探究ZB48型包裝機煙庫煙支對齊裝置的改進
2021-02-26 14:54:26
科學與信息化 2021年4期
關鍵詞:故障
山東中煙工業有限責任公司濟南卷煙廠 山東 濟南 250104
ZB48型卷煙包裝機是由中國煙草總公司從意大利GD公司引進X1SC/4350/PACK-OW包裝機組專有制造技術,由上海煙草機械制造有限責任公司國產化生產的卷煙硬盒硬條的包裝設備,設計最高生產速度為800包/分[1-2]。煙組供給成型系統負責接收上游機煙,由推煙排將其以6-7-7或者7-6-7的形式排列,經由拍煙板拍齊后推入組煙模輪內,并由煙支檢測器檢查煙組的數量和質量[3]。
1 問題分析
1.1 系統結構
ZB48型包裝機煙組成型部件主要有煙庫、下煙槽、煙支進給傳動、煙支推手、煙支轉塔、缺支和空頭檢測等部件,用于實現煙支供料并將煙支推入煙支轉塔形成煙組的功能。
煙庫內煙支經分流、攪動后,以水平狀態進入四組下煙通道,每組7個下煙槽,煙支依靠自重下落至煙槽底部,經拍煙板拍齊后,四組推煙器分別將四組下煙通道底部的煙組推出,經過成型導軌進入煙支轉塔,并在最下方水平布置工位輸出煙組。
由于煙支在下煙槽下落過程中前后位置不一,所以必須通過拍煙機構將煙支的端面排齊,便于煙支的下落。如煙支不齊,則煙支推入煙支轉塔會發生斷殘甚至缺支,上排和側邊有斷殘煙支,四個成型導軌上蓋板有相應故障顯示。
1.2 存在問題
在長期的生產中研究發現,煙支在煙道中下落時,濾嘴端輕,下落較慢,容易發生發生少推入或損壞煙支的情況發生。同時在煙支下落及攪煙過程中,會造成端部落絲,煙道內的煙絲及煙梗會影響下煙速度,體積較大的還會卡住煙支,造成缺支。經測量,煙道寬為10mm,煙支直徑為7.7±0.07mm,煙支與煙道的間隙最小為2.23mm。經測量發現,異物顆粒直徑大于2.23mm,影響煙支下落。
2 改進方法
2.1 配氣室設計
配氣室用于暫存壓縮空氣,并統一配送到各下煙通道,配氣室通過鉆孔和拍煙板連接,其結構較為簡單,主要是通過對下煙通道的實際測繪,得到導紙板支架的尺寸大小。
變徑接頭連接導氣管標準接頭與配氣室,保證氣密性為獲得良好的切削加工性能,選擇45鋼制作的圓柱管螺紋為變徑接頭的螺紋形式,并采用M14細牙2公制螺紋,作為變徑接頭外螺紋。同時根據導氣管接頭螺紋形式確定變徑接頭內螺紋形式為M8標準公制螺紋。
2.2 導氣拍煙板設計
在保留原拍煙板功能前提下加裝清潔風導氣孔,將配氣室中的壓縮空氣,以一定角度和速度輸送到各下煙通道,起到清潔煙梗煙絲的作用。為了保證吹氣裝置的效果,將氣孔設計在拍煙板中部,氣孔距離煙道底部為9cm,角度為30°。
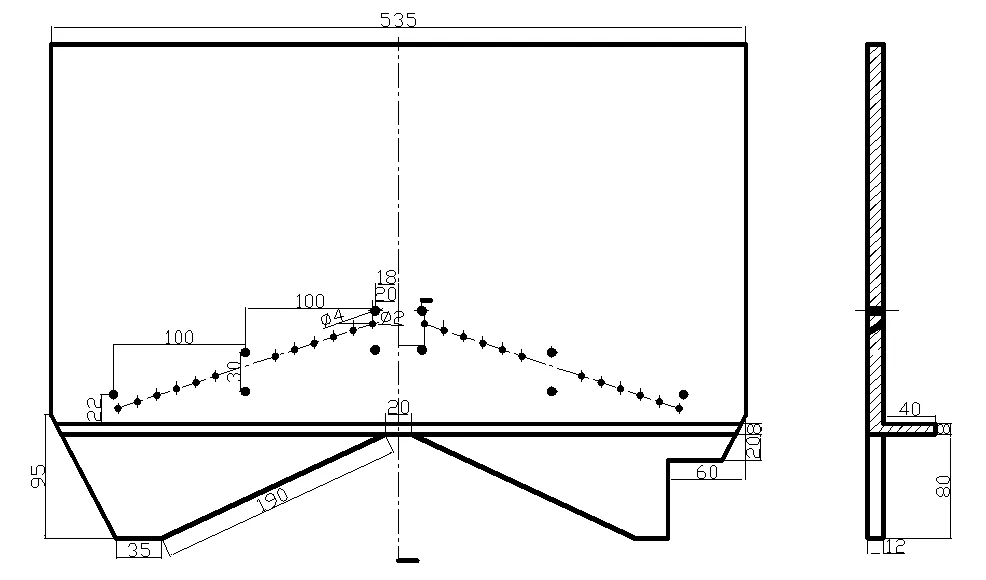
圖1 導氣拍煙板設計圖
2.3 控制單元設計
氣路控制單元控制氣路的通斷,并可實現空氣壓力的調節和顯示為了避免設備停車時,煙道的內煙支長時間受到負壓風作用而造成煙支水分喪失,需要在設備停車時,控制風壓關斷,設備啟動時,控制風壓開通。采用設備原有倍服控制器,不額外增加控制器,直接取繼電器A0.1(設備啟停信號)作為輸出信號,來控制吹風電磁閥的通斷。需要帶壓力表的調壓閥、吹氣電磁閥。
3 應用效果
改進后,對ZB48型卷煙包裝機的生產情況進行了為期一個月的定期統計,統計包裝機故障停機種類和次數,由表1可見,煙組成型環節造成的故障停機占比由改進前的60.96%降低到改進后的26.76%,大幅度降低了故障出現的頻率[4]。
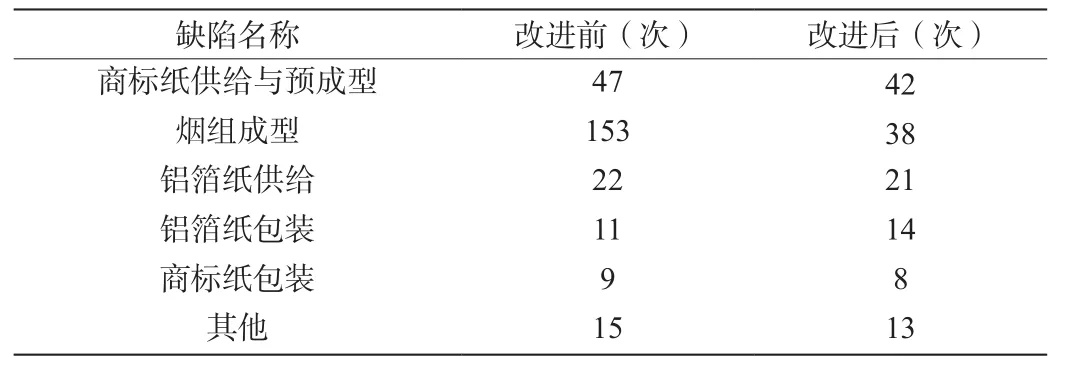
表1 ZB48型硬盒包裝機故障停機統計
4 結束語
通過對ZB48型卷煙包裝機煙庫煙支對齊裝置的改造,形成了一種新型的煙庫煙支對齊裝置:導氣型拍煙板。不僅大大減少了由此故障造成的設備停機,而且也降低了殘煙和材料的損耗,減輕了操作人員的勞動強度。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39