直徑5.5mm鋼球的料斗底部需接出3根軟管,7.5mm直徑鋼球的料斗需接出2根軟管,直徑9.0mm鋼球的料斗只需接1根軟管。

圖4 自動上料組件
5 整體布局及操作流程
整體布局如圖5所示。定位組件(分油盤安裝座)位于安裝臺面中間,五組壓裝組件分別對應不同的待封堵孔,分布在定位組件四周及正上方。夾緊組件與自動上料組件按照前后順序安裝在定位組件后方。
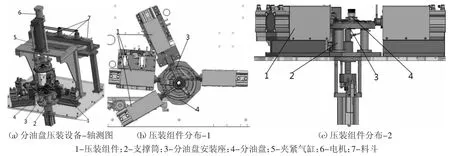
圖5 分油盤鋼球自動壓裝組件結構示意圖
6 結論
本文所設計的分油盤半自動鋼球壓裝設備各組件結構、機構設計巧妙,布局合理,結構緊湊。分油盤取放、安裝安全方便快捷,壓裝過程可靠省時。設備并具有自動上料和壓裝力、壓裝深度實時檢測等功能。分油盤支承所采用的“彈性伸縮雙位支承方案”具有獨創性。現場試用表明,本文設計的分油盤鋼球半自動壓裝設備安裝調整方便,壓裝效率高且穩定,具有一定的技術與經濟優勢。本文的設計思想,可供其它型號的分油盤鋼球封堵設備設計參考。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04