3.5m數(shù)控銑床故障處理及改造
2021-02-27 03:13:22鄭可心何楠
金屬加工(冷加工) 2021年1期
鄭可心,何楠
西安航天動(dòng)力機(jī)械有限公司 陜西西安 710025
1 序言
公司購(gòu)入3.5m數(shù)控重型臥式銑床后,用于大型薄壁筒類零件的加工。機(jī)床主軸箱具有主傳動(dòng)及C軸進(jìn)給功能,共有車削和銑削2個(gè)刀架;采用西門(mén)子840D系統(tǒng),全閉環(huán)控制,可實(shí)現(xiàn)銑削刀架X、Y、Z3個(gè)方向的移動(dòng)及主軸C軸分度運(yùn)動(dòng)的4軸聯(lián)動(dòng)。
在近期使用過(guò)程中,機(jī)床主軸C軸分度運(yùn)動(dòng)時(shí)工件出現(xiàn)明顯抖動(dòng),且分度運(yùn)動(dòng)精度嚴(yán)重超差,已無(wú)法滿足生產(chǎn)要求。
2 原因分析與排查
機(jī)床主軸C軸分度運(yùn)動(dòng)與主傳動(dòng)的切換通過(guò)電磁滑閥—液壓缸實(shí)現(xiàn),主傳動(dòng)變速液壓缸采用差動(dòng)液壓缸形式,撥叉設(shè)有3個(gè)位置:一擋、空擋及二擋,空擋時(shí)用于C軸分度運(yùn)動(dòng)。C軸傳動(dòng)鏈為伺服電動(dòng)機(jī)—1∶10減速器—蝸桿—蝸輪—梳齒盤(pán)(液壓缸控制)—斜齒圓柱齒輪—主軸。雙電動(dòng)機(jī)分別驅(qū)動(dòng)兩條傳動(dòng)鏈,通過(guò)雙側(cè)齒輪消除反向間隙。
蝸輪空套在傳動(dòng)軸上,左側(cè)梳齒盤(pán)與蝸輪通過(guò)螺紋聯(lián)接,右側(cè)梳齒盤(pán)與主軸通過(guò)花鍵周向傳動(dòng),液壓缸控制右側(cè)梳齒盤(pán)軸向的移動(dòng)。梳齒盤(pán)嚙合時(shí),C軸傳動(dòng);梳齒盤(pán)脫開(kāi)時(shí),C軸進(jìn)給停止。
經(jīng)過(guò)對(duì)傳動(dòng)鏈的詳細(xì)檢查,圓柱齒輪及梳齒盤(pán)嚙合可靠無(wú)間隙,無(wú)磨損情況;蝸輪蝸桿傳動(dòng)平穩(wěn)未出現(xiàn)異常,但蝸輪齒面單側(cè)磨損嚴(yán)重,肉眼可見(jiàn)嚙合痕跡偏離中線;減速器輸出軸與蝸桿軸之間采用脹環(huán)聯(lián)接,蝸桿軸一端為空心軸,脹環(huán)套在空心軸外,通過(guò)脹環(huán)施加的力使空心軸內(nèi)壁與減速器軸緊密聯(lián)接,進(jìn)行拆解后發(fā)現(xiàn)結(jié)合面嚴(yán)重磨損。綜上所述,存在的問(wèn)題有:①蝸桿軸上端空心軸內(nèi)壁與減速器軸表面均明顯磨損,二者配合尺寸偏差過(guò)大,導(dǎo)致C軸傳動(dòng)控制失效。②蝸輪蝸桿對(duì)中性出現(xiàn)明顯偏差,蝸輪齒面單側(cè)磨損嚴(yán)重,嚴(yán)重影響蝸輪蝸桿壽命。
3 故障處理及改進(jìn)措施
3.1 蝸桿軸與減速器軸脹環(huán)聯(lián)接部分磨損失效
為消除蝸桿軸內(nèi)壁與減速器軸的間隙,需先將磨損的蝸桿軸內(nèi)壁與減速器軸的外表面加工平整,之后在二者之間加薄壁軸套達(dá)到過(guò)渡配合。減速器軸與空心軸配合的基本尺寸為φ75mm,磨損最嚴(yán)重處尺寸分別為φ74.4mm、φ75.5mm。考慮加工成本、加工條件及工藝性,薄壁軸套初加工厚度取3mm最合適,為保證加工后的強(qiáng)度,空心軸加工量應(yīng)盡量小,薄壁軸套內(nèi)孔加工至減速機(jī)軸加工至兩者過(guò)渡配合,空心軸內(nèi)孔加工至如圖1所示。
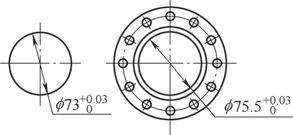
圖1 減速機(jī)輸出軸及蝸桿軸示意
由于該減速機(jī)為進(jìn)口高精度減速機(jī),對(duì)裝配條件、裝配方法要求很苛刻,本廠無(wú)法滿足裝配要求,不能將其拆卸開(kāi)加工輸出軸,就要考慮怎樣將減速機(jī)軸周向鎖定進(jìn)行加工。該減速器輸入軸與電動(dòng)機(jī)軸的聯(lián)接采用螺紋緊固的形式,用內(nèi)六角圓柱頭螺釘,緊固縮小空心軸兩部分的間隙,夾緊電動(dòng)機(jī)軸進(jìn)行傳動(dòng)。可以利用此結(jié)構(gòu)對(duì)減速機(jī)軸進(jìn)行鎖緊,將螺釘擰至圖2所示位置即可鎖死減速機(jī)軸轉(zhuǎn)動(dòng)。在數(shù)控臥式車床上用單動(dòng)卡盤(pán)夾緊減速機(jī)殼體,完成減速機(jī)軸的加工。

圖2 減速機(jī)輸入軸示意
薄壁軸套內(nèi)孔加工完成后,由于薄壁結(jié)構(gòu)剛度及強(qiáng)度較小,再單獨(dú)加工其外圓會(huì)導(dǎo)致已加工的內(nèi)孔變形,故選擇在200℃環(huán)境加熱25min,與減速機(jī)軸裝配之后冷卻至常溫,最后車削加工軸套外圓至與空心軸內(nèi)孔過(guò)渡配合。
考慮到磨損原因?yàn)樵摬糠置洯h(huán)聯(lián)接滿足不了在機(jī)床較高負(fù)荷工作條件下傳遞足夠扭矩,導(dǎo)致結(jié)合面相對(duì)滑動(dòng),長(zhǎng)時(shí)間使用后磨損加劇,使傳動(dòng)失效,特增加銷聯(lián)接結(jié)構(gòu),在減速機(jī)軸和空心軸上加工出銷孔,根據(jù)軸徑尺寸,選擇φ20mm圓柱銷,保證足夠的聯(lián)接強(qiáng)度。
3.2 蝸輪蝸桿對(duì)中性出現(xiàn)明顯偏差
蝸輪與主軸部分的聯(lián)接如圖3所示,由于床頭箱箱體及蝸輪蝸桿各部分加工過(guò)程中有一定超差,累積誤差導(dǎo)致蝸輪蝸桿沒(méi)有對(duì)正。在圖示方向上蝸輪相對(duì)于正確嚙合位置向右偏移,根據(jù)對(duì)蝸輪表面磨損情況的檢查,偏移量在1mm左右。 要恢復(fù)正確位置,需要將其軸向定位向左移動(dòng),梳齒盤(pán)的軸向運(yùn)動(dòng)由右側(cè)液壓缸控制,在兩梳齒盤(pán)咬合后液壓系統(tǒng)會(huì)進(jìn)行保壓,確保二者嚙合緊密可靠,蝸輪向左移動(dòng)的量不會(huì)影響梳齒盤(pán)的傳動(dòng)可靠性。

圖3 C軸進(jìn)給部分蝸輪軸向定位示意
如果用加裝軸向隔套等零件來(lái)調(diào)節(jié),無(wú)法保證零件軸向尺寸恰好彌補(bǔ)偏移量,將需要多次修配調(diào)整才能保證蝸輪的正確位置。蝸輪部分與角接觸球軸承外環(huán)的配合公差為H7間隙配合,適宜采用軸向可調(diào)整的補(bǔ)償方法。根據(jù)現(xiàn)有結(jié)構(gòu)特點(diǎn),考慮到加工成本、加工時(shí)間和加工工藝,最終選擇在蝸輪上打螺紋孔,通過(guò)螺釘來(lái)調(diào)節(jié)蝸輪軸向位置。根據(jù)現(xiàn)有結(jié)構(gòu)尺寸,左側(cè)推力軸承外徑為240mm,右側(cè)角接觸球軸承外徑為260mm,為保證軸向定位穩(wěn)定可靠,螺釘端面要與角接觸球軸承有足夠接觸面積,螺釘直徑應(yīng)稍大一些,螺紋孔所在分度圓直徑應(yīng)盡量小,但是螺釘頭不能與左側(cè)推力軸承產(chǎn)生干涉。綜合考慮之后,決定在260mm分度圓上加工3個(gè)M12沉頭螺紋孔,用內(nèi)六角圓柱頭螺釘使蝸輪向左移動(dòng)補(bǔ)償偏差。
4 維修及改進(jìn)效果
經(jīng)過(guò)維修與改造,蝸桿軸與減速器軸脹環(huán)聯(lián)接處表面質(zhì)量得到修復(fù),薄壁套筒滿足其過(guò)渡配合,保證了傳動(dòng)平穩(wěn)性和可靠性,增加的銷聯(lián)接結(jié)構(gòu)進(jìn)一步增加聯(lián)接強(qiáng)度,滿足高負(fù)荷工作時(shí)傳遞足夠扭矩。裝配時(shí)蝸輪軸向定位通過(guò)螺釘可以方便地調(diào)整,使蝸輪蝸桿恢復(fù)正確嚙合位置,保證了蝸輪蝸桿的使用壽命。
5 結(jié)束語(yǔ)
經(jīng)過(guò)試運(yùn)行和試件加工試驗(yàn),C軸進(jìn)給沒(méi)有再出現(xiàn)工件抖動(dòng)等異常情況,傳動(dòng)穩(wěn)定可靠,C軸分度精度達(dá)標(biāo),試件加工精度滿足要求。
本次維修及改造及時(shí)有效地解決了設(shè)備的問(wèn)題,取得了良好的效果,也為處理類似的設(shè)備問(wèn)題提供了方法和經(jīng)驗(yàn)。