承壓設備焊接式水壓平蓋關鍵技術研究
2021-02-15 08:34:20袁承春
電站輔機 2021年3期
袁承春
(哈爾濱鍋爐廠有限責任公司,黑龍江 哈爾濱 150046 )
0 前 言
鍋爐和壓力容器、壓力管道等承壓設備水壓試驗是整個設備制造過程中的關鍵重要工序。承壓設備水壓試驗前接管端部一般焊接由板材下料加工的圓形水壓平蓋進行封堵。作為臨時焊件,水壓平蓋在水壓試驗時承受著設備最大壓力和應力集中,存在著變形、泄漏、失效等風險。其設計和制造檢驗過程每一疏忽大意、漏洞都可能導致安全事故,因此,水壓平蓋設計、制造、檢驗等安全性、規范性、合理性、先進性至關重要。本文通過對采用鋼板材料制造的承壓設備焊接水壓平蓋工程實踐的調研,結合對相關法規標準學習和理解,對水壓平蓋關鍵技術進行了深入細致地分析和創新研究。對于制造難度大、成本高、周期長的水壓封蓋鍛件則不予討論。
1 設計結構
除鍛件材料、鋼板扳邊制造的凹形端蓋外,水壓試驗時承壓設備圓筒或筒體、接管(統稱接管)通常由板材下料加工的平蓋或平封頭、端蓋、管板等(統稱水壓平蓋)焊接封堵,水壓平蓋與接管呈角接接頭形式,以角焊縫、組合焊縫、對接焊縫等連接,屬于B類焊縫,見圖1。
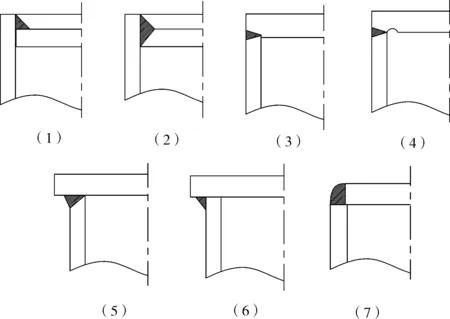
圖1 常見水壓平蓋結構
根據水壓平蓋外徑尺寸和裝焊位置,可將其大致分為Ⅰ、Ⅱ、Ⅲ型,見表1。
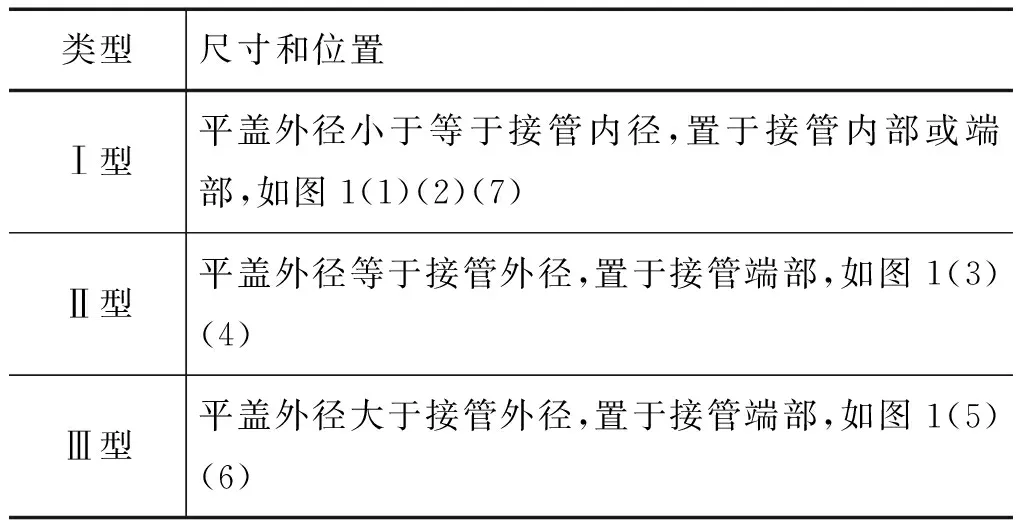
表1 常見水壓平蓋類型
雖然水壓平蓋結構承壓能力差、板材厚重、應力集中嚴重、一次性使用材料浪費大、生產效率低等,但實際生產中由于取材方便、制作簡單而廣泛應用。我國每年制造各類承壓設備消耗的水壓平蓋鋼板材料可達數萬噸、價值數億元。
2 法規標準
一般焊接封堵在承壓設備接管端部、采用鋼板下料加工的平蓋主要涉及的國內外鍋爐和壓力容器法規標準見表2。
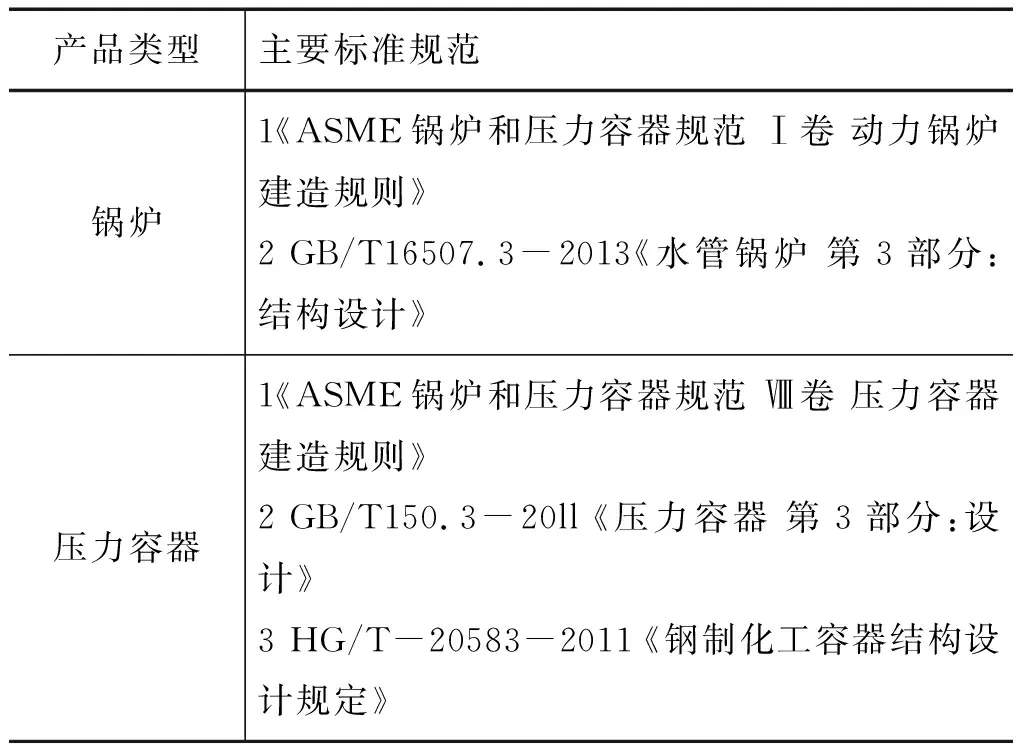
表2 平蓋主要國內外法規標準
2.1 鍋爐
2.1.1 《ASME鍋爐和壓力容器規范Ⅰ卷 動力鍋爐建造規則》
在PG 篇 所有建造方法的通用要求中,允許采用的平蓋見圖2。
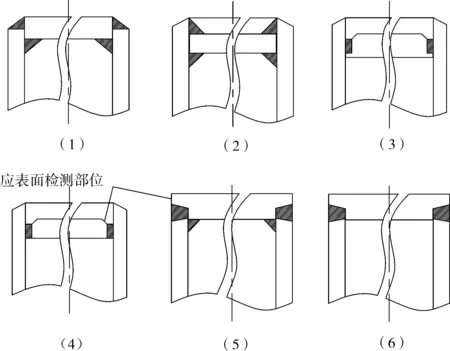
圖2 ASME動力鍋爐允許采用的平蓋
PG-93平板角接頭的檢測和修補要求規定,厚度大于13毫米的平蓋焊在其它接管上形成角接接頭,如果平蓋外露邊緣與焊縫邊緣間的距離小于平蓋厚度,平蓋周邊任何外露加工面在焊接后應采用磁粉或流體滲透方法進行檢測。例如圖2(4)(5)。檢測時所發現的會影響容器安全性的疊層、裂縫或其它缺陷,應進行修補。
PW篇 焊接制作鍋爐的要求規定:禁止采用的平蓋見圖3。
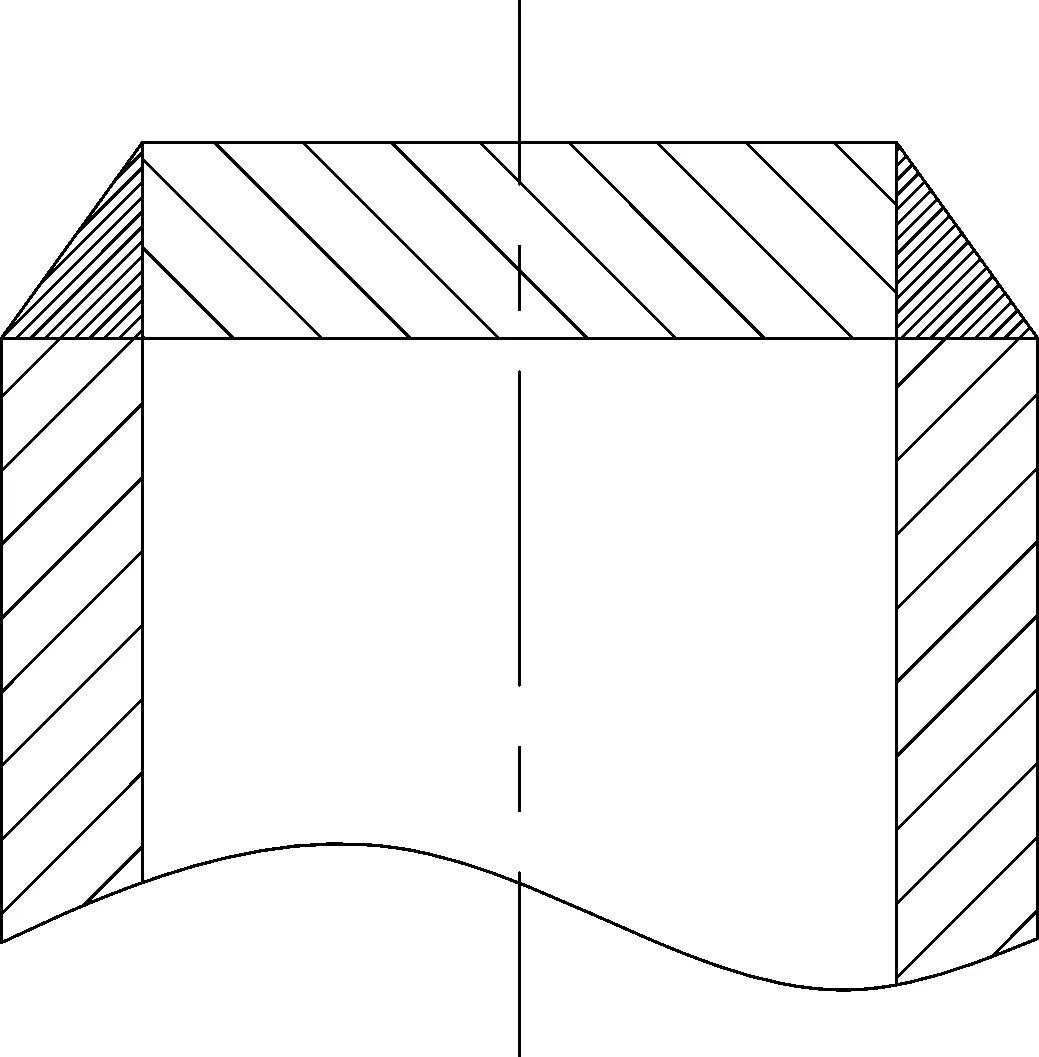
圖3 ASME動力鍋爐禁止采用的平蓋
2.1.2 GB/T16507.3-2013《水管鍋爐 第3部分:結構設計》
第5條焊接連接要求規定,允許采用的平蓋見圖4。例如圖4⑶平蓋在滿足焊腳高度k1=k2=t1時,計算其計算厚度t2的結構特性系數kf取0.65;用于水壓試驗時,結構特性系數kf取0.4;t1為接管計算厚度。
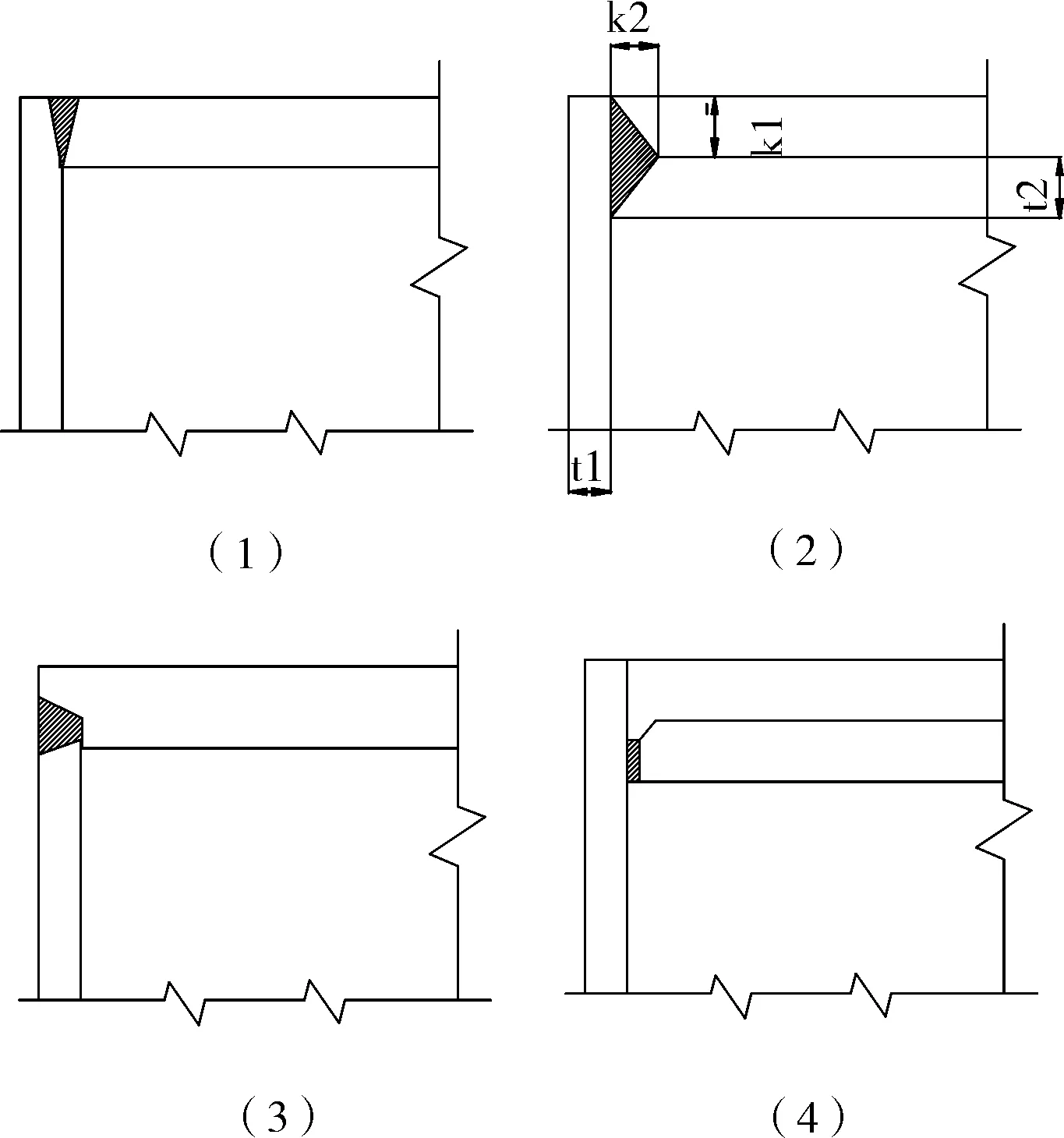
圖4 水管鍋爐允許采用的平蓋
2.2 壓力容器
2.2.1 《ASME鍋爐和壓力容器規范 Ⅷ卷 第一冊 壓力容器建造規則》
2.2.1.1 A分卷 通用要求
UG篇 各種建造方法和各種材料的通用要求規定:允許采用的平蓋見圖5。
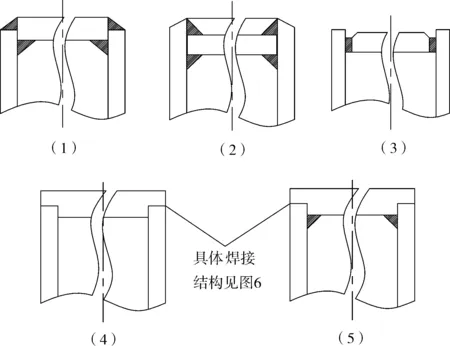
圖5 ASME壓力容器允許采用的平蓋
2.2.1.2 B分卷 與壓力容器制造方法有關的要求
UW篇 焊制壓力容器的要求規定[3],允許采用的平蓋見圖6。例如圖6⑶要求焊縫a+b≥2ts、tp≥ts;圖6⑷要求焊縫a≥2ts;圖6⑹要求焊縫a1+a2≥2ts。tp為平蓋外圓到坡口距離、th為平蓋公稱厚度、ts為接管公稱厚度。
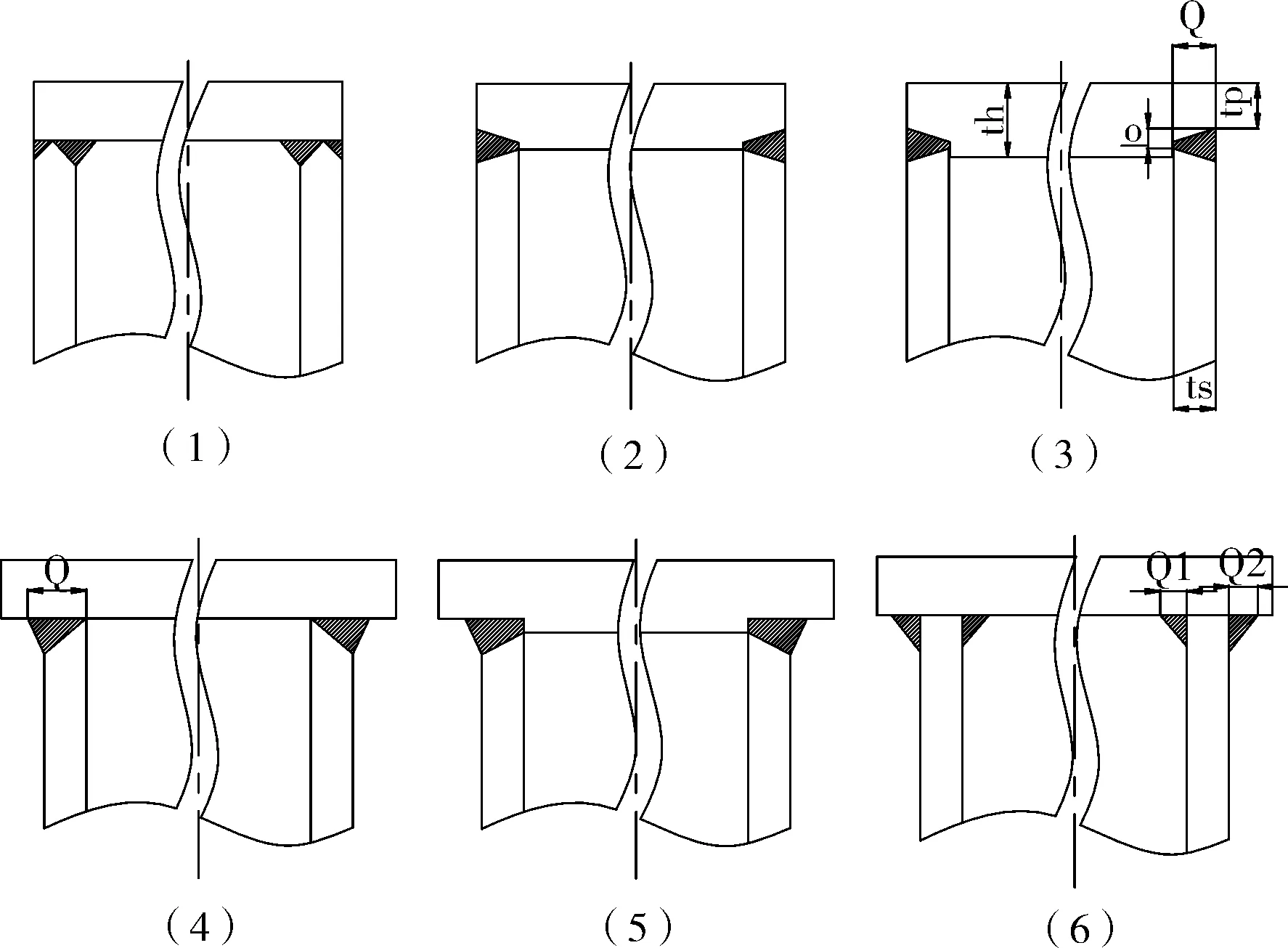
圖6 ASME焊制壓力容器允許采用的平蓋
貫穿接頭的尺寸(角焊縫厚度)小于接管或平蓋厚度或在連接處造成偏心的接頭均不允許,見圖7。
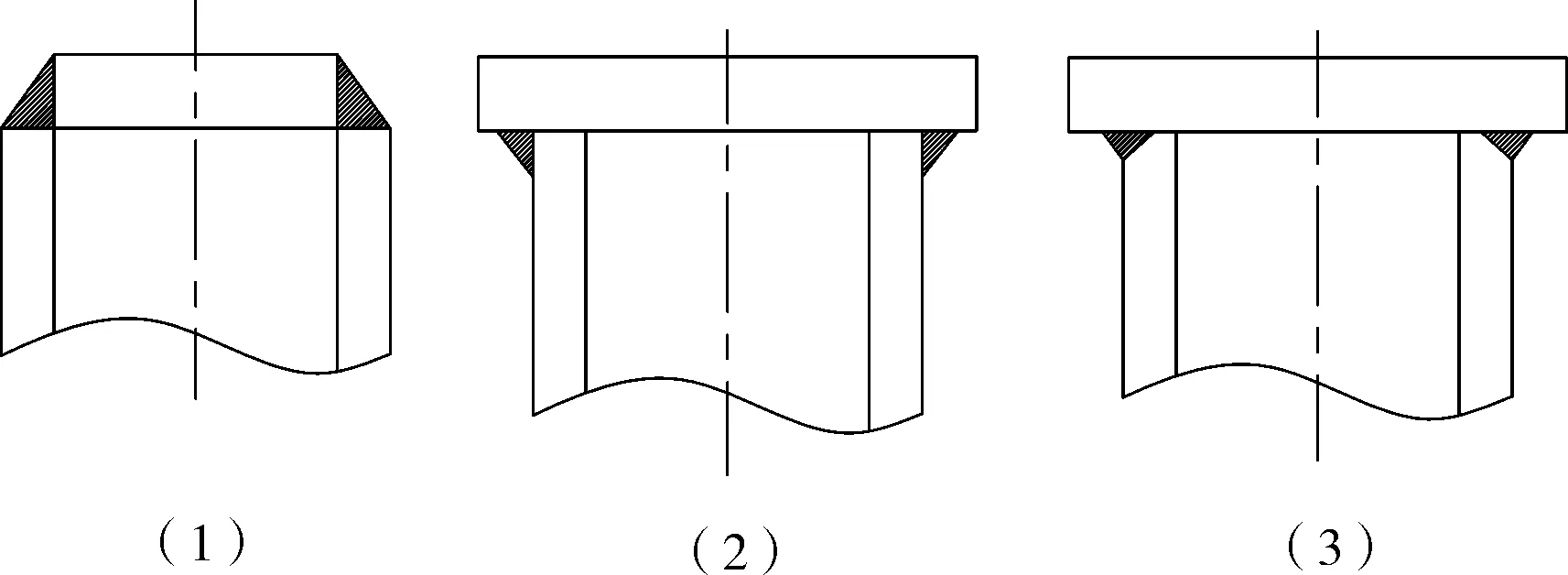
圖7 ASME焊制壓力容器不允許采用的平蓋
帶有對接焊頸的平蓋見圖8,圖8帶頸的平蓋由軋制鋼板加工而成是不允許的,除非當頸部長度在板材全厚度方向內時,滿足以下由板材加工的平蓋頸部的要求:
(1)板材:應當用使生產的材料在全部厚度上具有至少等于材料標準規定性能的方法來制造。板材必須按下列要求進行試驗和檢測:①試樣切取方向應平行于頸部軸線,并盡可能的靠近頸部;②應從頸部的板材切取兩個成直角拉伸試樣。
(2)檢測要求:①零件在機加前后應超聲波檢測;②頸部在焊前應磁粉或滲透檢測;③焊后焊縫及附近應射線或超聲波檢測。
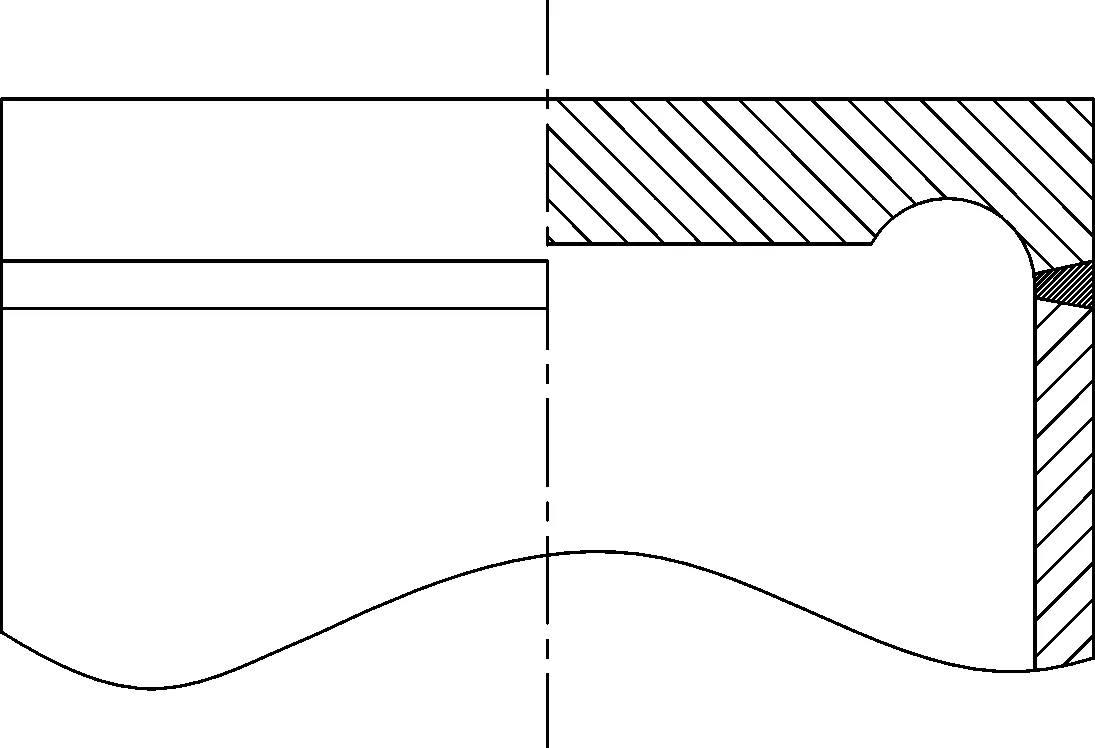
圖8 ASME焊制壓力容器帶有對接焊頸的平蓋
2.2.2 GB/T150.3-20ll 《壓力容器 第3部分:設計》
第5.9條平蓋規定,允許采用的平蓋見圖9。例如圖9⑷要求焊縫厚度k≥1.4ts;圖9⑸要求平蓋外圓到坡口距離th1≥ts+3。th為平蓋有效厚度、ts為接管有效厚度。
設計方法是基于塑性分析導出的,適用于平蓋與筒體和接管全焊透連接結構見圖10。圖10⑴宜采用鍛件加工制造,如采用軋制板材直接加工制造,則應提出抗層狀撕裂性能的附加要求。不允許采用的平蓋結構同圖7。某設備DN200接管曾采用不允許結構圖7⑵而且焊腳小,發生了平蓋變形、焊縫斷裂、平蓋飛出事故。由于焊縫區存在嚴重應力集中,平蓋封頭破壞經常是封頭與管道間焊接不好,封頭結構及焊接結構不合理,導致焊縫無法承受壓力作用而發生強度和結構破壞[1];特種承壓設備安全狀況與監管水平與社會日益增長的質量安全需求不相適應[2]。
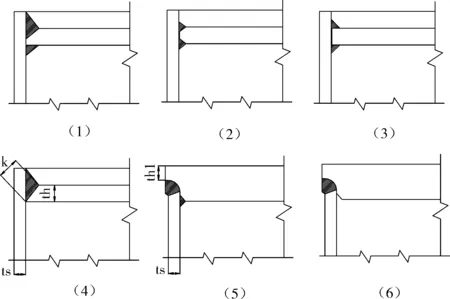
圖9 壓力容器允許采用的平蓋
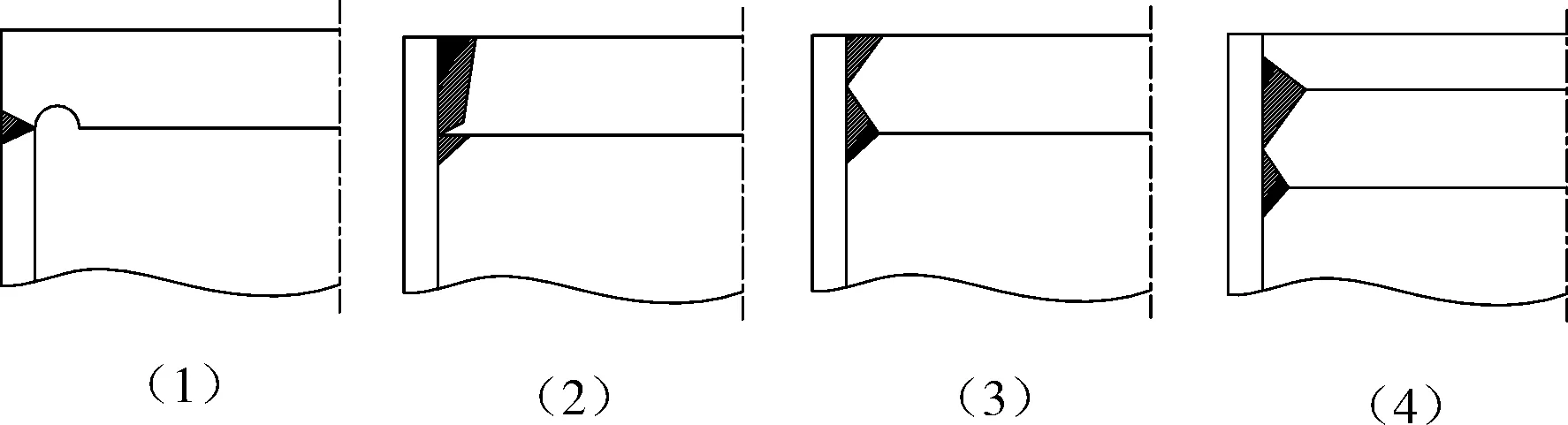
圖10 壓力容器全焊透平蓋
2.2.4 HG/T20583-2011《鋼制化工容器結構設計規定》
第18.5條角接焊縫規定,允許采用的平蓋結構見圖11。例如圖11⑷要求焊腳高度k=ts。th為平蓋名義厚度、ts為接管名義厚度。
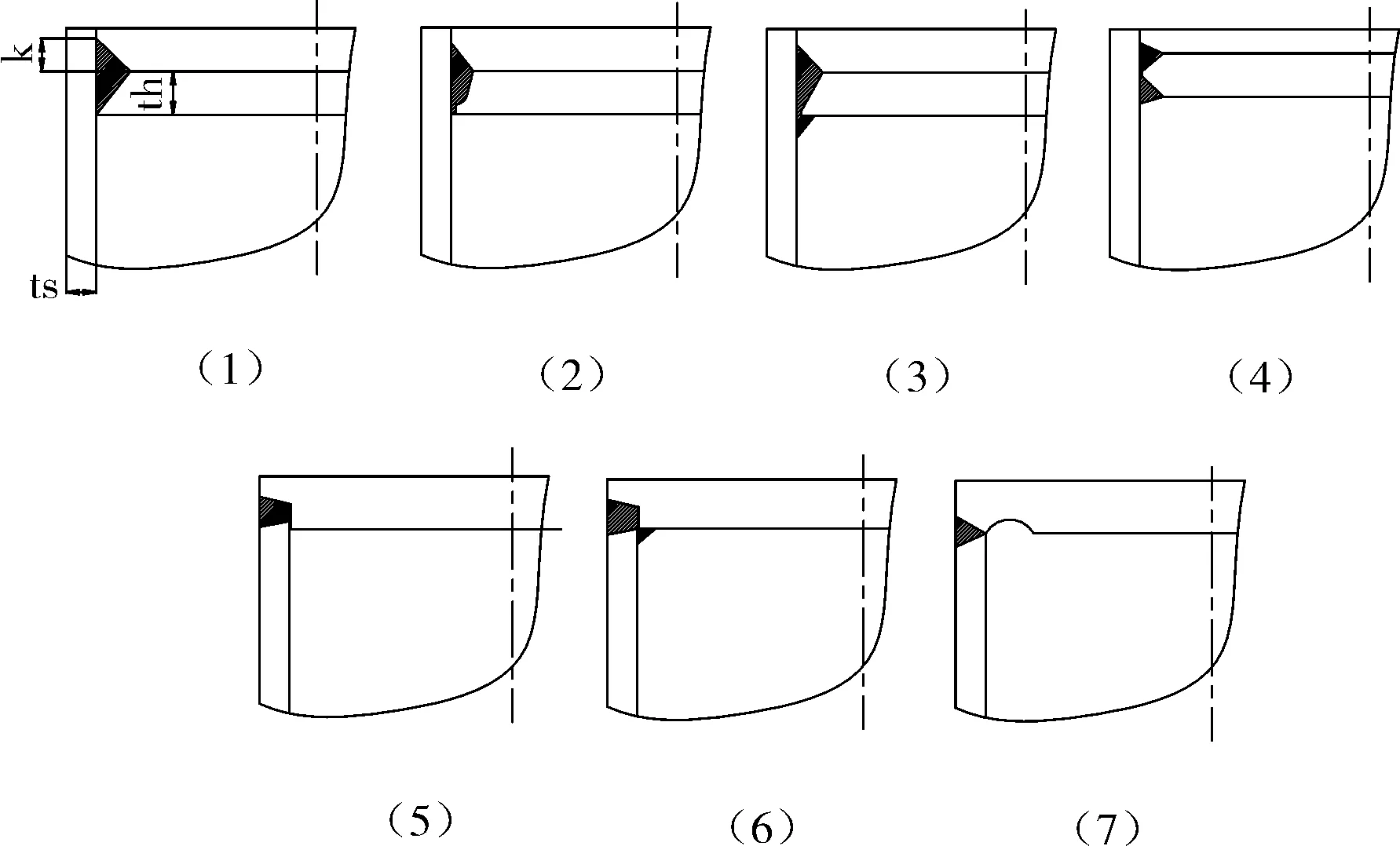
圖11 鋼制化工容器允許采用的平蓋
可以看到,為確保結構安全規范,上述法規標準推薦或強制的每個平蓋都有結構和焊縫尺寸和適用范圍要求、都對應一個結構特性系數。平蓋在接管內徑、內壓力與材料許用應力比值一定的情況下,其厚度都與結構特性系數正相關;或者說符合相關要求的平蓋可以取得結構特征系數、按公式計算平蓋厚度。
3 關鍵技術研究
鍋爐和壓力容器同屬于承壓類特種設備或特種承壓設備。兩者既相互獨立又緊密聯系;各有自己的設計制造標準規范體系和安全技術監察規程。在工程實踐、先進制造技術上可相互借鑒、相互學習。鍋爐和壓力容器產品設計和制造主要法規標準見表3。
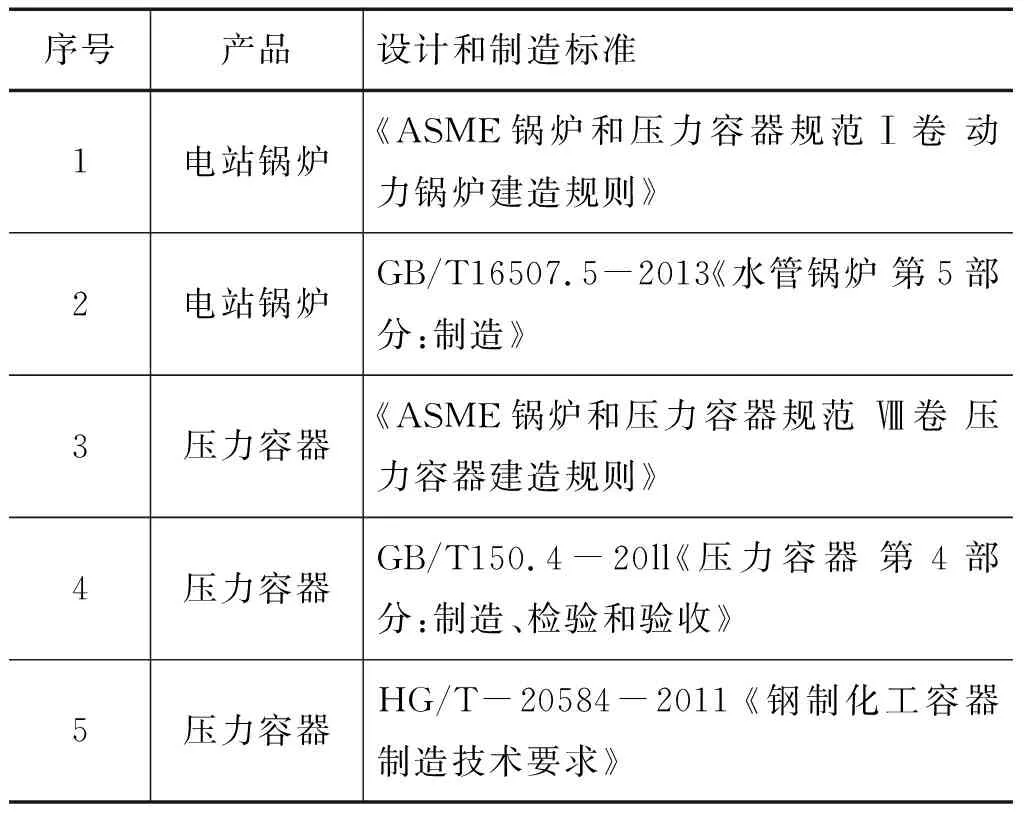
表3 承壓設備相應法規標準
3.1 電站鍋爐
電站鍋爐的鍋筒、啟動分離器、貯水箱、疏水擴容器、集箱等主要承壓零部件的大口徑接管常見水壓平蓋與法規標準平蓋符合程度見表4。
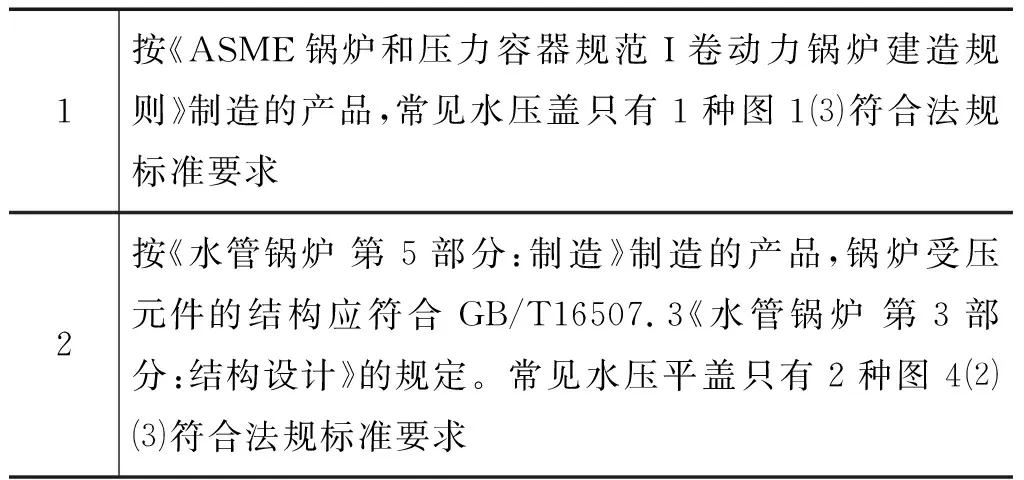
表4 常見水壓平蓋與鍋爐法規標準比較
3.2 壓力容器
石油化工壓力容器、鍋爐除氧器和高壓加熱器等大口徑接管常見水壓平蓋與法規標準平蓋符合程度見表5。
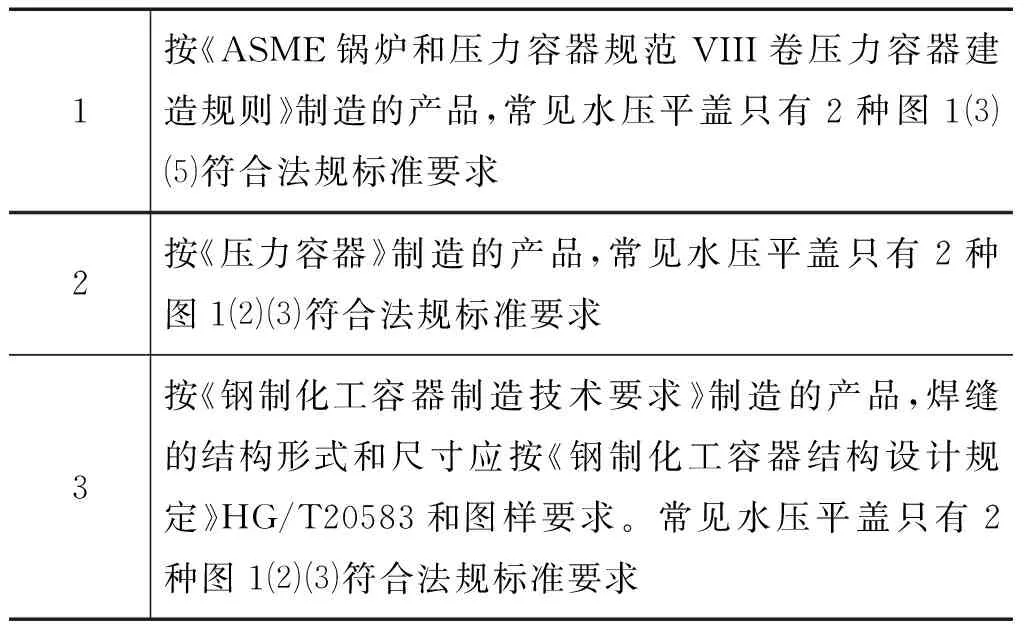
表5 常見水壓平蓋與壓力容器法規標準比較
相關安全技術監察規程要求:壓力容器制造單位應當嚴格執行有關法規、安全技術規范及技術標準,按照設計文件的技術要求制造壓力容器;水壓試驗時,壓力容器上焊接的臨時受壓元件,應當采取適當的措施,保證其強度和安全性;鍋爐的設計也應當符合安全、可靠和節能降耗要求,各受壓元件應當有足夠的強度。
3.3 主要問題和解決辦法
3.3.1 主要問題
水壓平蓋作為臨時焊接的受壓元件,按材料、與接管焊接接頭厚度和設計要求確定是否進行焊后熱處理。當不同厚度受壓元件焊接時,接管與平蓋的B類焊接接頭,取接管厚度作為焊接接頭厚度;水壓平蓋連接焊縫應該按承壓設備法規標準要求進行無損檢測合格。
⑴Ⅰ型水壓平蓋
接管按設計圖紙加工,不留水壓余量,Ⅰ型水壓平蓋主要工藝流程:水壓平蓋氣割下料加工→產品整體熱處理前在接管內壁裝焊水壓平蓋→焊縫檢查→水壓試驗后割除水壓平蓋、修磨內壁→內表面磁粉檢測。
由于在接管內壁沿圓周氣割水壓平蓋,操作難度較大,容易造成內表面母材損傷,需要額外補焊、修磨、無損檢測等返修操作,導致接管內表面質量問題較多。
⑵Ⅱ、Ⅲ型水壓平蓋
接管在水壓試驗前留30~50 mm水壓余量,Ⅱ型水壓平蓋主要工藝流程:水壓平蓋氣割下料加工→產品整體熱處理前在管端裝焊水壓平蓋→焊縫檢查→水壓試驗后割除水壓平蓋→機加管端坡口→坡口表面檢查。在管端預留水壓余量焊接水壓平蓋,降低了接管材料利用率。
實際生產中對Ⅱ型水壓平蓋外圓鋼板表面幾乎沒有進行過磁粉檢測,與規范不符;帶有對接焊頸的Ⅱ型水壓平蓋圖1⑷,相關法規標準要求應采用鍛件材料,如果采用鋼板加工需要進行機械性能檢驗和無損檢測或考慮防止層間撕裂。
承壓設備相關國內外法規標準對受壓元件平蓋設計計算等有具體詳細規定,作為承壓設備主要受壓元件,雖然存在結構厚重、承壓能力差等不利條件,但由于取材方便、制作簡單、長期使用、設計計算規范成熟而廣泛應用。而常見水壓平蓋仍存在著一些需要解決的問題,見表6;
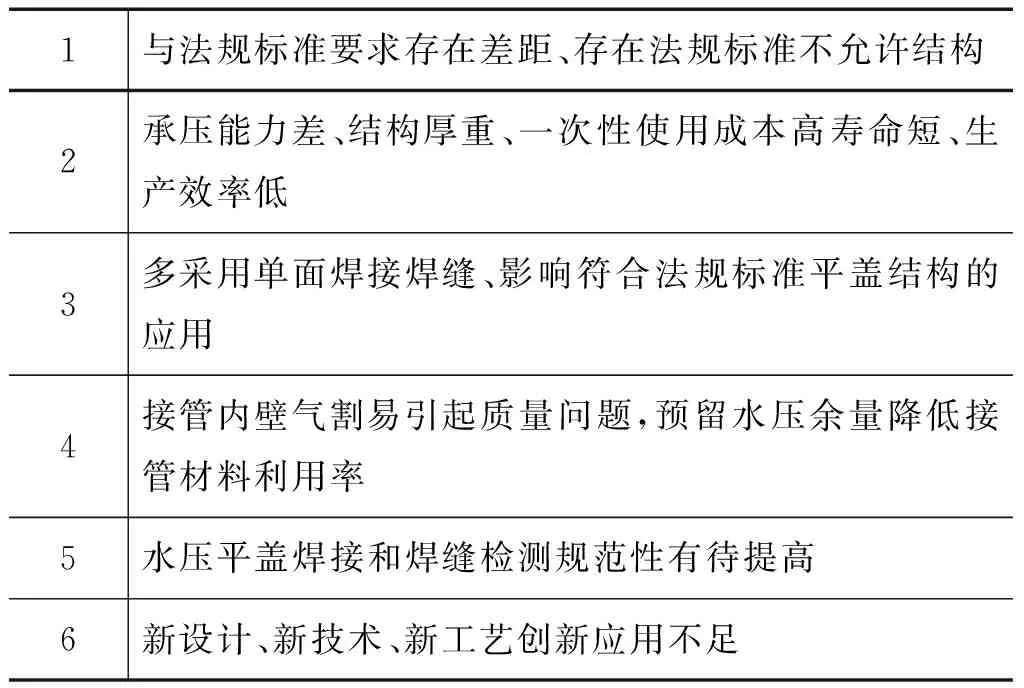
表6 常見水壓平蓋存在的主要問題
3.3.2 解決辦法
通過對承壓設備水壓平蓋關鍵技術分析和研究,可以看到現有工程實踐中水壓平蓋設計結構和制造工藝存在著需要創新解決的疑難技術問題,有效解決辦法:
首先,依據法規標準重新梳理常見水壓平蓋結構合理性,淘汰法規標準不允許的平蓋結構、適當增加法規標準允許的雙面焊平蓋結構,消除安全隱患,提高水壓平蓋規范、安全、可靠性;選用水壓平蓋焊接設計結構和制造工藝要根據產品的設計制造檢驗法規標準,具體問題、具體分析。
其次,根本改變目前常見水壓平蓋設計和制造技術陳舊落后狀況,積極引進應用推廣大口徑厚壁接管水壓平蓋一蓋兩用、可多次使用的凸形封頭形式焊接水壓封蓋[3]、接管水壓余量結構減薄優化、減少接管水壓余量(可將以往一次性使用的水壓平蓋所需的30~50 mm水壓余量降低至可以多次使用的水壓封頭所需的5~15 mm水壓余量)、對接焊縫代替角焊縫和組合焊縫等新發明、新技術、新工藝,大力改善接管內表面質量、優化水壓封蓋形狀結構、增加水壓封蓋重復使用次數、降低接管和水壓平蓋材料消耗,提高經濟效益。
由于與國內外法規標準的平蓋設計要求不符,實際生產中I型水壓平蓋不應采用圖1(1)(7)結構,II型平蓋不應采用圖1(4)結構,III型平蓋不應采用圖1(6)結構。
最后,提高對承壓設備設計制造檢驗的全行業、全員安全意識和管理水平,確保水壓平蓋焊接設計結構和制造安全性、規范性、合理性、先進性、經濟性、可靠性。
總之,實際生產中作為臨時焊件的水壓平蓋設計結構起碼應該不折不扣地參考借鑒并且不違反國內外法規標準對于受壓元件平蓋的設計要求,這樣才能保證其強度、安全性要求;同時,從創新發展角度,又要克服以往實際生產中水壓平蓋一次性使用的陳舊落后做法,大膽采用可以多次使用的凸形封頭的水壓封蓋結構,相應減少焊接消耗和接管水壓余量消耗、材料浪費,優化焊接結構和效率和無損檢測水平。使焊接式水壓平蓋設計結構和制造技術有個全面改觀和提升。
4 結 語
為持續改進和提高鍋爐和壓力容器、壓力管道等特種承壓設備設計和制造質量和關鍵技術水平,推動我國裝備制造高質量發展和科技進步,補短板、堵漏洞、強弱項,本文結合工程實踐經驗和對國內外法規標準規范熟練掌握,對承壓設備常見水壓平蓋存在的疑難技術問題進行了詳細地調研、梳理、分析、研究,供同行業工程技術人員、專家、學者參考、借鑒、交流、探討。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
專用汽車(2016年4期)2016-03-01 04:13:43