攤鋪機左右懸臂鑄造工藝優(yōu)化設計研究
2021-02-02 03:24:24紀漢成原金勝付慶斌
中國鑄造裝備與技術 2021年1期
關鍵詞:工藝
紀漢成,原金勝,付慶斌
(科華控股溧陽市聯(lián)華機械制造有限公司,江蘇常州 213354)
筑路機械攤鋪機中調平系統(tǒng)將攤鋪機主機部分與熨平裝置連接在一起,通過調節(jié)調平系統(tǒng)改變攤鋪厚度和保證攤鋪平整度,而左右懸臂是調平系統(tǒng)的重要支撐零部件,直接連接攤鋪機主機和熨平裝置,故此左右懸臂的工作環(huán)境惡劣,對懸臂的質量要求極高,鑄件可靠性和安全性能要求高,不允許有任何鑄造缺陷,鑄件要進行PT、RT 檢測。
1 懸臂結構特點及技術要求
左右懸臂鑄件結構較為復雜,呈平板垂直連接結構,如圖1 所示。鑄件材質牌號為1E4677C(QT600-10),凈重58 kg,最大輪廓尺寸600mm×350mm×280mm,主要壁厚為35mm,最大壁厚為60mm。
鑄件要求的化學成分、力學性能如表1、表2所示。

表1 懸臂鑄件的化學成分(1E4677C) ωB/%
表2 懸臂鑄件本體力學性能(1E4677C)

圖1 懸臂鑄件結構
懸臂鑄件的金相組織:珠光體≤5%,碳化物≤1%,反應層≤0.35mm。石墨類型:球狀。石墨大小:5~6 級,球化率≥80%。
2 原生產(chǎn)工藝及存在問題
2.1 造型工藝
采用一模兩件呋喃樹脂砂造型,鑄件大平板朝下放置,側邊澆冒口澆口工藝,采用半封閉式澆注系統(tǒng),澆道截面積比為F直:F橫:F內=1:1.2:1.0,直澆道截面尺寸為?60mm,橫澆道截面尺寸為75/80mm×75mm,內澆道(2 道)35/40mm×45mm。設?80/?90mm×l35mm 側邊澆冒口1 個,?20×l20mm 出氣針10 個。放置1 個75mm×75mm×20mm 的泡沫陶瓷過濾片,鑄件的熱節(jié)處放置冷鐵2 塊。具體工藝方案如圖2 所示。

圖2 懸臂鑄件原工藝
2.2 熔煉工藝
原鐵液化學成分ω(C):2.8%~3.0%,ω(Si):3.1%~3.2%,ω(Mn)≤0.3%,ω(Ni):0.5%,ω(Cr)≤0.1%,ω(Cu)≤0.1%,ω(P)≤0.06%,ω(S)≤0.025%。
爐料及配比:選用高質量的爐料,爐料配比600kg,其中打包廢鋼50%,龍鳳山生鐵30%,回爐料20%。
球化處理采用包內凹坑沖入法[1]。球化劑選用東豐稀土硅鐵鎂球化劑,加入量1.4%。預處理劑采用0.8%~0.1%的碳化硅。孕育方式采用東豐低BaSi 高效孕育劑覆蓋一次孕育,孕育劑加入量為0.4%,及高硅鋇二次轉包孕育,孕育劑加入量為0.4%,澆注時隨流0.3~0.8mm 的東豐低BaSi 孕育劑,加入量為0.1%。鐵液的出爐溫度為1500±10℃,鑄件的澆注溫度控制在1370~1400℃,取鑄件本體試塊檢測力學性能及金相組織。
2.3 存在問題
采用呋喃樹脂砂大平板朝下的側邊澆冒口澆注系統(tǒng),側邊補縮澆口偏向熱節(jié)的一邊,冒口的補縮壓力頭偏小,鑄件大平板處的熱節(jié)緊靠冷鐵激冷難以補縮,故此造成熱節(jié)處縮松缺陷。
經(jīng)過解剖及X 射線檢測發(fā)現(xiàn)鑄件有幾處縮松缺陷,如圖2 所示。
取樣檢測鑄件本體試塊,其力學性能強度、硬度、延伸率合格,但金相組織中發(fā)現(xiàn)粗大及碎塊狀石墨缺陷。依靠貴重金屬Ni 來提高鑄件材質的強度及延伸率,增加了生產(chǎn)成本。
3 工藝改進及生產(chǎn)驗證
3.1 工藝改進
采用大平板朝上的側邊澆冒口工藝,并加設發(fā)熱保溫冒口,提高了鑄件的補縮壓力及補縮能力;將原側邊澆冒口的補縮冒口頸改在2 個熱節(jié)之間,方便澆冒口直接補縮熱節(jié)。取消外冷鐵,防止縮松偏移。
采用半封閉式澆注系統(tǒng),澆道截面比為F直:F橫:F內=1:1.2:1.0,直澆道截面尺寸為?60mm,側邊內澆道,截面尺寸為35/45×45mm。在鑄件大平板的頂面設置?80×110mm 發(fā)熱保溫冒口2 個,設置出氣針及出氣片8 個。具體工藝方案如圖3所示。
優(yōu)化球墨鑄鐵熔煉工藝[2]及成分配料,采用硅固溶強化鐵素體球墨鑄鐵原理,取消貴重金屬Ni,采用低碳中硅無合金成分及純凈廢鋼、高純生鐵配料,快速熔煉,鐵液熔煉時間≤60min。
改進后原鐵液化學成分ω(C):2.8%~3.0%,ω(Si):3.1%~3.2%,ω(Mn)≤0.3%,ω(Cr)≤0.1%,ω(Cu)≤0.1%,ω(P)≤0.06%,ω(S)≤0.025%。
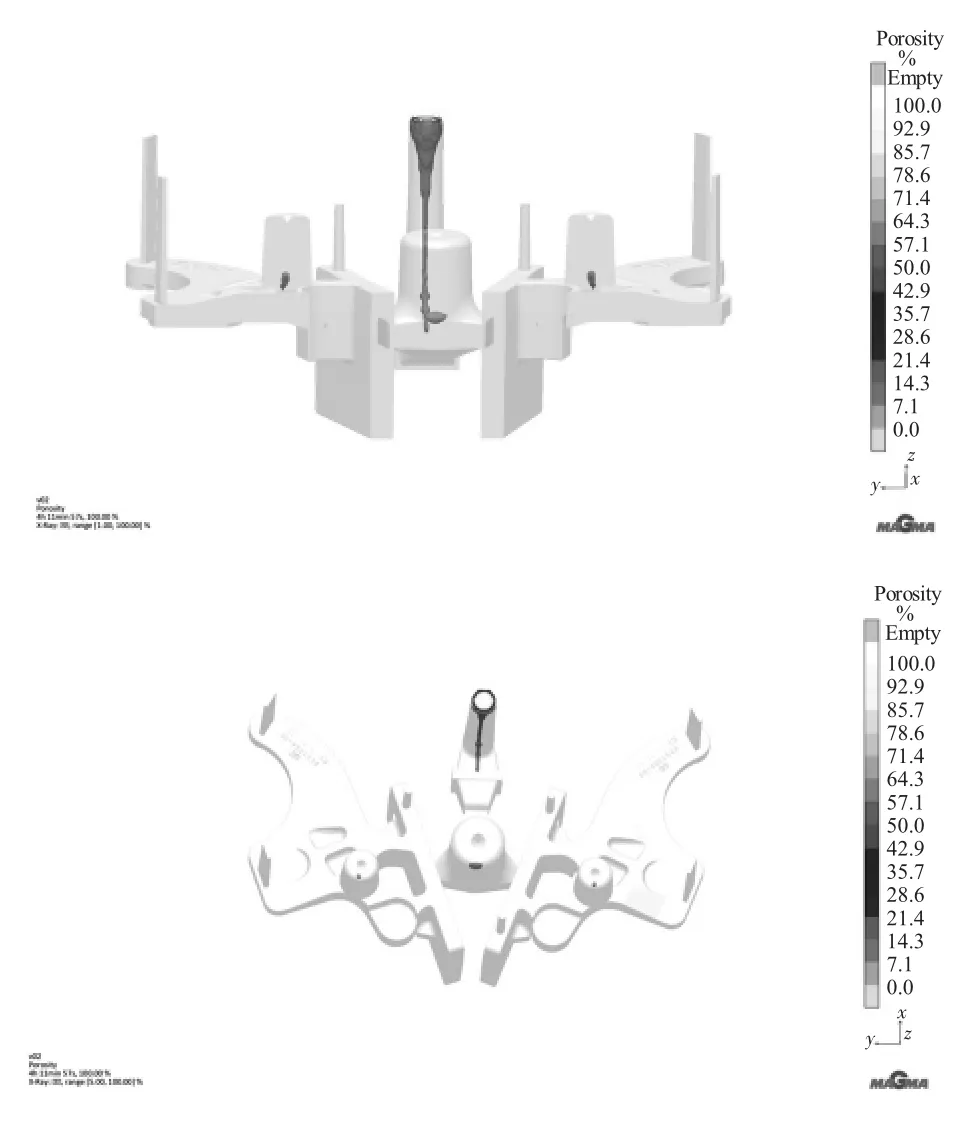
圖3 懸臂鑄件改進工藝
爐料配比600kg,其中打包廢鋼70%,龍鳳山生鐵30%。
球化處理采用包內凹坑沖入法。球化劑選用東豐無稀土硅鐵鎂球化劑,加入量1.4%。預處理劑采用0.8%~0.1%的碳化硅。孕育方式采用東豐低BaSi 高效孕育劑覆蓋一次孕育,孕育劑加入量為0.4%,及高硅鋇二次轉包孕育,孕育劑加入量為0.4%,澆注時隨流0.3~0.8mm 的特種含鉍孕育劑,加入量為0.1%。
適當降低出爐溫度及澆注溫度,鐵液的出爐溫度為1480±10℃,鑄件的澆注溫度控制在1350~1380℃,澆注時間≤8min。
3.2 生產(chǎn)驗證
采用大平板朝上的側邊澆冒口工藝,提高了鑄件的補縮壓力及補縮能力,防止鑄件熱節(jié)縮松缺陷。
應用無稀土球化劑及特種含鉍孕育劑,強化了孕育效果,嚴格控制澆注溫度,提高了材質的強度及延伸率,徹底消除了材質金相碎塊狀石墨及反應層缺陷。
生產(chǎn)結果表明:懸臂鑄件解剖無縮松缺陷及X-ray 檢測達到一級,材質力學性能及金相組織完全符合客戶技術要求。
鑄件的化學成分ω(C):2.85%,ω(Si):4.2%,ω(Mn):0.25%,ω(Cr):0.06%,ω(Cu):0.05%,ω(Mg):0.42%,ω(P):0.05%,ω(S)≤0.015%。
其力學性能:抗拉強度595MPa,屈服強度455MPa,延伸率10%,硬度202HB。
基體組織:珠光體3%,碳化物≤1%,反應層≤0.25mm。石墨類型:球狀。石墨大小:6 級,球化率≥85%。
4 結論
(1)對球鐵懸臂造型工藝進行改進:將原大平板朝下工藝改朝上工藝澆注,并加設發(fā)熱保溫冒口,提高了鑄件的補縮壓力及補縮能力;將原側邊澆冒口的補縮冒口頸改在2 個熱節(jié)之間,方便澆冒口直接補縮熱節(jié),成功地生產(chǎn)出合格鑄件,大大提高了鑄件綜合成品率,降低了生產(chǎn)成本。鑄件工藝出品率達75%,鑄件合格率達97%以上,取得了很好的經(jīng)濟效益。
(2)對球鐵懸臂熔煉工藝及配料進行改進:優(yōu)化球墨鑄鐵熔煉工藝及成分配料,采用低碳中硅無合金成分及純凈廢鋼、高純生鐵配料,快速熔煉,應用無稀土球化劑及特種含鉍孕育劑,強化了孕育效果,嚴格控制澆注溫度,提高了材質的強度及延伸率,徹底消除了材質金相碎塊狀石墨及反應層缺陷降低了生產(chǎn)成本,取得了很好的經(jīng)濟效益。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
