淺析機械加工中工裝夾具的定位設計
2021-03-01 09:36:32高強
科學與財富 2021年27期
摘 要:夾具定位是通過工件的基準面與夾具定位元件之間的充分接觸來限制工件的自由度,以確保加工精度。因此,必須重視工裝夾具的定位設計方法研究。本文分析了夾具定位設計的涵義及其設計要求;夾具的設計原理及定位方法;夾具定位基準及基準點(RPS)系統介紹,并結合汽車車身焊接夾具的定位設計,探討RPS系統在工裝夾具定位設計中的應用,旨在提高工裝夾具定位設計質量。
關鍵詞: 機械加工;工裝夾具;定位設計
緒? 論
機械加工對加工精度要求極高,工裝夾具定位直接關系到機械加工精度。夾具的主要作用是確保工件的基準面與夾具充分接觸,以精確控制工件的自由度。在機械加工中通過夾具可以有效固定加工工件,實現對工件進行精密加工。本文分析了夾具定位設計的涵義及其設計要求;夾具的設計原理及定位方法;夾具定位基準及基準點(RPS)系統介紹,并結合汽車車身焊接夾具的定位設計,探討RPS系統在工裝夾具定位設計中的應用,旨在提高工裝夾具定位設計質量。
一、工裝夾具設計要求和定位方法
不同的工件有不同的處理加工方法。因此,在加工工件之前,必須選擇最佳的工裝夾具和正確的安裝方式,以確保加工后的工件質量達到標準。夾具的設計必須遵守多點規則,以保證工件、夾具完美匹配。
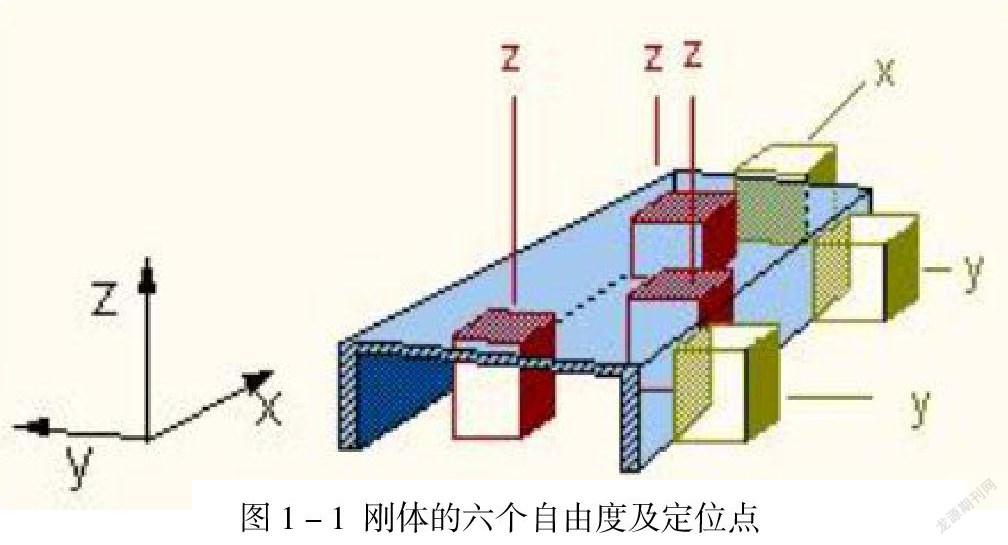
使用夾具的過程中,工件固定后需要防止工件移位,盡量減少加工誤差,保證加工精度。因此,工件的定位必須遵守一定的定位原則,以保證加工定位精度。其中六自由度定位方法是最常用的工件定位方法,即工件可以上下、左右、前后移動。如圖1-1所示,在直角空間坐標系中,一個實體有六個自由度,在六個自由度上應用了六個適當間隔的支撐點,其中3個定位點在Z方向;2個定位點在Y方向;1個定位點在X方向。以確保工件在夾具上的正確位置。標明這六個點的位置才能保證工件的定位精度,指定六點位置的方法也稱為六點定位法。該方法可以限制設備的所有元件并使其占據確定的位置。因此又被稱為完全定位。于其對應的是不完全定位,是指某些自由度不影響加工,定位支撐點數量可以少于六個。實際加工中可能出現不完全定位的情況。但是,如果定位不充分,則無法保證加工精度要求,因此,需要避免此類情況。針對過度定位的情況應根據實際設計要求確定。
二、工裝夾具定位基準及RPS系統分析
1、定位基準
定位基準是指產品加工設計圖紙中的定位參考面、參考孔(或設計加工圖紙中校準的參考點)。按照工件的點、線、面與定位基準的關系確定工裝夾具中工件的位置。工裝夾具定位基準設計是否合理直接關系到工件加工精度。工裝夾具定位基準設計關鍵在于明確工件在直角空間坐標系中的點、線、面之間的幾何關系。
2、RPS系統及其應用
基準點(Reference Points System RPS)系統是指應用于汽車設計制造全過程的基準點系統,主要作用是精確定位汽車工件加工位置,確保汽車工件加工精度。在設計工件加工工藝時就必須確定RPS點,而且必須在產品生產之前確定并完成所有工件的RPS點,RPS點的確定應該按照以下幾個原則進行:
(1)RPS點的設置必須符合工件加工和產品裝配要求,例如,汽車車門的橫向RPS點中,前兩個RPS點位于車門鉸鏈處,后一個RPS點位于車門鎖處。這樣的RPS點設置可以很好地適應整車的裝配流程。
(2)RPS點應盡量設置在尺寸變化較小的功能區。例如,可以在與整車裝配密切相關的定位孔、焊縫、壓合面等部位設置RPS點。由于汽車制造和檢測需要參考RPS點,因此,RPS點自身需要具有非常高的精度。
(3)RPS的設置需要做到連續相關。在縱橫方向上的RPS點都必須是連續且相關聯的。例如,車輛焊接總成的RPS點設置,構成這個焊件總成的所有工件應盡可能共用總成的RPS點。
(4)從功能需求入手。盡量將RPS點設置在功能面或功能孔上。
(5)RPS點精度必須足夠高,避免因基準點誤差而產生測量誤差,盡量減少焊裝誤差,提高產品合格率。
(6)工件的RPS點必須能反映真實工件之間的某些特征關系。
(7)RPS點的選擇應考慮與焊裝工藝匹配,以避免出現所選基準點不可用的情況。
(8)RPS點應設置在尺寸相對穩定的功能區。
(9)RPS點所在平面應盡可能覆蓋整個工件,覆蓋范圍越大,工件定位過程中就越穩定。
(10)RPS點的選擇要優先考慮定位孔,其次是定位面,最后才是定位線。
(11)由于鈑金件容易產生形變,選擇RPS點時要優先選擇可以避免變形的支撐點,如果變形控制不住,應適當增加輔助RPS點。
以車身焊接工裝夾具定位設計為例,總成定位基準點應選擇設計階段給出的RPS點。如果設計的RPS點存在不合理,不全面的問題,則需要添加必要的輔助基準點,可以從構成總成的工件RPS點中選擇輔助基準點,以確保工裝夾具基準點與RPS點重合。焊接工裝夾具在整個加工流程中的基準點都必須是RPS點。但是有些RPS點在加工過程中可能需要舍棄,以避免工件中的RPS點大量重復。所有工件都可以標準化,并在設計過程中形成統一的設計標準。
結? 論
綜上所述,夾具的主要作用是確保工件的基準面與夾具充分接觸,以精確控制工件的自由度。在機械加工中通過夾具可以有效固定加工工件,實現對工件進行精密加工,大大提高加工效率和加工質量。在現代機械加工過程中,應該合理設計工裝夾具定位,根據六自由度定位原則和工件加工需要科學設計工件的自由度,合理設置定位基準點,從而有效確保工件加工效率和加工質量。
參考文獻:
[1] 覃事鵬. 淺析機械加工中工裝夾具的定位設計[J]. 湖北農機化, 2018, No.203(2):62-63.
[2] 吳銘. 淺談機械加工中工裝夾具的定位設計[J]. 科技致富向導, 2012(30):153-153.
[3] 任發林, 楊小萍. 淺談機械制造中工裝夾具的定位設計[J]. 科研, 2016,(7):139-139.
[4] 張江寧. 淺談機械加工中工裝夾具的定位設計[J]. 城市建設理論研究:電子版, 2015, 5(12).
作者簡介:高強 性別:男 生日:19860327 籍貫:遼寧 學歷:大學本科 單位:北京汽車研究總院有限公司? 職稱:無 主要研究方向:發動機缸體缸蓋等產品件試制。
