基于雙面陣探頭的厚壁奧氏體不銹鋼對接焊縫的相控陣超聲檢測
2021-03-01 00:41:10張子健柴軍輝沈建民吳家喜
無損檢測 2021年2期
張子健,許 波,柴軍輝,,沈建民,吳家喜,胡 健
(1.寧波市勞動安全技術(shù)服務(wù)有限公司,寧波 315048;2.寧波市特種設(shè)備檢驗研究院,寧波 315048)
加氫裂化裝置中的反應(yīng)器是石油煉化企業(yè)的核心設(shè)備之一,其進出口壓力管道的材料通常為奧氏體不銹鋼,厚度通常為4060 mm。針對這一類規(guī)格的管道,標準NB/T 47013.3-2015給出了相應(yīng)的檢測方法,探頭一般采用雙晶縱波斜探頭、聚焦縱波斜探頭或窄脈沖縱波單晶斜探頭,頻率一般選取為1 MHz~5 MHz,探頭角度為45°。這種常規(guī)的超聲檢測方法在實際應(yīng)用時存在一定的局限性,例如信噪比低,缺陷識別率低、定量定位不準確等[1]。此外,對厚壁結(jié)構(gòu)還需進行分層掃查,不僅檢測效率低,且為了提高信噪比需要降低檢測頻率,進而導(dǎo)致分辨力下降。筆者采用基于DMA(雙面陣)探頭的相控陣超聲檢測方法,通過對比試塊和模擬試塊進行檢測驗證,證明了基于DMA探頭的相控陣超聲檢測方法在奧氏體不銹鋼厚壁對接焊縫檢測中具有較高的可行性,可為這一類厚壁承壓設(shè)備的無損檢測提供有力的技術(shù)支撐,為后續(xù)缺陷的定量定級提供有力的保障。
1 厚壁奧氏體不銹鋼對接焊縫的檢測難點
奧氏體不銹鋼對接焊縫的組織結(jié)構(gòu)與普通碳鋼的具有明顯差別,其焊縫在凝固過程中不產(chǎn)生相變,冷卻至常溫后仍為奧氏體組織。奧氏體不銹鋼焊縫具有熱膨脹系數(shù)小、散熱效果差、晶粒易長大等特點,這些特點決定了其具有粗大的柱狀晶組織[2]。此外,對厚壁結(jié)構(gòu)采用多層多道的焊接工藝時,會產(chǎn)生晶界的不連續(xù),其次奧氏體不銹鋼晶粒具有彈性各向異性的特點,厚壁結(jié)構(gòu)會加強彈性各向異性的特征,使得超聲波在傳播過程中產(chǎn)生嚴重散射、波型轉(zhuǎn)換、衰減增大、波束偏移等現(xiàn)象,使常規(guī)超聲檢測在奧氏體不銹鋼厚壁結(jié)構(gòu)中的應(yīng)用存在較大困難。射線檢測對危害性較大的裂紋、未熔合等面積型缺陷不敏感,且隨著壁厚的增加,透照厚度過大,會增大缺陷的漏檢率,給設(shè)備的安全運行帶來隱患[3-4]。
針對粗晶材料的相控陣超聲檢測,TRL(雙晶縱波)相控陣檢測技術(shù)具有一定的優(yōu)勢,已廣泛地應(yīng)用于核電工業(yè)領(lǐng)域。其中DMA探頭是屬于TRL系列中的二維矩陣相控陣探頭,其將兩個低頻探頭安裝在用隔聲層隔開的檢測楔塊上,可避免楔塊之間產(chǎn)生聲場串?dāng)_,大幅改善聲束的穿透能力和信噪比,該探頭的主要特點有:采用低頻縱波、一發(fā)一收模式;覆蓋范圍大、成像效果好、信噪比高[5]。
2 對比試塊驗證
2.1 檢測對象
檢測對象為NB/T 47013.3-2015附錄I中的3號對比試塊,該試塊材料為奧氏體不銹鋼,厚度為80 mm,設(shè)置有2組長橫孔缺陷,分別為焊縫中心橫孔和熔合區(qū)橫孔,共8個,試塊尺寸如圖1所示。
2.2 檢測工藝
采用以色列ISONIC 2009型相控陣檢測儀器,探頭為Sonotron NDT 2003098型雙面陣相控陣縱波探頭,該探頭的主要參數(shù)有:檢測頻率為2.0 MHz;折射中心角度為55°;晶片數(shù)量為4×8×2 個,單個晶片尺寸為3.8 mm×4 mm(長×寬),探頭結(jié)構(gòu)如圖2所示。
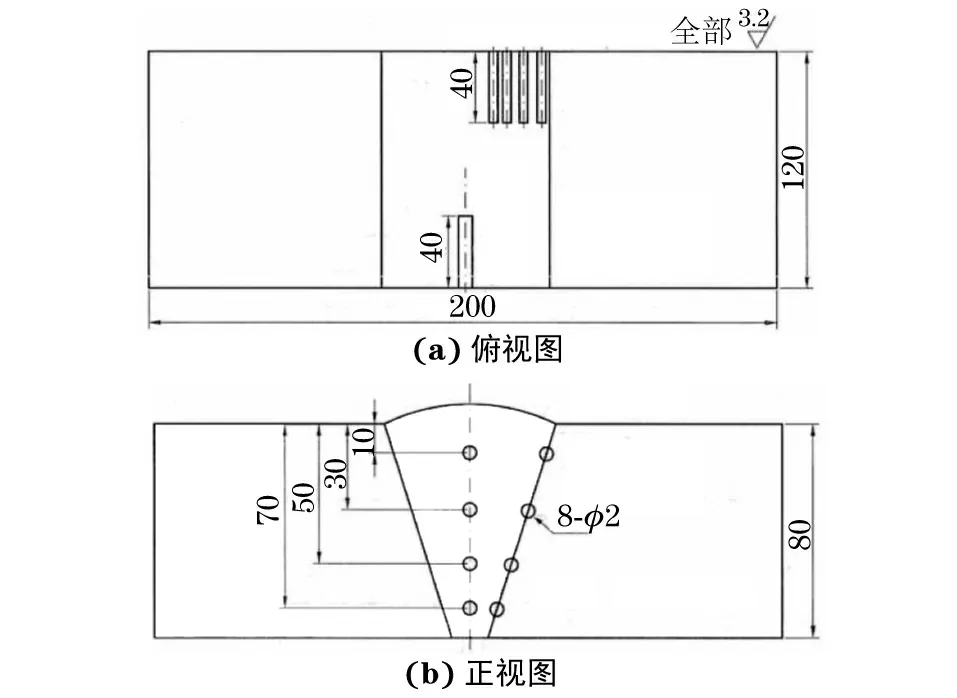
圖1 奧氏體不銹鋼試塊尺寸示意

圖2 DMA探頭結(jié)構(gòu)示意
掃查方式為沿線掃查與扇形掃查結(jié)合;記錄模式為編碼器模式,編碼器步進為0.5 mm;扇掃范圍為28°~86°,角度步進為1°;聚焦深度為60 mm;聲速為5 790 m·s-1;評定線靈敏度為φ2 mm×40 mm(直徑×長度,下同)-8 dB,掃查靈敏度為φ2 mm×40 mm-14 dB;檢測面為單面雙側(cè),掃查速度不大于30 mm·s-1,耦合補償為3 dB。
2.3 結(jié)果分析
采用上述檢測工藝分別進行B掃、C掃和三維成像(見圖3),并對成像結(jié)果進行分析。缺陷參數(shù)的測量結(jié)果與實際值如表1所示。

表1 缺陷參數(shù)的測量結(jié)果與實際值 mm

圖3 B掃、C掃和三維成像結(jié)果(對比試塊)
從圖3可以看出,采用DMA縱波探頭檢測的圖像具有較高的信噪比,缺陷信號清晰可見,雜波信號較少,值得注意的是,由于扇掃角度為28°~86°,且采用單面雙側(cè)的掃查工藝,所以上表面存在一定的盲區(qū),焊縫中心1#和熔合線1#缺陷的測量不準確,需要采用雙面雙側(cè)掃查進行全覆蓋檢測。基于相控陣的扇掃檢測原理,預(yù)埋深度越大的缺陷,檢測結(jié)果的深度誤差會越大,但對缺陷長度測量的影響不大。
3 模擬試塊驗證
3.1 檢測對象
檢測對象為40 mm厚奧氏體不銹鋼對接焊縫模擬試塊,尺寸為400 mm×300 mm×40 mm(長×寬×高),焊縫坡口為X型,焊接方法為氬弧焊+手工電弧焊,預(yù)制有夾渣、未熔合、縱向裂紋等缺陷。
3.2 檢測參數(shù)
分別采用上述DMA探頭和常規(guī)16晶片線陣探頭進行掃查。16晶片線陣探頭頻率為4 MHz;晶片尺寸為10 mm×0.4 mm(長×寬); 檢測模式為橫波自發(fā)自收;折射中心角度為36°;扇掃范圍為36°~75°。
3.3 結(jié)果分析
3.3.1 DMA探頭檢測結(jié)果
掃查面為雙面雙側(cè),采用拉線式編碼器進行記錄,對缺陷的長度、深度和高度進行測量,并與射線檢測(RT)的結(jié)果進行比對分析,驗證DMA縱波探頭檢測結(jié)果的可靠性。DMA探頭與射線檢測對缺陷參數(shù)的測量結(jié)果如表2所示(表中長度與缺陷埋深為DMA探頭的測量結(jié)果)。DMA檢測模擬試塊不同缺陷的成像結(jié)果如圖4所示。
從圖4可以看出,采用DMA相控陣探頭檢測得到的圖譜具有高信噪比,除了缺陷成像外,沒有其

表2 DMA探頭與射線檢測對缺陷參數(shù)的
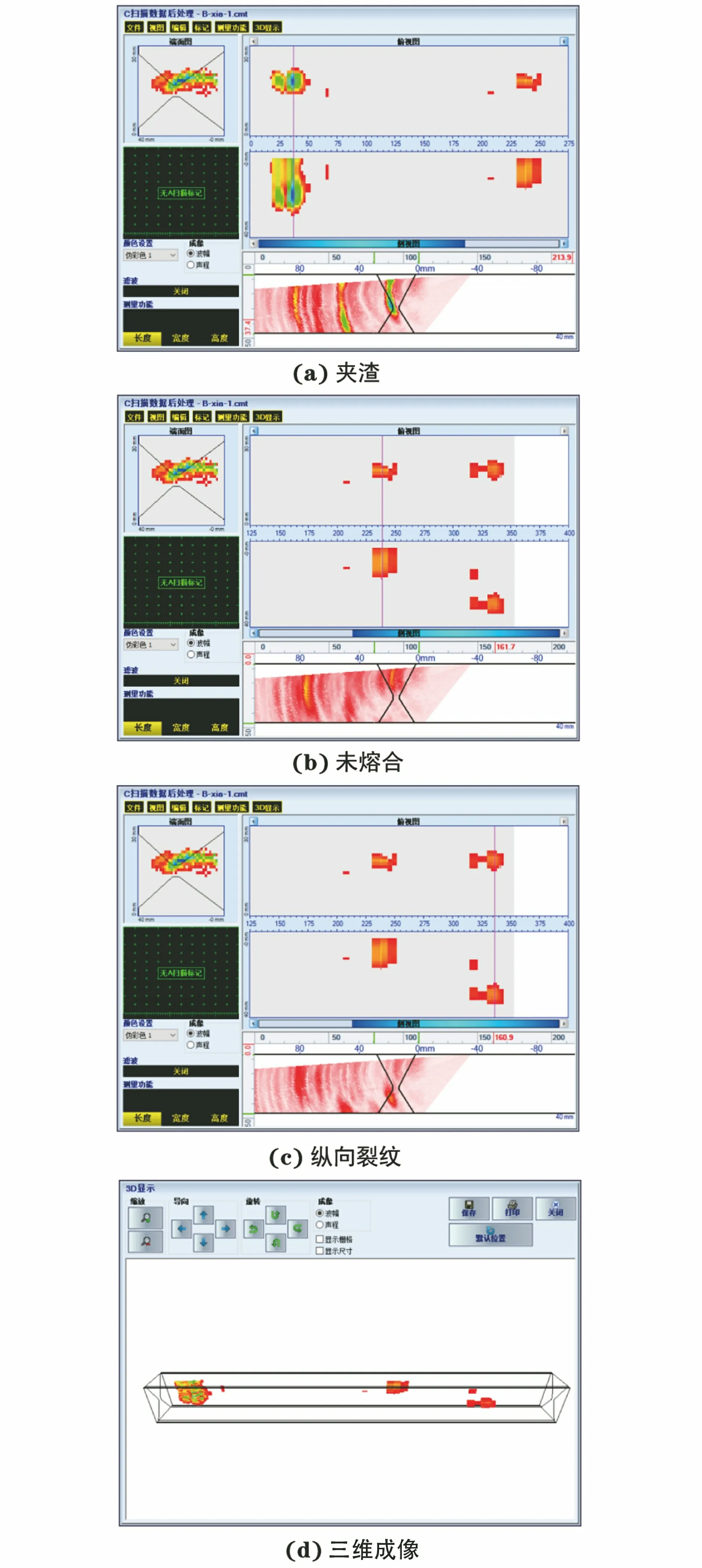
圖4 DMA檢測模擬試塊不同缺陷的成像結(jié)果
他奧氏體晶粒的雜波信號,3個缺陷清晰可見,不會出現(xiàn)漏檢或誤判的情況,對現(xiàn)場奧氏體不銹鋼厚壁承壓設(shè)備的檢測具有較高的可行性。從表2可以看出,采用DMA相控陣探頭檢測得到的缺陷長度具有較高的準確性,與射線檢測結(jié)果較一致,對于深度與高度的測量,由于具有較高信噪比,所以測量結(jié)果也較為準確,可為后續(xù)的缺陷評價提供數(shù)據(jù)支撐,具有較高的可靠性。
3.3.2 16晶片線陣探頭檢測結(jié)果
16晶片線陣探頭檢測模擬試塊不同缺陷的成像結(jié)果如5所示,其與射線檢測對缺陷參數(shù)的測量結(jié)果如表3所示(其中長度與缺陷埋深為16晶片線陣探頭的測量結(jié)果)。

圖5 16晶片線陣探頭檢測模擬試塊不同缺陷的成像結(jié)果

表3 16晶片線陣探頭與射線檢測對缺陷參數(shù)的測量結(jié)果 mm
從圖5和表3可以看出,16晶片線陣探頭檢測厚壁奧氏體不銹鋼對接焊縫得到的圖像信噪比較低,雜波較多,且存在危害性缺陷(未熔合)漏檢的情況,與雙面陣探頭相比具有明顯的差距,且在缺陷定量方面,精確度也沒有雙面陣探頭的高。
4 結(jié)語
針對常規(guī)超聲和射線檢測對厚壁奧氏體不銹鋼承壓設(shè)備對接焊縫檢測存在的難點,采用基于DMA探頭的相控陣超聲檢測技術(shù),分別對80 mm厚奧氏體不銹鋼對比試塊和40 mm厚模擬試塊進行了檢測,結(jié)果表明,基于DMA探頭的相控陣超聲檢測技術(shù)可獲得較高信噪比的圖像和較低的缺陷檢出率,能在一定程度上解決厚壁奧氏體不銹鋼對接焊縫檢測的難題,具有較高的工程應(yīng)用價值。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
測控技術(shù)(2018年8期)2018-11-25 07:42:16
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
制造技術(shù)與機床(2015年10期)2015-04-09 07:06:00
