
使用焊補法解決QT500-7球墨鑄鐵輪轂的加工質量問題
2021-02-26 11:40:18張現杰楊偉崗王建全劉佳林
金屬加工(熱加工) 2021年1期
張現杰,楊偉崗,王建全,劉佳林
鄭州宇通重工有限公司 河南鄭州 450000
1 序言
鄭州宇通重工有限公司在加工某產品QT500-7球墨鑄鐵輪轂時,由于機加工尺寸偏差,導致輪轂裝配性能不合格,且無法直接通過機械加工的方式返修,若返回鑄造工廠進行報廢,成本將浪費幾萬元且加工周期無法滿足產品交付的時間要求。通過綜合分析輪轂的結構和QT500-7球墨鑄鐵的焊接性,最終決定采取焊補法進行修復。
2 輪轂的結構分析
輪轂加工出現尺寸偏差的是深度20mm、孔徑320mm的安裝孔(見圖1),孔徑加工后偏大,需要修補后重新機加工。因需修補的位置深度淺,故適合采用焊補法進行修補。但是在修補的過程中,其余已機加工成的尺寸不能受到影響,且要按照原有加工基準在設備上進行重新裝夾、加工。因此,對修補的過程要求非常嚴格,首先要保證修補面的焊接性,其次要保證其余位置的尺寸無變化。

圖1 輪轂結構
3 QT500-7球墨鑄鐵的焊接性分析
鑄鐵碳含量高、焊接性差,由于鑄鐵在凝固冷卻過程中對冷卻速度很敏感,且強度低、塑性差,故焊接鑄鐵的主要問題是白口化及裂紋。
(1)焊接接頭出現白口及淬硬組織的原因 因為焊接時焊縫的冷卻速度遠大于鑄件在砂型中的冷卻速度,因此焊接鑄件時,易在焊縫及熔合區產生大量的滲碳體,呈現白口鐵組織。且由于母材熔化,易使焊縫呈高碳成分,在快速冷卻時將出現高硬度的馬氏體組織。熱影響區中加熱溫度在800~1150℃的區域(奧氏體區),在焊接冷卻較快的條件下,將會析出二次滲碳體、馬氏體,導致該區的硬度和脆性比母材高[1]。
(2)焊接裂紋出現的原因 鑄鐵焊接時,容易出現冷裂紋和熱裂紋。冷裂紋可發生在焊縫上,也可出現于熱影響區,第一層焊縫中會出現馬氏體,在焊接應力作用下,容易形成冷裂紋,嚴重時甚至可引起整個焊縫剝離基體;熱裂紋主要發生在電弧冷焊時,由于母材成分過渡到焊縫中,導致C、S、P的增加,Ni易與S、P等形成低熔點的共晶體,導致結晶裂紋的形成[1],即熱裂紋的產生。
(3)預防措施 結合上述分析,預防鑄鐵焊接時白口化和裂紋的措施主要有以下幾個方面。
首先,選擇合適的焊接材料,如采用屈服極限較低而塑性良好的焊接材料,或采用異質金屬進行鑄鐵焊接,避免焊接接頭、熱影響區中出現高碳成分,防止二次滲碳體和馬氏體的出現,進而避免焊縫金屬產生白口或其他硬脆組織的出現;其次,選擇合適的工藝措施,減小焊接熱輸入,控制層間溫度(≤60℃)[1],減慢焊縫冷卻速度,防止馬氏體的出現。同時要防止和減少焊接殘余應力,避免應力集中導致焊接裂紋和焊接變形的出現。
4 焊補法修復方案
4.1 焊材的選擇
該輪轂焊補后,需要再次進行機加工,因此焊接接頭要有良好的力學性能,同時其力學性能等級要與母材(QT500-7球墨鑄鐵)相匹配。由于焊接過程中,母材熔化時會有一部分的碳元素進入熔合區,因此要選擇塑性優于母材、強度與母材相匹配的焊接材料,而鎳基焊條可具備以上要求,常用的鎳基焊條為Z408。QT500-7和Z408的力學性能分別見表1、表2,從表中數值可得出,Z408的伸長率大于QT500-7,即Z408的塑性優于QT500-7,二者的強度等級屬于等強同級匹配,說明Z408滿足QT500-7的焊補條件。

表1 QT500-7的力學性能

表2 Z408的力學性能[2]
4.2 焊接方式的選擇
結合公司的生產條件和需焊補輪轂的數量,綜合考慮采用焊條電弧焊,其工藝措施簡便、易控,不需要提前高溫預熱和焊后熱處理,避免對輪轂其他已加工成的尺寸和內部組織造成影響。電弧冷焊工藝要點概括如下:準備工作要做好,焊接電流適當小,短段斷續分散焊,焊后立即小錘敲,以此減小白口,防止裂紋[1]。
4.3 工藝措施
1)先用干凈抹布對輪轂需焊補的位置進行擦拭,擦干凈焊縫及其附近200mm范圍內的油污及水分,然后用氧乙炔火焰對焊接部位100mm范圍內烘烤,再次清除鑄鐵內部的油污及水分。烘烤完后等待工件冷卻到60℃以下才能焊接。
2)選用焊條Z408、φ3.2mm,焊接電流80~120A,焊補輪轂前先進行試焊,調整焊接電流至穩定狀態。
3)將輪轂吊起(平面豎直),對焊接部位進行焊接,每段焊縫的長度≤40mm,每焊成一段后,馬上用焊接小錘的小圓頭對焊縫進行錘擊,直到焊縫溫度降到60℃以下才能停止錘擊。每段焊縫施焊前,焊縫處工件的溫度都不允許超過60℃;每段焊縫施焊后,至少要預留出40mm長的一段不焊接。
4)鑄鐵焊補的要點就是分散焊(如每段焊縫長度40mm)、倒退焊(如小段焊接方向和大焊接方向相反)、焊后錘擊,焊工必須嚴格執行。參照圖2將焊縫沿圓周分成30段,首先焊接1~3段;然后將輪轂逆時針轉180°,參照第一次要求再焊接4段焊縫;其次將輪轂繼續逆時針旋轉90°,焊接4段焊縫;最后再旋轉180°,焊接其余4段焊縫。4次焊接結束后,再按照上述操作要求,焊接圖中空白處的焊縫。
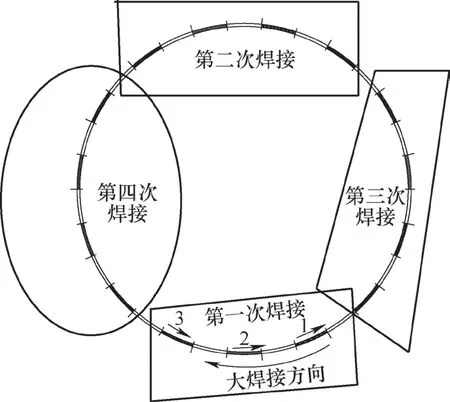
圖2 焊接示意
5)焊后錘擊的目的是讓焊縫產生變形以釋放焊接應力,防止焊縫發生剝離裂紋;倒退焊、分散焊以及用小電流焊接,都是為了減少焊接熱輸入,從而減少焊接應力。這些措施對輪轂焊補的成功至關重要,必須嚴格執行。
6)待輪轂焊后冷卻至室溫后,再進行機加工修復至合格的尺寸要求。
5 結束語
通過采取上述工藝措施,同時工藝人員在現場監督執行情況,最終確保了輪轂返修質量合格,裝配性能合格,且已通過市場驗證。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
