探究MasterCAM動(dòng)態(tài)加工技術(shù)在數(shù)控銑削中的應(yīng)用
2021-03-01 22:53:16李鎮(zhèn)山
科學(xué)與財(cái)富 2021年29期
李鎮(zhèn)山
摘 要: MasterCAM動(dòng)態(tài)銑削可最大限度的提高金屬去除率、縮短開(kāi)粗加工時(shí)間、降低刀具損耗和機(jī)床負(fù)荷,因而將這項(xiàng)技術(shù)合理的應(yīng)用到數(shù)控加工中可取得更好的效益。
關(guān)鍵詞:數(shù)控銑削技術(shù);MasterCAM動(dòng)態(tài)銑削;切削參數(shù)
在數(shù)控銑削加工中,為減少機(jī)床負(fù)荷獲得好的加工質(zhì)量,通常會(huì)采用小的切削深度、大的切削寬度進(jìn)行銑削加工,此方法雖然可降低銑刀切削抗力,但刀具的大部分側(cè)刃沒(méi)有參與切削,僅端部產(chǎn)生了切削損耗,增加了刀具使用的成本,并且在需要較深的切削時(shí)必須采用分層加工方式完成,極大的降低了加工效率。
1. MasterCAM動(dòng)態(tài)加工技術(shù)
MasterCAM動(dòng)態(tài)加工技術(shù)(Dynamic Motion)是CNC Software公司自主研發(fā)的最新專(zhuān)利技術(shù),其動(dòng)態(tài)銑削刀路是以大切深、小步進(jìn)及穩(wěn)定的金屬去除率的方式進(jìn)行,在整個(gè)加工過(guò)程中可充分利用銑刀切削刃的長(zhǎng)度,成倍縮短開(kāi)粗加工時(shí)間,同時(shí)刀具的接觸范圍始終處于最佳切削狀態(tài),保證了刀具負(fù)荷恒定,有效的降低了刀具磨損,延長(zhǎng)了刀具使用壽命,并且在加工過(guò)程中減少了連續(xù)定位及空走刀,消除了刀具突然轉(zhuǎn)向而導(dǎo)致的刀具振動(dòng),其流暢的刀路不僅有效的減少了機(jī)床磨損,而且還可獲得最佳的表面加工質(zhì)量。
2. MasterCAM動(dòng)態(tài)銑削加工
2.1 空間線框建模
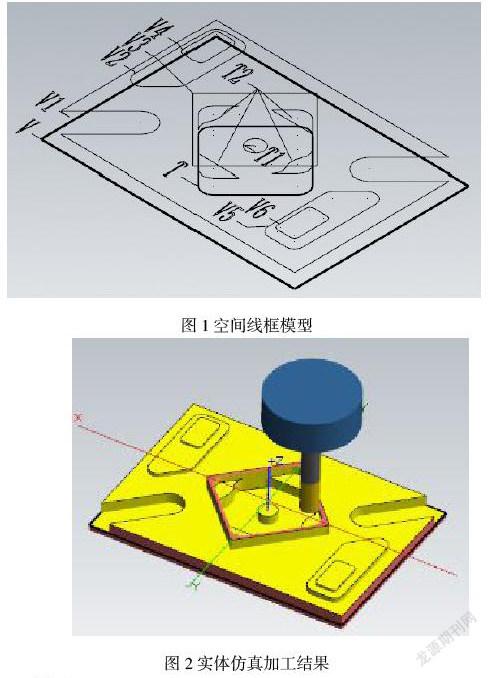
動(dòng)態(tài)銑削是通過(guò)使用一個(gè)或多個(gè)串聯(lián)輪廓驅(qū)動(dòng)來(lái)產(chǎn)生刀具路徑的。驅(qū)動(dòng)輪廓通常包含一個(gè)最大的外形輪廓作為加工范圍,其余的串聯(lián)輪廓被識(shí)別為幾何避讓范圍(即“島嶼”輪廓),并且可以通過(guò)動(dòng)態(tài)銑削的“使用島嶼深度”選項(xiàng)自動(dòng)識(shí)別“島嶼”高度,進(jìn)而在產(chǎn)生“島嶼”輪廓?jiǎng)討B(tài)刀具路徑的同時(shí)也會(huì)自動(dòng)產(chǎn)生“島嶼”頂面的動(dòng)態(tài)刀具路徑。故在空間線框建模中必須根據(jù)實(shí)際要加工的深度構(gòu)建出加工范圍線框如圖1所示。
2.2動(dòng)態(tài)粗銑外輪廓
外輪廓驅(qū)動(dòng)線框中“加工范圍”一般指最大的外形輪廓,故串聯(lián)圖中V線為“加工范圍”;在“加工區(qū)域策略”中有“封閉”和“開(kāi)放”兩個(gè)選項(xiàng),如果允許刀具在“加工范圍”上產(chǎn)生刀路,就選擇“開(kāi)放”,如果只需在“加工范圍”內(nèi)部產(chǎn)生刀路,就選擇“封閉”,本例中選擇“開(kāi)放”。“避讓范圍”就是“島嶼”輪廓,串聯(lián)V1-V6線為“避讓范圍”。加工輪廓和加工區(qū)域策略是否準(zhǔn)確的設(shè)置直接決定了刀具路徑生成的是否正確。
2.3設(shè)置切削參數(shù)
動(dòng)態(tài)銑削加工“步進(jìn)量”是控制相鄰刀軌跡間的切削寬度,參數(shù)與刀具直徑和切削深度有關(guān),因切削深度可以達(dá)到刀具直徑的2-3倍,故動(dòng)態(tài)銑削“步進(jìn)量”一般控制在刀具直徑的30%以下。“切削方向”設(shè)定為優(yōu)先選用順銑,順銑過(guò)程中切削深度從最大開(kāi)始逐漸降低至零,避免在已加工表面產(chǎn)生冷硬層,防止了切削刃在吃刀前的磨損,從而使工件表面粗糙度減少,銑刀的耐用度提高。“微量提刀”是刀具在完成切削后退出切削位置并移動(dòng)到下一個(gè)切削位置的刀路,提刀距離是刀具離開(kāi)加工表面的微小高度,通過(guò)刀具的微量提刀可更好排屑,又可釋放刀具底部熱量,減少熱量的積累。提刀速率從退出切削到下一個(gè)切削位置的速度,適當(dāng)加大提刀速率可以有效的提高加工效率。
高速動(dòng)態(tài)銑削時(shí),系統(tǒng)默認(rèn)不啟用深度分層,如果加工深度超過(guò)刀具直徑的4倍,可啟用深度分層銑削。此處需要注意是由于驅(qū)動(dòng)輪廓是具有深度的空間線框,所以一定要啟用“使用島嶼深度”,只有啟用該選項(xiàng),系統(tǒng)才會(huì)自動(dòng)識(shí)別“島嶼”高度,進(jìn)而自動(dòng)產(chǎn)生“島嶼”頂面的動(dòng)態(tài)刀具路徑,實(shí)現(xiàn)一次性生成不同深度的“島嶼”頂面和“島嶼”輪廓的動(dòng)態(tài)刀路,同時(shí)還可以通過(guò)設(shè)置“島嶼上方預(yù)留量”實(shí)現(xiàn)頂面的精加工。“共同參數(shù)”中的“深度”采用增量坐標(biāo),其數(shù)值設(shè)置為0。其它“共同參數(shù)”選項(xiàng)可根據(jù)實(shí)際情況進(jìn)行調(diào)整。啟用圓弧公差過(guò)濾亦即優(yōu)化刀具路徑,在合理的參數(shù)設(shè)置下,即可過(guò)濾簡(jiǎn)化程序又可使刀路更加光順,真正能發(fā)揮出高速動(dòng)態(tài)銑削的優(yōu)勢(shì)。總公差的設(shè)置與加工精度要求有關(guān),一般將“圓弧過(guò)濾/公差”參數(shù)中的總公差設(shè)置為加工余量的20%~30%。選定“線/圓弧過(guò)濾設(shè)置”和“平滑設(shè)置”兩個(gè)選項(xiàng),設(shè)置切削公差為35%,設(shè)置線/圓弧公差為35%,平滑公差為30%。
2.4動(dòng)態(tài)粗銑內(nèi)輪廓
在刀路操作管理器中,復(fù)制已生成的動(dòng)態(tài)粗銑外輪廓刀路,更改“串聯(lián)選項(xiàng)”,選T線為“加工范圍”;在“加工區(qū)域策略”選項(xiàng)中,選擇“封閉”,選T1-T2線為“避讓范圍”,其它切削參數(shù)均保持不變。實(shí)體仿真加工驗(yàn)證結(jié)果如圖2所示。
MasterCAM動(dòng)態(tài)銑削是一種全新的、革命性的銑削加工技術(shù),它可以充分地發(fā)揮銑刀切削性能,有效的提高開(kāi)粗的效率,在保證了加工質(zhì)量的同時(shí)延長(zhǎng)了刀具使用壽命,實(shí)現(xiàn)了高速銑削加工,在生產(chǎn)中可有效的節(jié)省加工時(shí)間,降低加工成本,提高機(jī)床的使用效率。
參考文獻(xiàn):
[1] 練軍鋒. MasterCAM數(shù)控造型與編程[M].北京:中國(guó)勞動(dòng)社會(huì)保障出版社,2016.
[2] 王沿斌.一種基于MasterCAM編程的側(cè)刃銑削方法[J].模具制造,2015,09:74~76.
猜你喜歡
少先隊(duì)活動(dòng)(2021年4期)2021-07-23 01:46:22
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
攝影之友(影像視覺(jué))(2019年3期)2019-03-30 01:36:50
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
沈陽(yáng)醫(yī)學(xué)院學(xué)報(bào)(2015年1期)2015-12-27 13:44:40
醫(yī)學(xué)教育管理(2015年3期)2015-12-01 06:43:16
新聞傳播(2015年10期)2015-07-18 11:05:40
