
薄板焊接變形的火焰矯正
2021-02-26 11:40:10黃彥博劉智慧
金屬加工(熱加工) 2021年1期
關鍵詞:變形
黃彥博,劉智慧
德陽東汽電站機械制造有限公司 四川德陽 618000
1 序言
常規的風電機艙罩多采用復合材料制成,具有重量輕、易成形等優點,但同時也存在著成本高、殼體易變形、材料無法回收利用等缺點。因此德陽東汽電站機械制造有限公司對風力發電機組機艙罩采用金屬材料進行了優化設計。金屬機艙罩設計采用內部骨架支撐、外部包裹薄板的形式,保證了機艙罩強度。
這種薄板焊接結構易出現波浪變形,如果火焰矯正方法使用不當,選擇同厚板一樣任意火烤捶打矯正,還會出現斑點狀態的表面。金屬機艙罩制作的難點在于如何有效控制焊接變形,因此生產過程中不僅需要正確的火焰矯正方法,也需要設計各類工裝來保證精度。
2 薄板焊接變形的矯正方法
火焰圓點加熱和線狀加熱產生殘余的壓縮塑性變形,使其彎曲的縱橫纖維得到收縮,恢復至直線形,則薄板的波浪變形得到矯正。
(1)圓點加熱法 圓點加熱法是火焰在構件上加熱為圓點形面積的一種火焰矯正方法。在板件上加熱一個圓點形面積,沿板厚溫度分布,可構成圓柱體或圓錐體(即為加熱體),如圖1所示,其邊界框架與未加熱部分構成剛性固定,則加熱體同兩端剛性固定的鋼棒加熱冷卻產生的變形與應力為同一個道理。加熱體受邊界框架的制約。當加熱溫度至200℃以上時,冷卻后會沿加熱體圓柱的徑向產生殘余的壓縮塑性變形和應力,可使波浪變形減小。由加熱體本身冷卻受邊界框架制約產生拉應力,邊界框架以外產生壓應力,形成新的應力平衡。
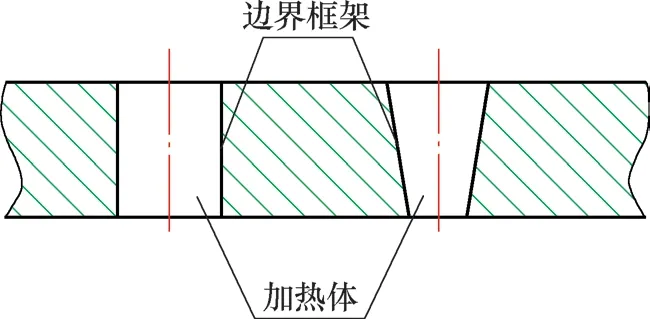
圖1 圓點加熱框架加熱體
加熱圓點的面積大小根據板厚決定,如薄板加熱圓點直徑取較大些,加熱溫度600℃以上屈服點較低,其熱膨脹受邊界框架的制約;若加熱圓點選擇凸向變形位置,則產生的擠壓應力可分為切向應力和法向應力。切向應力使加熱體產生壓縮塑性變形,因加熱體較薄易失穩。法向應力使加熱體和邊界框架凸起成皰狀[1]。但如加熱圓點直徑過小,冷卻后沿加熱體圓柱徑向產生殘余的壓縮塑性變形和應力也較小,因此火焰矯正的效果也不明顯。經過長期的生產實踐,總結出鋼板的厚度與加熱圓點直徑的關系,見表1。
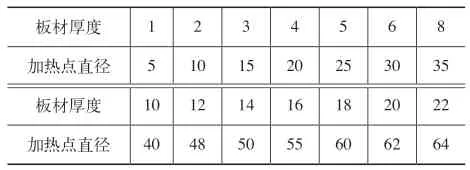
表1 板厚與加熱圓點直徑關系 (mm)
1)錘擊矯正法。將凸起處及凹陷處頂起或用工裝施加外力使變形處成凸起狀態,將火焰加熱圓點錘擊調平。加熱圓點相互之間的距離為80~150mm。加熱圓點順序:先矯正凸起處,后矯正頂起或揪起的凹處。加熱圓點溫度控制在400~490℃,趁熱使用大錘在加熱圓點周邊錘擊至平為止,并同時噴水冷卻。為減少錘傷可采用銅錘或墊平錘錘擊。錘擊矯正法操作簡單,應用廣泛,適用于修理板面質量要求不高的構件。板面易留下疤痕和表面坑凹不平。
2)板面調平定位矯正法。根據構件波浪變形的特點,使用平尺測量劃出矯正范圍。在矯正區域劃出行格圖和加熱圓點面積。火焰加熱前應將凹凸處加外力調平。凸起處壓平,凹處頂成平面,使用平尺檢測調平處方可按照事先劃出的圓點進行加熱。對調平處采用中性火焰,厚板用碳化火焰,加熱調平處溫度至400~490℃時立即噴水冷卻。一般一次在行格內頂壓,在一個平面內可調平幾個圓點,然后加熱、噴水冷卻,再重新檢測行格內平面度變化,實物效果如圖2所示。一般情況下,原加外力將凸起調平加熱冷卻后,卸除外力不會反彈,仍保持加外力時調平的狀態,即加熱點定位于平面內。若將行格諸點逐個加外力調平后,同上述方法加熱冷卻,則所劃的矯正范圍內的波浪變形便會矯平。矯平效果不但能達到技術要求,而且矯正區域不留下錘疤和痕跡[2]。

圖2 圓點矯正實例
3)夾板矯正法。夾板夾持薄板使波浪變形被擠壓恢復到原平面,則板內壓應力也恢復到原壓應力值,加熱體上下周邊框架擠壓力加大,形成剛性框架。由于加熱體熱膨脹受邊界框架的擠壓,壓縮塑性變形加大,則冷卻下來殘余壓縮塑性變形也大,于是過加熱點的縱橫纖維縮短,使松弛的纖維被拉直,板面的波浪變形被矯平[3]。
使用帶孔的具有足夠剛度的平板作為胎具,將帶有波浪變形的板件放在平臺上壓平波浪變形,或使用烤板夾胎將板件波浪變形夾平。然后通過胎具上的孔火焰加熱,噴水冷卻,將板件的波浪變形矯平,夾板矯正實例如圖3所示。

圖3 夾板矯正實例
(2)線狀加熱法 線狀加熱法是火焰在構件上沿直線、曲線和環線的連續加熱方法,被加熱構件上的加熱面積呈一條較窄的帶狀。
火焰在構件上加熱線狀同在構件上堆焊一條焊縫的焊接變形一樣,有沿加熱長度方向的縱向收縮變形、垂直于加熱長度方向的橫向收縮變形,以及以加熱線為軸的角變形,如圖4所示。在一塊板厚為δ,長度為L,寬度為b的矩形鋼板上,使用火焰烤槍沿板中心線呈線狀縱向加熱冷卻,其中△1為縱向收縮量,△2為橫向收縮量,α為角變形。
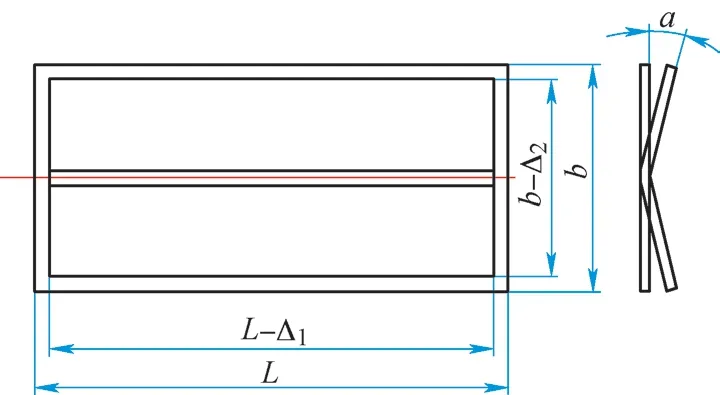
圖4 鋼板中間線狀加熱變形
線狀加熱法其加熱線越寬,在溫度相同的條件下,產生的橫向線性膨脹越大,則火焰矯正產生的壓縮塑性變形就越大,火焰矯正效果也越好,但易引起板件局部翹曲變形。因此線狀加熱寬度應根據構件的變形情況和板厚選擇。
1)直線加熱。火焰在構件上沿直線的火焰矯正。火焰加熱寬度較窄,加熱速度較快。如果構件背部沒有筋板,火焰加熱寬度大,會引起構件局部翹曲變形,因此最好加熱寬度≤15mm。
2)環形線加熱。火焰在構件上一環套一環向前加熱,加熱寬度較大,加熱體溫度均勻,加熱速度較直線加熱速度慢。若加熱體后面沒有依托,加熱線寬度≤40mm。
3)曲線加熱。加熱寬度較大,加熱速度慢,適用于厚板火焰矯正加熱。線狀加熱矯正構件彎曲變形加熱應烤透。但火焰矯正角變形,不得烤透,通常加熱深度為板厚的1/2~1/3。加熱規范要控制穩定。
采用以上三種基本形式,還可組成其他形式的加熱方法,如平行線法、網線法。線與線之間的距離為50~200mm之間,平行線法和網線法可構成局部或大面積加熱。
3 結束語
1)通過實踐得知,夾板矯正在薄板焊接變形的矯正法中是較麻煩的方法,但火焰矯正效果最佳。
2)火焰圓點加熱產生纖維收縮變形的大小與火焰加熱的面積成正比,也與加熱點的分布有關。若加熱點在x、y方向分布均勻,加熱點面積相同,則在板面波浪變形區域形成行格分布,火焰矯正效果好。
3)鋼結構在制造過程中,焊接變形是不可避免的,只有采取有效的方法、措施控制焊接變形,并對超出公差要求的焊接變形進行有效的矯正,才能在滿足質量要求的同時,又滿足經濟性要求。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
