淺述5G手機塑料外殼加工工藝
2021-02-01 03:36:12陶永亮黃登懿歐陽婷
橡塑技術(shù)與裝備 2021年2期
關(guān)鍵詞:工藝
陶永亮,黃登懿,歐陽婷
(1.重慶川儀工程塑料有限公司,重慶 400712;2.四川長虹模塑科技有限公司,綿陽 621000;3.深圳市奧德機械有限公司,深圳 518105)
隨著5G浪潮的到來,金屬手機后蓋市場進一步萎縮,因為5G采用的大規(guī)模MⅠMO(Multiinput Multi-output,多輸入多輸出)技術(shù),使得手機中需要新增大量的天線,而金屬材料對信號會產(chǎn)生屏蔽及干擾,手機后蓋去金屬化將是5G時代的大勢所趨。目前手機后蓋材質(zhì)正在從金屬轉(zhuǎn)向玻璃、陶瓷和塑料,而在這三者中玻璃與陶瓷由于成本和工藝方面仍有些許的問題存在,而塑料憑借著易加工、成本低等優(yōu)勢成為各大手機廠商所中意的后蓋制作材料。外形兼具美觀和科技感3D復(fù)合板仿玻璃后蓋和注塑壓制后蓋,在加工工藝日趨成熟條件下,隨著良率提高和原材料價格的下降,有效緩解了5G手機蓋緊張需求,各種3D復(fù)合板材后蓋和注塑壓制后蓋的產(chǎn)能得到完全釋放,許多知名品牌在全球都已發(fā)布多款機型[1]。本文將3D復(fù)合板和PC注塑加工手機后蓋工藝做些介紹。
1 5G手機塑料外殼是發(fā)展趨勢
1.1 塑料外殼應(yīng)用重要性
2019年6月6日,工信部向中國電信、中國移動、中國聯(lián)通、中國廣電發(fā)放5G商用牌照。我國正式進入5G商用元年,5G大規(guī)模商用將開啟,5G應(yīng)用將給多個消費和行業(yè)領(lǐng)域帶來巨大變革,智能汽車無人駕駛、工業(yè)自動化、智慧醫(yī)療等領(lǐng)域?qū)⒅苯邮芤嬗?G。5G手機等智能終端作為重要載體有望快速普及,手機外殼材料作為5G手機關(guān)鍵材料之一將迎來新一輪發(fā)展[2]。
從目前市面上的多數(shù)手機后蓋材料來看,金屬后蓋正逐漸消失,金屬后蓋對耐久性和質(zhì)感是沒有什么問題,主要存在對電波有負面影響,而金屬材料對信號會產(chǎn)生屏蔽及干擾,一般5G智能手機外殼應(yīng)盡可能減少金屬外殼的采用。
由于玻璃、陶瓷材質(zhì)后蓋易碎的特點,使得不少采用玻璃、陶瓷后蓋的手機在使用中都離不開保護套。保護套的材質(zhì),不外乎如ABS、PC等硬質(zhì)塑料;TPU軟質(zhì)塑料,皮革以及一些如碳纖維、竹子的特殊材料,相對的提高了成本。
采用塑料的手機后蓋來說,后蓋則采用塑料材料有復(fù)合板材仿玻璃、ⅠMT注塑[3]、PC注塑仿3D玻璃等形式。塑料外殼在外觀質(zhì)感上的體驗有了質(zhì)的飛躍的。同時塑料還有加工工藝成熟,成本低、易量產(chǎn)等特點,因而受到了各廠商的青睞。如圖1所示。
1.2 塑料外殼知識拓展
圖1 5G塑殼手機與手機塑殼示意圖
在5G手機中采用3D的詞語比較多了,這里做些介紹。常用的3D是表示“三維”的意思,3D是“three dimensional”的縮寫。同樣的2D玻璃就是普通的純平面玻璃,沒有任何弧形設(shè)計;此前我們所使用手機的屏幕玻璃基本都是平的,玻璃上的所有的點都處在同一個平面上,這種手機屏幕的玻璃統(tǒng)稱為2D屏幕玻璃。2.5D玻璃則為中間是平面的,但邊緣是弧形設(shè)計;相對于2D玻璃,也就是在平面玻璃的基礎(chǔ)上對邊緣進行了弧度處理。目前來看,2.5D玻璃已經(jīng)成為很多手機廠商的第一選擇。包括蘋果也在ⅠPhone上采用了這樣的設(shè)計,當(dāng)然,不單單只有蘋果、三星,包括國產(chǎn)的像vivo、小米的廠商都在使用2.5D玻璃。3D玻璃為三維玻璃,目前已經(jīng)明確引導(dǎo)3D 曲面玻璃發(fā)展為手機應(yīng)用方向[4]。
2 手機塑料外殼材料與外殼加工工藝
目前手機塑料外殼材料主要有3D復(fù)合板和PC注塑成型兩種居多。
2.1 3D復(fù)合板
3D(現(xiàn)有也稱為3.5D)復(fù)合板蓋的核心材料PC/PMMA復(fù)合板材,是將PC和PMMA通過共擠方法制得的復(fù)合板材,板材的結(jié)構(gòu)類似于復(fù)合共擠薄膜。復(fù)合板材綜合了PC材料的高沖擊強度、耐彎折性和PMMA材料良好的硬度和耐磨性,使材料整體韌性得到提高;3D復(fù)合板高清透明,光澤度高,可印刷性強,經(jīng)過紋理制作可得到很好的流光炫彩玻璃效果;加硬后耐摔性大大提升,且無信號屏蔽,可完美取代玻璃用于手機后蓋、觸摸視窗[5]。在加工過程中,具有較好的硬度和耐磨性的PMMA,一般用于外部,而具有良好韌性的PC,作為內(nèi)層。成型方法主要有三種,先后擠出復(fù)合,黏合性,共擠復(fù)合薄膜,各個廠家根據(jù)產(chǎn)品的(厚度、外觀、硬度、平整度等)需求選擇不同的成型方法。
2.2 PC注塑成型
在手機外殼去金屬化的演變歷程中,塑膠外殼憑借3D仿玻璃工藝華麗升級。其中PC注塑后蓋及中框一體化機身更是脫穎而出,即一體化成型機身Unibody。原料主要用三菱PC-KH3211UR材料(也可選用其他PC料),注塑機選用注塑壓制機,先注塑到一定位置95%,再進行壓制成型,注塑機采用高速機800~1 200 mm/s(高速機利于薄壁件成型),成型后再進行后面的處理。采用注塑壓制工藝主要以消除成型中的表面發(fā)霧、彩虹應(yīng)力紋和進膠沖紋等缺陷[6]。PC注塑成型也稱為PC仿玻璃注塑(含壓制)。
2.3 3D復(fù)合板高壓成型制作外殼工藝
3D復(fù)合板制作外殼工藝路線如圖2所示:

圖2 3D復(fù)合板制作外殼工藝
先從現(xiàn)成的PC/PMMA復(fù)合板材劃成一定尺寸,原則上比實用部分的尺寸要大些,留足一些加工余量和一些損耗等,裁剪板材尺寸(1×4或1×6);絲印圖案主要印刷手機的LOGO,采用絲印方法在板材上印刷LOGO圖案,有薄板對卷絲印機,有烘干與在線視覺檢測等,絲印工序簡單也可手工操作;轉(zhuǎn)印光學(xué)紋理在UV轉(zhuǎn)印機完成,先在PMMA、PC板材上涂上一層UV轉(zhuǎn)印膠水,透明UV油墨將模具上的光學(xué)紋理轉(zhuǎn)印到膜片上,使用UV轉(zhuǎn)印機在膠水表層印刷出紋理所需的圖案,再經(jīng)UV爐將膠水固化;鍍膜處理,將UV轉(zhuǎn)印后的半成品表面覆膜,達到精美色彩效果。目前復(fù)合板的表面處理是真空鍍膜、浸染工藝共存。在光學(xué)層背面形成高金屬質(zhì)感的不導(dǎo)電鍍層NCVM(Non conductive vacuum metallization),NCVM 又稱不連續(xù)鍍膜技術(shù)或不導(dǎo)電電鍍技術(shù),是一種起緣普通真空電鍍的高新技術(shù)。采用鍍出金屬及絕緣化合物等薄膜,利用相互不連續(xù)之特性,得到最終外觀有金屬質(zhì)感且不影響到無線通訊傳輸之效果,用在手機外殼上比較多[7];第二次絲印圖案是通過半自動絲印機、卷對卷絲印機采用絲印方式印刷遮蔽油墨層,在半成品表面印刷出所需的圖案,然后經(jīng)ⅠR爐、烤箱等烘干固化(ⅠR爐就是里面裝ⅠR燈管,用于紅外線干燥);高壓成型是整個復(fù)合板加工工藝中的關(guān)鍵,主要是將UV轉(zhuǎn)印處理完成的PC/PMMA復(fù)合板材料,通過超高壓氣體,在一定溫度和壓力下,將經(jīng)過處理的復(fù)合板經(jīng)過高熱高壓,在模具里面形成一定的薄片,這時基本已經(jīng)成型的手機外殼;表面硬化就是上UV硬化涂裝線,通過UV硬化涂料淋涂高硬度涂料,使得手機外殼表面(3~5 H)硬度,涂料和油漆的硬度是根據(jù)國家標(biāo)準(zhǔn)硬度鉛筆來衡量的,3~5 H硬度值泛指中華繪圖鉛筆的硬度在3H~5 H之間;CNC或激光切割是用加工中心設(shè)備或激光加工機,將成型后的薄片通過激光機進行雕刻條紋或者裁斷, CNC(Computerized Numerical Control 計算機數(shù)字控制加工中心)數(shù)控機床對半成品進行鉆孔修邊等加工,這樣出來的手機外殼是成品。包裝中也包括外殼的檢查工作,檢查外殼的表面質(zhì)量和內(nèi)在質(zhì)量,質(zhì)量合格的按要求進行包裝,便于下工序的裝配。部分工序如圖3所示。

圖3 3D復(fù)合板法中中部分工序示意圖
2.4 PC注塑壓制成型制作外殼工藝
采用PC材料,注塑壓制機上進行加工后,在對塑料件進行深加工,在加工過程中比3D復(fù)合板加工少了高壓成型環(huán)節(jié),注塑壓制出來的產(chǎn)品是成型加工好的。其他加工工藝3D復(fù)合板加工大同小異。如圖4所示。
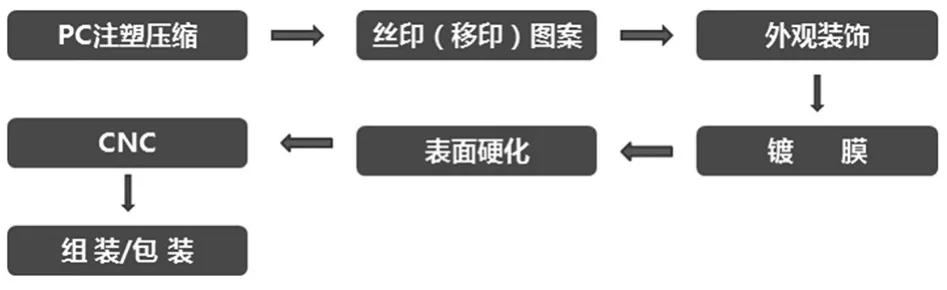
圖4 PC注塑壓制法制作外殼工藝
PC注塑壓制先在注塑壓制機上先加工出毛坯,在加工中要克服彩虹應(yīng)力紋等問題;絲印(移印)圖案就是絲印或移印,以鏡面油墨為主加工字符、LOGO印刷;外觀裝飾是對外殼進行噴涂油漆處理,基本上形成外殼的底色;鍍膜處理(NCVM)不導(dǎo)電鍍膜加工,這與3D復(fù)合板加工工藝中情況基本一樣,不需詳解;表面硬化是淋涂硬化過程,這與3D復(fù)合板加工工藝中情況基本一樣,不需詳解;CNC用加工中心對手機外殼進行外形加工及孔加工等,包括去除成型加工中留下的工藝邊緣部分,基本上手機外殼成型;組裝/包裝是兩個環(huán)節(jié),組裝輔材,附件貼裝,包裝有貼保護膜和裝箱等,部分工序如圖5所示。
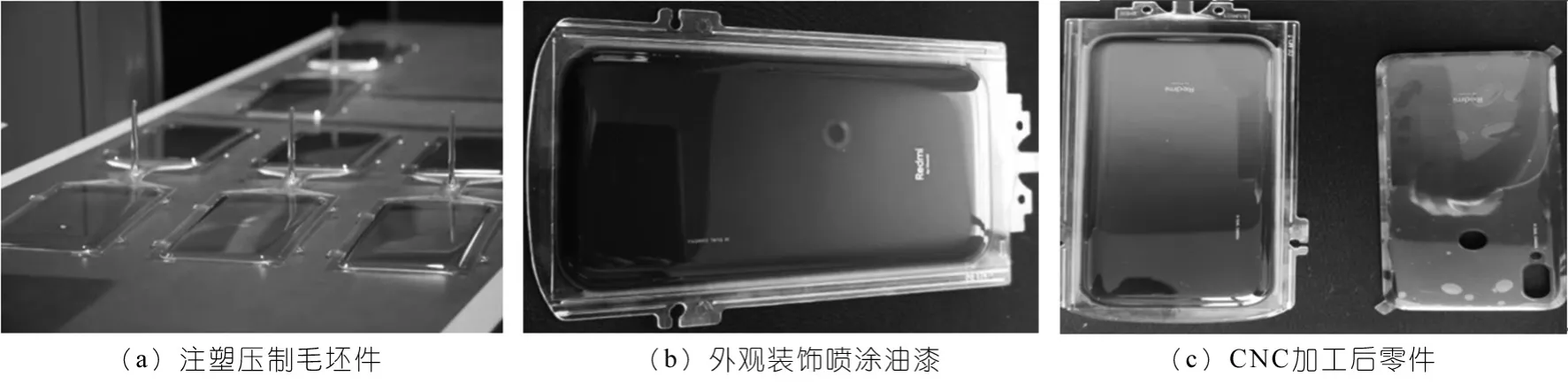
圖5 注塑壓制法中部分工序示意圖
無論是3D復(fù)合板加工,還是PC注塑壓制法加工,都有對加工環(huán)境有要求的。都必須在恒溫凈化車間達到萬級標(biāo)準(zhǔn)(10萬級凈化車間是指工作車間里面每立方米的微粒控制在10 W以內(nèi)),同時凈化車間與非凈化車間之間要5~10 Pa等要求,其目的是控制生產(chǎn)現(xiàn)場微粒[8]。
2.5 3D復(fù)合板高壓成型與PC注塑壓制成型比較
目前來看,這兩種工藝在外觀質(zhì)感方面并無太大差異,決定使用何種工藝的核心在成本上面。單從后蓋加工成本來看,復(fù)合板材優(yōu)于注塑:
(1) 復(fù)合板材工藝發(fā)展更早(早在2017年便已開發(fā)),加工流程更為成熟,整體良率更高,可達98~99%。
(2) 復(fù)合板使用高壓成型,設(shè)備成本遠低于目前PC注塑所需要的電動壓縮注塑機,模具費用也更低,因此均攤到每片上的成本很低。
(3) 而在大家比較關(guān)注的塑膠耐刮檫性能上面,復(fù)合板一般可以做到3~5 H,但注塑PC只有2 H,且復(fù)合板加硬良率還高。
在整體手機配件及大批量生產(chǎn)時,PC注塑優(yōu)勢體現(xiàn)出來了:
(1) 注塑加工可以做到超大R角,比如說現(xiàn)在流行的大曲面后蓋、攝像頭火山口處的凸起結(jié)構(gòu),使用注塑能輕易實現(xiàn)。
(2) 更重要的地方在于,一體注塑可以實現(xiàn)后蓋和中框結(jié)合的復(fù)雜卡扣結(jié)構(gòu),能降低整體加工成本。
(3) 雖然注塑PC在加硬上面是劣勢,但是2H的硬度也基本能夠滿足量產(chǎn)需求。另外注塑后蓋的材料選擇多樣化,可以換用光學(xué)級PMMA、尼龍等,到時候硬度也就不再是問題。
(4) 在紋理上面,注塑還可以選擇噴涂油墨,雖然在效果上面有一定妥協(xié),但成本卻大大減少。
(5) 注塑最大的優(yōu)勢在于大批量生產(chǎn)。
(6) 穩(wěn)定性更好的注塑件在大批量生產(chǎn)均攤時成本會有著大幅下降[9]。
3 結(jié)束語
在5G智能手機外殼應(yīng)盡可能減少金屬外殼的使用,給手機塑料外殼提供了廣闊地應(yīng)用前景。無論采用3D復(fù)合板加工和PC注塑壓制法加工,還是ⅠMT注塑等其他加工方式,都顯示出塑料加工外殼的魅力。塑料外殼在外觀質(zhì)感上的體驗有了質(zhì)的飛躍的。同時塑料還有加工工藝成熟,成本低、易量產(chǎn)等特點,將會是未來手機外殼材料主要趨勢。今后發(fā)展方向?qū)谥圃旃に囉行碌膭?chuàng)新,更大地降低生產(chǎn)成本,提高效益和提升表面質(zhì)量。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
