鋅焙砂輸送設(shè)備改造提升與應(yīng)用
2021-01-24 07:57:16牛明光周玉林趙江海
世界有色金屬 2020年21期
關(guān)鍵詞:設(shè)備
牛明光,周玉林,趙江海
(河南豫光鋅業(yè)有限公司,河南 濟(jì)源 454650)
河南豫光鋅業(yè)有限公司焙燒工序利用氣化噴射泵輸送焙砂,依靠壓縮空氣推動(dòng)研磨后的焙砂顆粒粉狀物完成輸送。此種輸送方式具有:①結(jié)構(gòu)簡(jiǎn)單,運(yùn)行可靠;②輸送量大,滿足大輸送量的要求;③操作簡(jiǎn)單,自動(dòng)控制適合工程實(shí)際需要;④全密封、無污染輸送,滿足環(huán)保要求;⑤經(jīng)濟(jì)合理,綜合造價(jià)低;⑥維修和人力成本低等優(yōu)點(diǎn)。但在長(zhǎng)期使用過程中發(fā)現(xiàn)其存在一系列常見的故障。
1 管道輸送影響因素
焙砂輸送原理:氣化噴射泵是一種將射流技術(shù)和流態(tài)化技術(shù)相結(jié)合的新型氣力輸送設(shè)備,當(dāng)焙砂進(jìn)入泵體倉滿后,經(jīng)過氣化使物料形成流態(tài)化狀態(tài),順利進(jìn)入混合室;與此同時(shí)壓縮空氣經(jīng)射流噴咀高速噴出,與流態(tài)狀的焙砂充分混合,高速氣流帶動(dòng)物料經(jīng)過拉法爾管,將壓縮空氣的動(dòng)能轉(zhuǎn)化為動(dòng)能,同時(shí)再次使空氣和焙砂混合,提高焙砂的速度,使其沿輸送管道運(yùn)動(dòng)前進(jìn),達(dá)到焙砂輸送的目的。
1.1 影響焙砂顆粒初始速度的因素
根據(jù)力學(xué)定律:F=ma(m質(zhì)量,a加速度)。
加速度a取決與壓縮空氣瞬間釋放時(shí)所產(chǎn)生的爆發(fā)力F及焙砂顆粒質(zhì)量m。
假設(shè)在壓縮空氣壓強(qiáng)P一定的情況下,m=ρv,F(xiàn)=PS,則有PS=ρva,V=PSt/ρv。
S為焙砂釋放時(shí)絕對(duì)壓力所承受的表面積,ρ為焙砂密度,v為焙砂顆粒體積,V為焙砂顆粒速度。當(dāng)焙砂顆粒的密度ρ一定,則焙砂顆粒的顆粒的初始速度V與焙砂顆粒體積v成反比的。
1.2 影響焙砂顆粒輸送距離的因素
1.2.1 直管道中影響焙砂顆粒輸送距離的因素
假設(shè)焙砂顆粒在獲得初始速度后沿著初始速度管道方向運(yùn)動(dòng),則焙砂在輸送過程中將會(huì)受到管道摩擦阻力、空氣阻力、自身重力的影響,焙砂輸送距離主要取決于自身質(zhì)量及初始?jí)毫Α?/p>
1.2.2 彎曲管道對(duì)焙砂顆粒輸送距離的影響
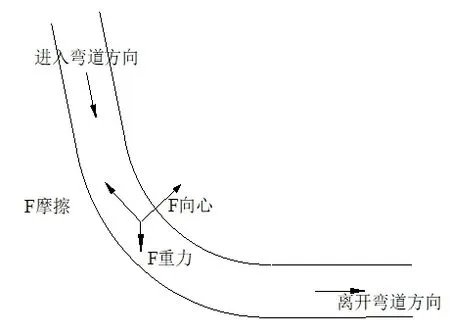
圖1 焙砂顆粒進(jìn)入彎道示意圖
在彎曲管道中焙砂顆粒的行進(jìn)方向會(huì)隨著管道的方向進(jìn)行改變,焙砂顆粒運(yùn)動(dòng)方向的每一次改變均會(huì)由管道提供產(chǎn)生向心力F向,均會(huì)對(duì)焙砂管道產(chǎn)生一次撞擊,每次撞擊過程中焙砂顆粒均會(huì)損失一定的動(dòng)能,輸送的距離均在不斷縮短。根據(jù)F向=mv2/R,向心力與質(zhì)量和速度的平方成正比,與管道曲率半徑成反比,同時(shí)由于焙砂管道受到焙砂顆粒沖擊,造成管道磨損壽命降低。
2 焙砂輸送設(shè)備經(jīng)常出現(xiàn)的故障
(1)鋅焙砂輸送依靠壓縮空氣提供動(dòng)力,但因?yàn)榭諌簷C(jī)站距離氣化噴射泵距離較遠(yuǎn),且空壓站兼顧給其余設(shè)備供氣,所以造成氣源壓力不穩(wěn)定且經(jīng)常出現(xiàn)壓力偏低管道堵塞。
(2)鋅焙砂采用氣體輸送由于摩擦力大,造成氣化噴射泵的泵體和輸送管道快速被磨損,設(shè)備維修和運(yùn)行成本居高不下,且影響系統(tǒng)聯(lián)系穩(wěn)定運(yùn)行。
(3)氣化噴射泵內(nèi)部霧化管由于吹掃孔角度不合理且材質(zhì)不耐磨,易造成氣化泵的泵體被偏吹、霧化管斷裂。
(4)焙砂輸送管道彎頭由于焙砂顆粒運(yùn)行方向改變,造成彎頭外圓摩擦加劇,常常最先穿孔。
3 通過技術(shù)改造造,降低設(shè)備故障率
3.1 針對(duì)管道堵塞現(xiàn)象的改造
(1)調(diào)整球磨機(jī)內(nèi)部鋼球比例:按照(30-50)mm:60mm:(70-80)mm:100mm=2:2:3:3的質(zhì)量比例進(jìn)行填充,保證球磨機(jī)研磨后焙砂的粒度200目比例大于70%,降低焙砂顆粒對(duì)輸送設(shè)備和管道的磨損率。
(2)增加儲(chǔ)氣罐:在氣化噴射泵進(jìn)口氣源處安裝儲(chǔ)氣罐,儲(chǔ)氣罐尺寸10m3,保證氣源壓力穩(wěn)定、摩擦量適中,并能對(duì)氣源中所含油水等起到一定的分離作用,保證氣源干燥、清潔,避免焙砂進(jìn)入水分而造成凝結(jié)現(xiàn)象。通過實(shí)驗(yàn)確定設(shè)定氣源壓力由0.5Ma提升為0.6MPa(±0.05),可保證焙砂在輸送過程中輸送穩(wěn)定。
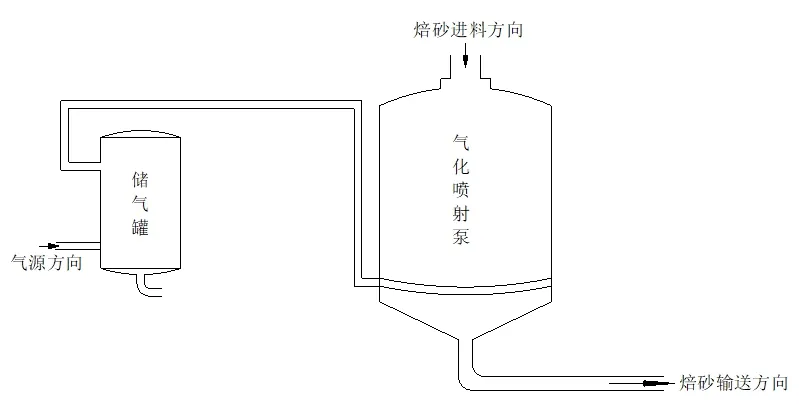
圖2 輸送焙砂設(shè)備內(nèi)部構(gòu)造圖
(3)將操作過程改為自動(dòng)操作,操作程序流程如下:

圖3 輸送設(shè)備自動(dòng)操作的流程圖
倉滿信號(hào)由時(shí)間繼電器控制,控制下料時(shí)間保持在40秒,可降低人工操作過程中由于人員疏忽導(dǎo)致下料時(shí)間過長(zhǎng)而造成泵體內(nèi)下料量過大,管道輸送時(shí)間過長(zhǎng)產(chǎn)生的管道堵塞風(fēng)險(xiǎn)。
3.2 泵體內(nèi)部改造
3.2.1 氣化噴射泵泵體內(nèi)襯耐磨陶瓷貼片
泵體內(nèi)壁增加5×5×2mm陶瓷貼片,避免焙砂顆粒與泵體的直接接觸,且利用陶瓷的耐磨性,延長(zhǎng)泵體的使用壽命。
3.2.2 改造霧化管材質(zhì)、安裝角度和吹掃口角度
選擇310S不銹鋼管道代替普通材質(zhì)霧化管,保證霧化管安裝角度與泵體錐面平行,氣體吹掃方向均指向泵體中央,進(jìn)一步延長(zhǎng)泵體的使用壽命。
3.3 輸送管道的改造
3.3.1 盡量使用直管道且增加曲率半徑
對(duì)于無法避免的彎曲管路在彎道處盡量使用大角度的彎頭,彎頭曲率半徑由2000mm變?yōu)?000mm。
3.3.2 選用內(nèi)襯陶瓷(AL2O3)和鑄石彎頭
將原無縫厚壁管道更換為鋼襯陶瓷(陶瓷層厚度5mm)耐磨管道,同時(shí)選用鑄石彎頭(鑄石層厚度17mm),直管道使用壽命由8~10月提高到3年,彎頭由6~8個(gè)月提高到3年。
4 結(jié)語
通過穩(wěn)定氣源和選用適合工況的壓縮空氣,選用耐磨陶瓷管道和鑄石彎頭,優(yōu)化霧化管選材和吹掃角度,河南豫光鋅業(yè)公司焙砂輸送設(shè)備使用壽命大幅度提升,設(shè)備有效運(yùn)行時(shí)間顯著提高,設(shè)備年維修和消耗成本顯著降低,據(jù)統(tǒng)計(jì)年節(jié)約費(fèi)用60萬元/年。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當(dāng)代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
IT時(shí)代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
