基于Ansys Workbench的不同懸伸量整體硬質合金立銑刀模態分析
2021-02-27 03:13:16李建兵柴柱程文星
金屬加工(冷加工) 2021年1期
李建兵,柴柱,程文星
中車南京浦鎮車輛有限公司 江蘇南京 210031
1 序言
在對轉向架構架一系定位座內擋面和電動機后吊座進行加工時,傳統的加工工藝是采用粗銑和精銑2個工步,分別使用玉米銑刀和精棒銑刀。這種工藝方法雖然可以使加工表面滿足設計圖樣要求,但加工效率低,且刀具成本高。為此對工藝進行了改善,采用整體硬質合金立銑刀,一把刀實現粗銑和精銑2個工步,提高了加工效率,降低了刀具成本。但由于整體硬質合金立銑刀的直徑較小,懸伸量較大,易產生振動,不僅影響構架加工表面的質量,還會對立銑刀的壽命產生影響。
本文通過對不同懸伸量整體硬質合金立銑刀模態分析,為選擇合適的懸伸量及合理的主軸轉速提供了參考,確保構件的加工效率和表面質量。
2 立銑刀模態分析
模態分析就是確定設計結構或機械部件的振動特性,得到結構的固有頻率和振型。對復雜結構進行準確的模態分析,不僅為結構系統的振動特性分析、振動故障診斷及結構動態特性的優化設計提供依據,還可以確定在特定方向上某個振型多大程度參與了振動,使結構避免共振或以特定頻率進行振動。
對結構進行模態分析一般不用求解結構系統的全部固有頻率和振型,振動可以表述為各階固有振型的線性組合,其中低階固有振型要比高階固有振型對結構的振動影響大。因此,低階振型對刀具的動態特性起決定性作用,進行結構的動態分析計算時,只需對其前幾階振型進行分析即可。
本文主要針對φ25mm整體硬質合金立銑刀的不同懸伸量進行模態分析。裝夾刀具時,露出刀柄的部分,即懸伸量(用L表示)如圖1所示。
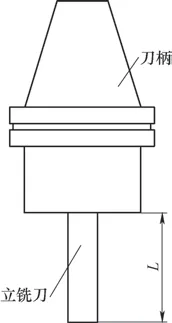
圖1 立銑刀懸伸示意
整體硬質合金立銑刀的懸伸量為銑刀全長的50%~60%是較優的選擇,懸伸量見表1。

表1 整體硬質合金立銑刀的懸伸量 (單位:mm)
3 建立有限元模型
3.1 立銑刀三維模型的建立
Ansys Workbench有限元分析軟件只能建立形狀相對簡單的幾何結構,復雜幾何結構的建立需要借助其他三維建模軟件。在三維建模軟件中建立所需的幾何結構體模型,模型建好以后將其保存為Ansys Workbench有限元分析軟件可以讀取的格式。用于轉向架構架一系定位座內擋面和電動機后吊座加工的整體硬質合金立銑刀結構復雜,無法直接在Ansys Workbench有限元分析軟件中直接建立,因此需要在三維建模軟件中建立其模型,本文選擇SolidWorks三維建模軟件,建立整體硬質合金立銑刀的三維模型如圖2所示。
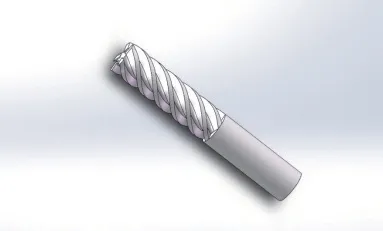
圖2 整體硬質合金立銑刀的三維模型
3.2 立銑刀三維模型導入與網格劃分
由于整體硬質合金立銑刀的刀頭部分比較復雜,棱角較多,為提高網格品質和計算精度,在三維建模時對立銑刀模型進行了適當的簡化。本文將在SolidWorks三維建模軟件中建好的整體硬質合金立銑刀模型保存為x_t格式,導入Ansys Workbench有限元分析軟件中,如圖3所示。
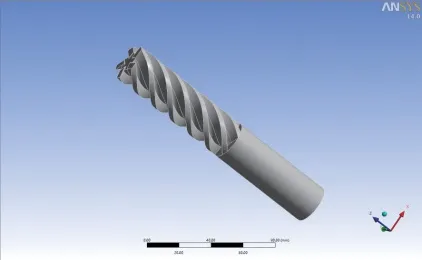
圖3 整體硬質合金立銑刀導入后的有限元模型
整體硬質合金立銑刀由刀柄和刀頭兩部分組成,因此對此立銑刀模型分成兩部分進行網格劃分,刀柄部分采用Solid95(六面體)單元類型,刀頭部分采用Solid92(四面體)單元類型。由于掃掠劃分法和多區域法都無法適用于此立銑刀的刀柄部分,本文選擇六面體網格劃分方法對其進行網格劃分。此立銑刀的刀頭部分是簡單的規格體,最適合采用掃掠劃分法。劃分好網格的整體硬質合金立銑刀(懸伸量85mm)有限元模型共有144 747個結點、88 569個單元,如圖4所示。
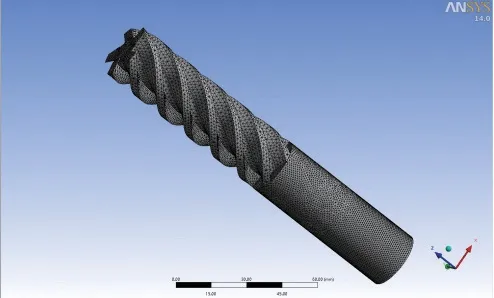
圖4 整體硬質合金立銑刀有限元網格
3.3 立銑刀材料參數的設置
本文使用的立銑刀材質為硬質合金,其材料的主要參數見表2。
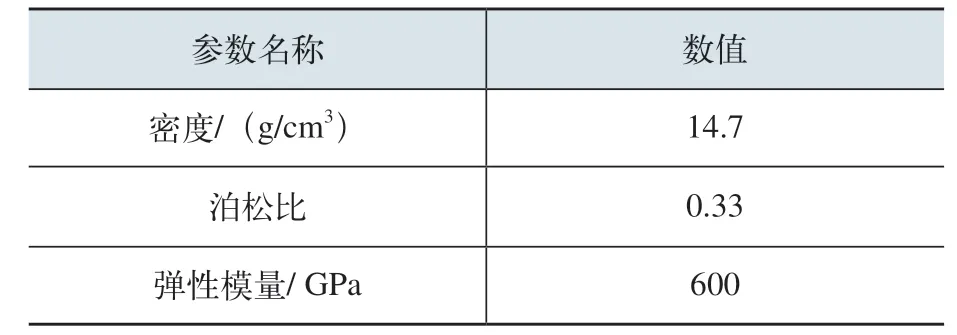
表2 整體硬質合金立銑刀材料主要參數
3.4 立銑刀約束的施加
銑削加工中通過刀柄的夾頭夾緊刀具刀桿的圓周面實現刀具的固定,有限元分析模型中利用刀具刀桿的圓周面上的各個節點、各個方向上的自由度等效代替刀具的約束條件,即可通過固定刀具刀桿的圓周面上的各個節點、各個方向上的自由度使刀具固定。
4 不同懸伸量立銑刀模態分析
采用Subspace(子空間法)對不同懸伸量狀態下的整體硬質合金立銑刀進行模態分析,選取的頻率為0~20 000Hz,提取前六階次模態的固有頻率及相對應的振型,最后對整體硬質合金立銑刀不同懸伸量進行模態求解,所得到的整體硬質合金立銑刀不同懸伸量的前六階次的固有頻率見表3。當此整體硬質合金立銑刀懸伸量為85mm時,對其進行模態分析,可得其前六階模態振型圖,其中一、二階振型圖節點振型變化幅度很小,三階振型圖中振幅發生在切削刃端,五階振型圖中整體硬質合金立銑刀呈S形扭轉如圖5e所示;當此整體硬質合金立銑刀懸伸量分別為88mm、91mm和95mm時,分別進行模態分析,可得前六階模態振型圖如圖6~圖8所示。
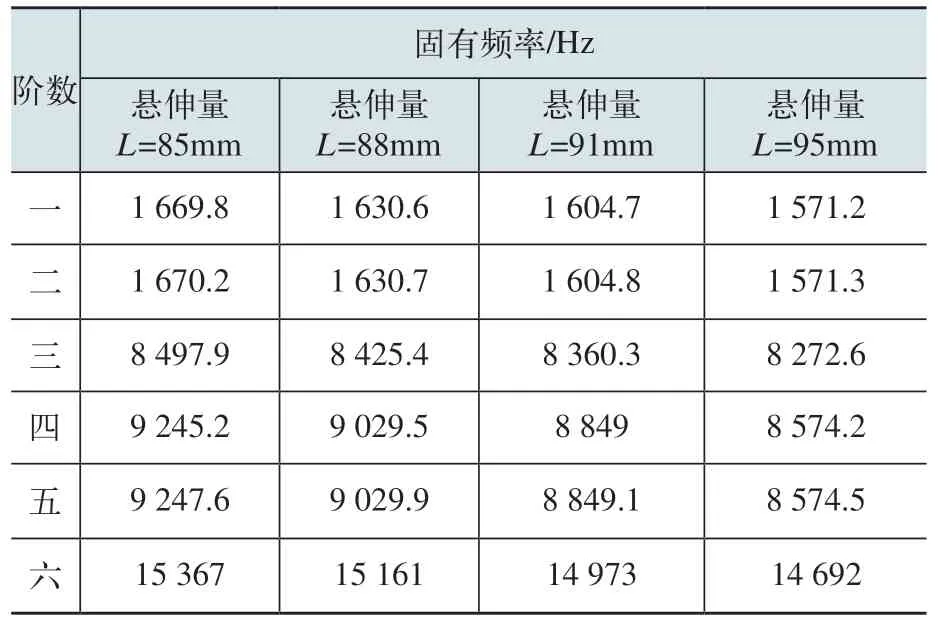
表3 立銑刀4種懸伸量前六階固有頻率
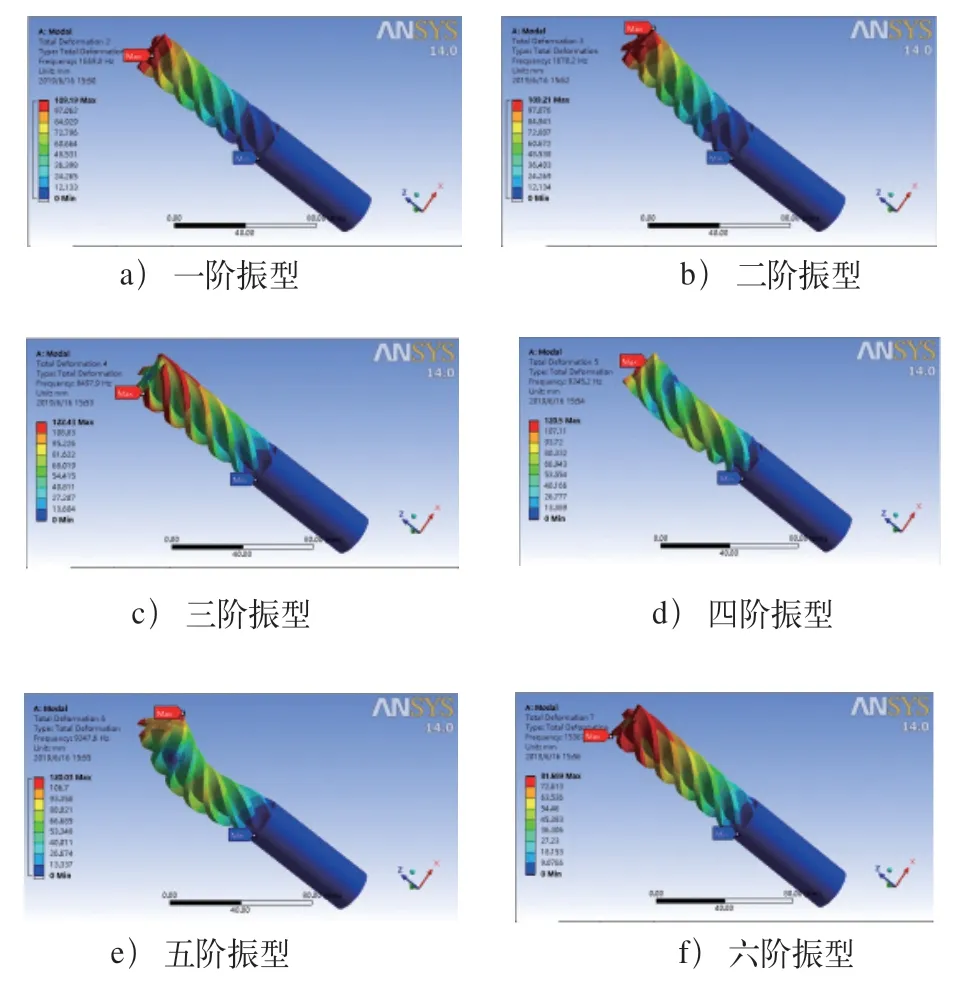
圖5 懸伸量L=85mm的前六階模態振型
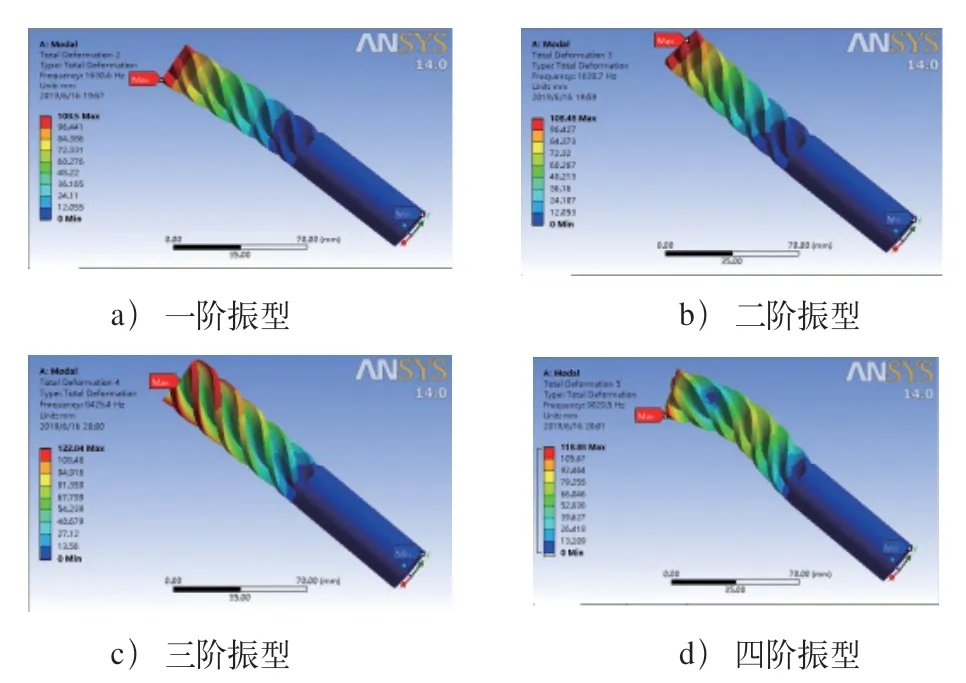
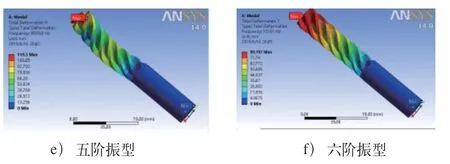
圖6 懸伸量L=88mm的前六階模態振型
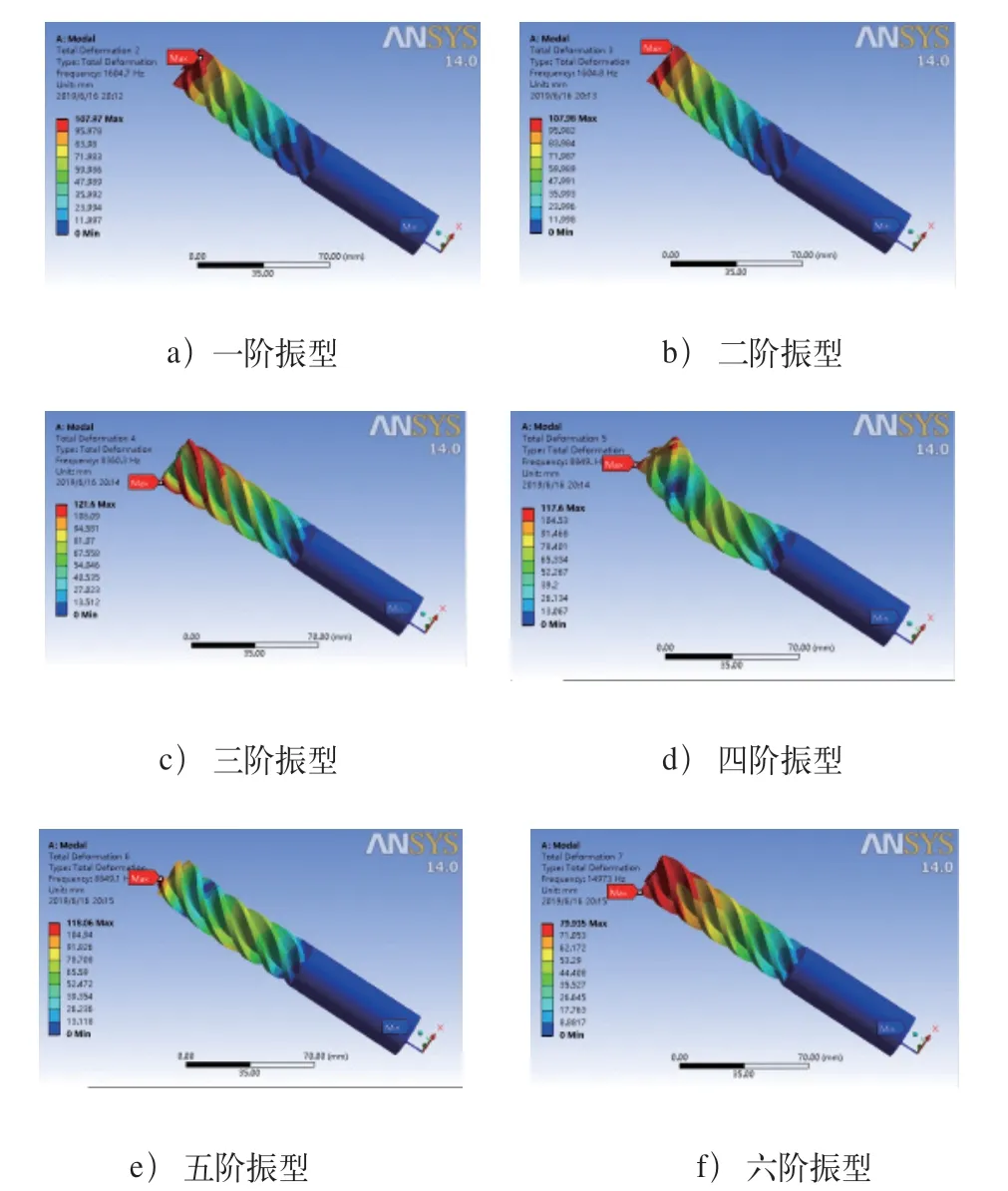
圖7 懸伸量L=91mm的前六階模態振型
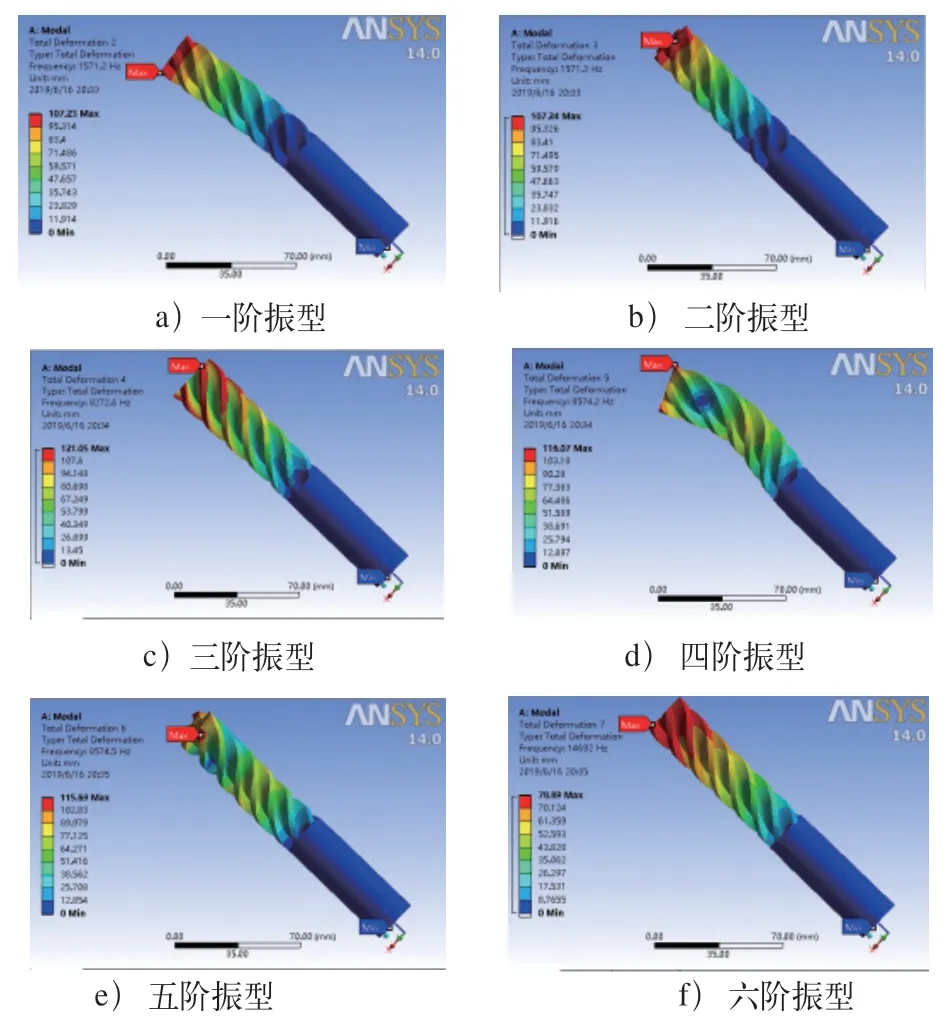
圖8 懸伸量L=95mm的前六階模態振型
結合振型圖5~圖8對整體硬質合金立銑刀的模態進行分析,可得以下結果。
1)從不同懸伸量的整體硬質合金立銑刀的前六階固有頻率和相應的模態振型可知,振型主要分為兩種:強振型和弱振型。在強振型云圖中可以看出,大部分節點振動幅度較大,振型較為強烈,從懸伸量L為85mm、88mm、91mm和95mm模態振型圖的三階振型圖中可以看出,主要振幅發生在切削刃端,整體硬質合金立銑刀呈一頭大一頭小。從懸伸量L=85mm模態振型圖的五階振型圖中可以看出,整體硬質合金立銑刀呈S形扭轉。從懸伸量L為85mm、88mm、91mm和95mm模態振型圖的一、二階振型圖中可以看出,弱振型中的各節點振型變化幅度很小。
2)從表3的整體硬質合金立銑刀的前六階固有頻率表中可以看出,一階和二階的固有頻率非常接近,四階和五階的固有頻率也很接近,屬模態密集區。但是二階和三階,五階和六階之間差值很大,屬模態稀疏區。懸伸量L為85mm、88mm、91mm和95mm時,整體硬質合金立銑刀的固有頻率都是從小到大的變化趨勢,懸伸量越小,一階固有頻率越大,當立銑刀的固有頻率接近加工系統的激振頻率時,則可能引起整體硬質合金立銑刀發生顫振,因此在滿足現場實際加工工藝要求的情況下,應盡可能的縮短整體硬質合金立銑刀的懸伸量。
3)根據外力頻率計算公式:
式中,n為加工中心最高轉速(r/min);z為整體硬質合金立銑刀齒數。
按照轉向架車間三菱加工中心的最高轉速3 000r/min進行計算,整體硬質合金立銑刀齒數為5,可得其外力頻率為250Hz。從上文的模態分析結果中可知,整體硬質合金立銑刀固有頻率隨懸伸量的增加而減小,懸伸量最大為95mm時,其一階固有頻率為1 571.2Hz,遠大于250Hz。因此,整體硬質合金立銑刀的振動頻率離固有頻率很遠,不會發生顫振,同時立銑刀的振動與變形也比較小。
5 結束語
本文利用SolidWorks三維建模軟件建立整體硬質合金立銑刀的三維模型,使用Ansys Workbench有限元分析軟件對整體硬質合金立銑刀進行了模態分析,分析了整體硬質合金立銑刀4種不同懸伸量的前六階固有頻率和模態振型。經計算分析,當整體硬質合金立銑刀在外力作用下的振動頻率遠離其固有頻率時,不會發生顫振,且立銑刀的振動與變形也比較小,同時也為下一步對整體硬質合金立銑刀動力學研究做鋪墊。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
天天愛科學(2020年6期)2020-09-10 07:22:44
數學物理學報(2017年6期)2018-01-22 02:26:40
湖北經濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
機械工程師(2015年10期)2015-02-02 01:14:03
計算物理(2014年2期)2014-03-11 17:01:44
計算物理(2014年2期)2014-03-11 17:01:39
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18