智能制造工廠V 法鑄造裝備的選型
2021-02-02 03:24:16楊長春管清富逄增苗
中國鑄造裝備與技術 2021年1期
楊長春,管清富,逄增苗
(青島盛美機械有限公司,山東青島 266400)
制造業是我國的立國之本,建設制造強國是提升我國綜合國力、保障國家安全的必然選擇。未來制造業的發展是以信息技術革命性突破為基礎,反映了工業經濟數字化、信息化、智能化、網絡化的發展趨勢,即以互聯網+制造業為核心,構建智能工廠,實現智能制造。

圖1 智能工廠規劃
1 智能制造工廠的理念
1.1 什么是智能制造工廠
智能制造工廠(圖表1)要符合制造設備數字化、生產信息自動采集、生產資料可識別、生產現場可視化、工藝設計數據化、以及工業網絡互聯互通、相關信息綜合集成、工業信息安全可控等要求,集成制造執行系統(MES)或其他生產管理信息系統。
1.2 數字化工廠、智能工廠、智能制造工廠的區別
數字化工廠是由數字化模型、方法和工具構成的綜合網絡,是現代數字制造技術與計算機仿真技術相結合的產物,主要作為溝通產品設計和產品制造之間的橋梁。
智能工廠是在數字化工廠的基礎上,利用物聯網技術和監控技術加強信息管理服務,提高生產過程可控性、減少生產線人工干預,以及合理計劃排程。
智能制造本質是人機一體化,系統可獨立承擔分析、判斷、決策等任務,突出人在制造系統中的核心地位,同時在智能機器配合下,更好發揮人的潛能。
1.3 目前國內智能制造方面的情況
制造業在智能制造的浪潮下也積極轉型,自動化、數字化、智能化水平大大提高,各行業領軍企業越來越重視生產設備的數據采集和車間聯網,設備數據可視化程度顯著提高。多數制造企業,特別是鑄造類的工廠雖然花費巨資上了一些先進的裝備,但是數據采集靠筆、數據處理靠人、分析靠經驗,設備管理維護、人員知識結構仍未實現全配套,面對真正意義上的智能制造還有非常大的距離。
2 智能制造工廠中V 法鑄造裝備的選型
V 法鑄造是眾多鑄造工藝中的一種,是目前最綠色、最環保的鑄造工藝之一,下面介紹V 法鑄造裝備的選型。
2.1 做好規劃
建設生產線、建設工廠必須做好項目前期規劃,這項工作對項目投資的影響程度在70%~80%,相當重要,但許多企業往往忽視這一重要環節,項目啟動前不對市場進行分析,項目不做總體設計,不在乎產品制造廠家以及設計者,這種想法是非常不科學的。
2.2 選擇適合自己企業發展的生產線
每一種鑄件都有一種最適合他的造型方式,選擇V 法工藝時必須要考慮到它的適用性、實用性、經濟性等。要首先根據工藝確定砂箱規格,然后結合產能、環保、投資等因素確定生產線的樣式,目前國內V 法線形式主要有以下三種。
2.2.1 穿梭式V 法造型線
穿梭式V 法造型線(圖2)設備投資較小,生產靈活,效率:4~6 型/h。它是靠移動震實臺來回穿梭,通常將模板(帶負壓箱)放置到移動震實臺上,移動震實臺不僅起到震實砂型的作用,而且是整個模板和砂型的載體。覆膜、噴涂料、扣空砂箱、涂料烘干、加砂震實、刮平、覆背膜、起模等多個工序都在移動震實臺上完成。

圖2 穿梭式V 法造型線
2.2.2 轉臺式V 法造型線
轉臺式V 法造型線(圖3)占地面積小,造型效率高。轉臺式V 法造型線將造型各工步環形分布,通過一轉盤實現模樣在各工步間的移動,有兩工位、四工位、六工位、八工位等多種形式。工位越多,分工越細化,工序之間的干擾越小,造型的速率也就越高。

圖3 轉臺式V 法造型線
2.2.3 組合式V 法造型線
組合式V 法造型線(圖4)一般是大型開式自動化線,不但性能可靠、技術先進,而且自動化程度高,效率高,造型效率可達20 型/h。生產線由上下箱造型圈、下芯圈、澆注冷卻圈、砂處理、輔助的液壓、電控、氣動等部分組成。

圖4 組合式V 法造型線
2.3 實現設備運行的數據化采集
智能制造是以基層數據為基礎,如何收集數據、收集哪些數據是需要我們設備制造商要解決的問題,下面根據V 法造型的五個工部進行介紹。
2.3.1 造型工部
2.3.1.1 覆膜與展膜裝置
覆膜主要是通過對薄膜均勻加熱使薄膜能與模型緊密的貼合達到順利覆膜的目的。主要完成表1 中數據的采集。

表1 覆膜與展膜裝置采集數據
2.3.1.2 噴涂
目前已經有鑄造廠家實現了機器人噴涂,可以實現對涂料成分、波美度、噴涂時間等數據的采集,根據不同的模具掃碼自動運行各自的程序。
2.3.1.3 烘干
烘干用于模型噴完涂料以后的涂料烘干,主要完成表2 中數據的采集。

表2 烘干數據采集
2.3.1.4 加砂震實
此工序主要是型砂在震動加速度作用下產生相對運動,從而得到緊實而均勻的型砂。主要完成表3 中數據的采集。
2.3.1.5 覆背膜
現在有許多生產線已經實現自動刮平覆背膜這項工作,在此工序主要完成表4 中數據的采集。

表3 加砂震實數據采集
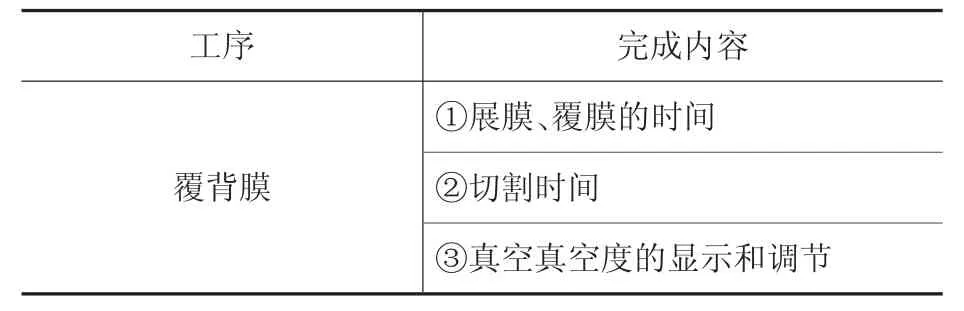
表4 覆背膜數據采集
2.3.1.6 起模、合箱
在生產線中已經大部分普及了機械手,在此工序要監測表5 中的數據。
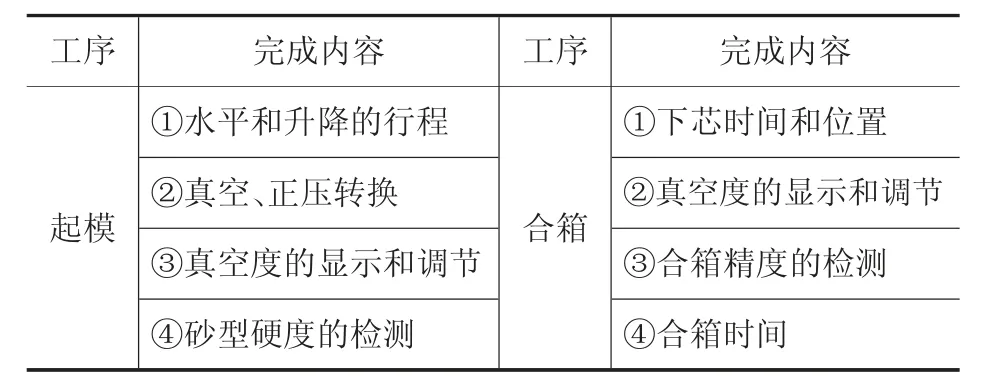
表5 起模合箱數據采集
2.3.2 砂處理工部
砂處理工部主要是為了解決砂子的溫度、粉塵、顆粒度和磁性物質去除的問題。所以在砂處理工部中的落砂、輸送、提升、磁選、降溫、皮帶等設備都應分別具有:效率檢測、溫度檢測(砂溫以及配套的水溫、氣溫、油溫等)、粉塵檢測、故障檢測、速度檢測與調整。
2.3.3 除塵工部
除塵是V 法鑄造中非常重要的環節,要根據選擇的砂子目數以及現場使用的環境進行配置,管道要盡量短,要遵循流體學原理,設計要科學、合理。特別是新上馬的鑄造項目一定要控制好排放濃度,不僅如此,在有機溶劑收集(圖5)、澆注除塵、VOC 處理等方面都要有相應的設備,排放要符合當地政府的環保和崗位衛生的要求。我們要在主要的設備除塵口安裝流量和粉塵監測裝置,在主管道上還要加裝消音器等。

圖5 噴涂除塵現場
2.3.4 真空工部
真空系統(見圖6)是V 法鑄造的核心,完整的真空系統主要由真空泵、水浴除塵器、穩壓罐、水循環系統、電控系統等部分組成。在設計該系統時首先要確定真空泵的容量氣率,在使用過程中除了表6 中的點外,要監測每個工序、每個點的真空變化,配有真空變頻節能控制后實現真空的匹配和調整。

圖6 智能澆注現場

表6 真空系統數據采集
2.3.5 工裝
這里介紹的工裝主要包括模具和砂箱兩部分。
2.3.5.1 模具
V 法造型用模具包括模型和放置模型的底板,在長度方向沿中心線兩側端部設有與砂箱配合的定位銷套,在模板下面設有抽氣室。要想實現生產線自動運行和主要數據收集,我們先要在模具上做上標識,模具進入生產線時可以自動掃描,在真空度、溫度等方面都要監測數據
2.3.5.2 砂箱
V 法造型的砂箱是專用砂箱,對砂箱要監測的主要數據見表7。
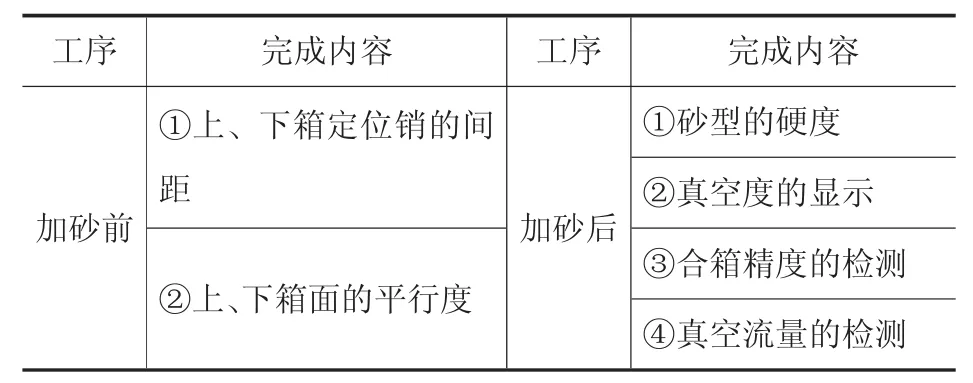
表7 砂箱數據采集
2.3.6 電氣控制系統
電氣控制采用西門子S7 系列可編程控制器(PLC)控制,PLC 具有PN 通訊接口,可通過交換機實現與中控室的以太網通訊,實現在中控室上位機(本線不配備)上對生產線設備運行狀態的監控,并與運行系統連鎖。系統配備遠程數據訪問模組,可通過4G/WIFI/以太網進行遠程數據訪問。通過此配置,可遠程協助用戶解決使用中遇到的故障。
3 如何實現V 法智能制造工廠
3.1 基礎數字化
3.1.1 制造裝備
我們的裝備要具備完善的檔案信息、通信接口、一定的可視化能力和人機交互能力,能接收執行層下達的活動定義信息、能向執行層提供制作的活動反饋信息,相關數據進入企業核心數據庫。
3.1.2 生產資源
用條碼及電子標簽等編碼技術,實現生產資源的可識別,對生產資源的編號、參數及使用對象等信息自動或半自動方式讀取,并自動上傳到相應設備或者執行層,可利用RFID 等進行設備及執行層的數據寫入。
集成以上工廠底層數據(見圖7),對接工廠總體設計、布局信息,形成工廠系統模型,建立虛擬工廠,實現虛擬與現實工廠同步。

圖7 電爐數字化加料系統顯示
3.2 裝備
通過嵌入射頻識別(RFID)、條碼識別、視覺檢測技術、激光傳感器等無線感知技術和視覺環境感知、閉環控制等全方位智能控制技術,使裝備具有自感知、自診斷、自適應、自決策等能力。實現工廠內部整套裝備系統、生產線、設施與移動操作終端的互聯,工廠互聯和信息安全具有保障。
3.3 工藝設計數字化
采用三維計算機輔助設計(CAD)、有限元分析(CAE)、計算機輔助工藝規劃(CAPP)等技術,進行工藝路線和工藝布局仿真、加工過程仿真和(或)裝配過程仿真,建立工藝知識庫(工藝相關規范、成功工藝設計案例、專家知識庫等),提供電子化的工藝文件,并可下達到生產現場指導生產,向制造執行系統輸出工藝BOM。
3.4 工廠信息交互
3.4.1 通信網絡
采用現場總線、工業以太網通信、無線通信等方式,建立工廠級的工業通信網絡,實現控制設備與現場設備之間的通信。構建工廠的全周期的信息數據鏈,以工廠級工業通信網絡為基礎,通過軟件控制應用和軟件定義機器的緊密聯動,促進機器之間、機器與控制平臺之間、企業上下游之間的實時連接和智能交互。
3.4.2 數據采集與存儲
在企業數據字典定義的數據采集內容基礎上,結合數據的實時性要求,利用合理的網絡通信方式和數據存儲方式,配置符合設計要求的數據采集和分析系統,對工廠所需數據進行采集、存儲與管理(支持異構數據之間的格式轉換),并采用實時數據庫和歷史數據庫相結合的存儲方式,采取工業信息安全策略,與企業級數據中心實現對接。
3.4.3 數據字典
工廠應按以下要求建立數據字典:包括工廠制造過程中需要交互的全部信息(設備狀態信息、生產過程信息、物流與倉儲信息、檢驗與質量信息、生產計劃信息等),能描述數據名稱、來源、語義、結構以及數據類型等各類數據基本信息,支持個性化定制。采取全流程可視化的用戶定制模式,實現信息的全流程共享,用戶在參與產品設計的同時,還可以隨時查看產品制造、訂單配送等所有環節信息。
3.5 制造運行管理數字化
建設協同云制造平臺、能源管理平臺、智能故障診斷與服務平臺及智能決策分析平臺等,無縫集成與優化企業的虛擬設計,產品信息能夠貫穿于設計、制造、質量、物流等環節,建立產品研發創新平臺和網絡營銷服務平臺,用戶能夠參與設計、生產等環節,滿足用戶個性化需求,實現產品的全生命周期管理(PLM)。工廠生產實現基于工業互聯網的信息共享及優化管理。
3.6 效益情況
提高生產過程可控性、減少生產線人工干預,以及合理計劃排程。實現靈活和柔性的工廠生產組織,使工廠生產模式向規模化定制生產轉變,滿足用戶定制需求。全面提升智能工廠的工藝流程改進、資源配置優化、設備遠程維護、在線設備故障預警與處理、生產管理精細化等水平,實現研發、生產、供應鏈、營銷及售后服務等各環節的信息貫通及協同。
如圖8 所示:以信息化為手段、以數字化為根本,實現智能制造。
我們的智能制造工廠也是信息化和工業自動化的高層次的深度結合(圖9),是以信息化帶動工業自動化、以工業自動化促進信息化,走新型工業化道路。
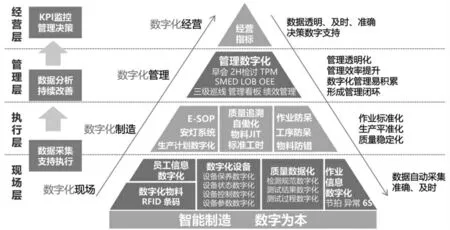
圖8 數字為本

圖9 兩化融合
兩化融合的核心就是信息化為支撐,追求可持續發展模式。V 法鑄造應以工藝為先、裝備保障,而這一切的重點是從業人員素質和技能的提升。從工控、計算機通信技術、網絡技術等方面著手,系統學習、考慮如何與制造業結合,設計出更多智能、柔性的鑄造裝備應用到使用工廠,立足工作崗位、設計出具有創新引領能力和明顯競爭優勢的裝備。要讓機器、設備、集群和網絡組成,能夠在更深的層面和連接能力、大數據、數字分析相結合。實現智能制造的核心是工藝裝備與人工智能的融合,實現工藝裝備的智能化,是制造業轉型發展的方向。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
