鋁鎂合金5A06管道焊接工藝試驗(yàn)研究
2021-03-02 11:29:06羅曉軍呂仲光何世軍周光河童愛(ài)群
石油工程建設(shè) 2021年1期
關(guān)鍵詞:工藝
羅曉軍,呂仲光,何世軍,周光河,童愛(ài)群
中國(guó)石油第二建設(shè)有限公司,甘肅蘭州 730060
鋁鎂合金具有密度小、導(dǎo)電和導(dǎo)熱性好、耐氧化、耐腐蝕和耐低溫性等特點(diǎn),廣泛應(yīng)用于石油化工行業(yè)高抗氧化性和抗腐蝕性要求的設(shè)備和管道中。
某化工裝置部分工藝管道采用了鋁鎂合金5A06,在進(jìn)行焊接工藝評(píng)定前,先查閱了相關(guān)標(biāo)準(zhǔn)和國(guó)內(nèi)關(guān)于鋁鎂合金5A06焊接的文獻(xiàn),發(fā)現(xiàn)采用TIG焊和MIG焊后,均出現(xiàn)了拉伸強(qiáng)度低于母材標(biāo)準(zhǔn)抗拉強(qiáng)度下限值的問(wèn)題,僅有MIG焊的焊接接頭符合標(biāo)準(zhǔn)要求。但在實(shí)際的煉化裝置施工過(guò)程中主要采用TIG焊,MIG焊主要用于航空、航天領(lǐng)域。針對(duì)這一問(wèn)題進(jìn)行了鋁鎂合金5A06 TIG焊接工藝試驗(yàn)研究,并得到了符合NB/T 47014—2011[1]評(píng)定要求的合格TIG焊焊接工藝。本文針對(duì)鋁鎂合金5A06進(jìn)行TIG焊的焊接工藝試驗(yàn)進(jìn)行闡述。
1 試驗(yàn)材料
1.1 鋁鎂合金5A06管材
鋁鎂合金5A06屬Al-Mg系非熱處理強(qiáng)化變形鋁合金,是一種耐腐蝕性好的鋁鎂合金,又稱防銹鋁,具有比重小、疲勞強(qiáng)度高等優(yōu)點(diǎn),同時(shí)又具有抗氧化、導(dǎo)熱性好、線膨脹系數(shù)RYMN大,焊接易出現(xiàn)夾渣、未融合、焊接變形、氣孔等缺陷的特點(diǎn)。
本次試驗(yàn)材料選用D80 mm×5 mm鋁鎂合金5A06管材,其母材化學(xué)成分及力學(xué)性能見(jiàn)表1和表2。

表1 5A06中各組分的質(zhì)量分?jǐn)?shù) 單位:%

表2 5A06的力學(xué)性能
1.2 焊接材料
根據(jù)NB/T47015—2011《壓力容器焊接規(guī)程》[2]第5章推薦,鋁鎂合金5A06焊接可采用Mn和Mg含量較高的ER5556焊絲,亦可采用ER5183、ER5356焊絲。在咨詢多家焊材供應(yīng)商后,得知目前市場(chǎng)上只能采購(gòu)到ER5356焊絲,且參考文獻(xiàn)中提到的焊接材料也全部采用ER5356焊絲。因此,選用φ2.4 mm的ER5356焊絲為本次試驗(yàn)焊材。
由于ER5356焊絲的Mn和Mg含量均低于母材,為保證焊縫金屬的力學(xué)性能和耐腐蝕性,決定采用母材5A06加工制成φ3.5 mm焊絲,作為本次試驗(yàn)的第二種焊材進(jìn)行試驗(yàn)對(duì)比。
ER5556、ER5356焊絲及5A06母材焊絲的化學(xué)成分見(jiàn)表3。

表3 焊接材料中各組分的質(zhì)量分?jǐn)?shù) 單位:%
2 焊接工藝試驗(yàn)
2.1 試件尺寸與坡口型式
按照NB/T 47014—2011《承壓設(shè)備焊接工藝評(píng)定》的要求進(jìn)行試件加工,試件采用V型坡口。
2.2 焊接方法及設(shè)備
本次試驗(yàn)采用TIG焊接工藝進(jìn)行試驗(yàn),焊接設(shè)備采用松下YC-500WX4型交直流脈沖氬弧焊機(jī),選用φ2.4 mm鈰鎢極,鎢極伸出噴嘴長(zhǎng)度為7.0~9.0 mm,噴嘴直徑為10 mm。保護(hù)氣為高純氬氣,純度≥99.99%,且含水量≤50 mg/m3。
2.3 試件清理
根據(jù)鋁鎂合金的焊接特點(diǎn),焊前可采用機(jī)械法或化學(xué)法對(duì)坡口及其兩側(cè)50 mm范圍內(nèi)區(qū)域嚴(yán)格進(jìn)行表面清理,去除水分、塵土、金屬屑、油污、氧化膜、含氫物質(zhì)等。為確保焊接質(zhì)量,本次采用硬質(zhì)合金旋轉(zhuǎn)銼進(jìn)行坡口清理,同時(shí)清理后的焊件應(yīng)在8 h內(nèi)施焊完畢,否則應(yīng)重新清理。焊絲在使用前也需仔細(xì)清理其表面的油污和雜質(zhì)。
2.4 焊接工藝參數(shù)
根據(jù)文獻(xiàn)資料、規(guī)范及焊接經(jīng)驗(yàn),確定焊接工藝參數(shù)見(jiàn)表4。

表4 試驗(yàn)焊接工藝參數(shù)
2.5 焊接試驗(yàn)分組
根據(jù) NB/T 47014—2011第6.4.1.5.4條要求:“5A06試件抗拉強(qiáng)度的合格指標(biāo)為母材規(guī)定的抗拉強(qiáng)度最低值等于其退火狀態(tài)標(biāo)準(zhǔn)規(guī)定的抗拉強(qiáng)度下限值”。查閱GB/T 4437.1—2000得知,交貨狀態(tài)為硬度H112的5A06管材最低抗拉強(qiáng)度應(yīng)為315 MPa,即試件的拉伸試驗(yàn)抗拉強(qiáng)度不得低于315 MPa。
有研究表明[4-6],鋁鎂合金5A06采用TIG或MIG焊接方法得到的焊縫強(qiáng)度僅為母材的50%~90%,完全達(dá)不到母材最低抗拉強(qiáng)度為315 MPa的要求。
250~275 ℃為鋁鎂合金5A06硬度發(fā)生突變的溫度區(qū)間,此時(shí)合金內(nèi)部幾乎所有位錯(cuò)都獲得足夠能量而發(fā)生移動(dòng),脫離了第二相粒子釘扎和高密度位錯(cuò)的相互纏結(jié),使合金畸變狀態(tài)迅速消失。275℃時(shí)合金已發(fā)生完全再結(jié)晶,合金中的拉長(zhǎng)晶粒已被無(wú)畸變的等軸晶粒所取代,合金內(nèi)部由高密度位錯(cuò)和晶粒變形造成的儲(chǔ)能已基本消除,合金硬度顯著下降。高于275℃時(shí),由于合金內(nèi)部已基本沒(méi)有殘留儲(chǔ)能,同時(shí)在冷卻過(guò)程中再析出的細(xì)小而彌散的β相(Mg5Al8) 均勻地分布于α基體上,細(xì)小而致密的β相有利于提高合金性能(此種現(xiàn)象為彌散強(qiáng)化)。因此焊后退火會(huì)顯著影響合金位錯(cuò)密度、再結(jié)晶晶粒數(shù)量并消除晶格畸變,而位錯(cuò)密度和再結(jié)晶晶粒的數(shù)量均為影響鋁鎂合金力學(xué)性能的關(guān)鍵因素。查閱文獻(xiàn)[1]得到鋁鎂合金5A06退火溫度為310~330℃。
經(jīng)過(guò)以上分析,討論確定進(jìn)行5組共15個(gè)試件的焊接試驗(yàn),分組情況見(jiàn)表5。
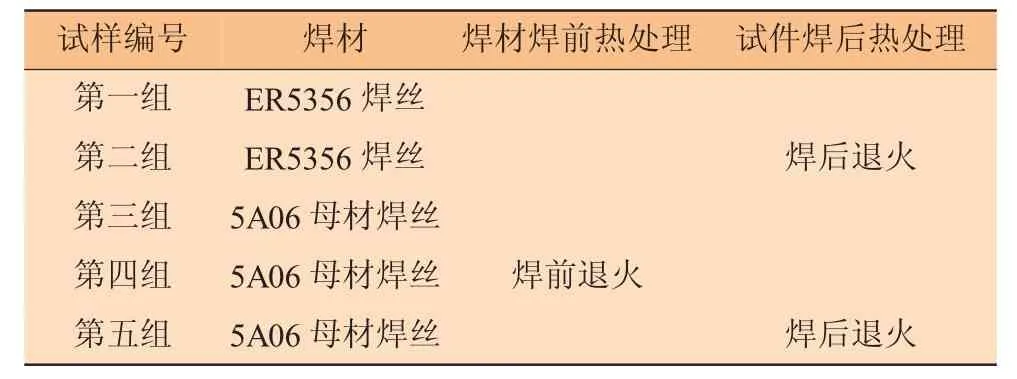
表5 焊接試驗(yàn)分組
2.6 試件焊接成型圖
采用兩種焊材并按照表4的焊接工藝參數(shù)進(jìn)行焊接,試件表面成型見(jiàn)圖1和圖2。

圖1 試件表面成型 (ER5356焊絲)

圖2 試件表面成型(5A06母材焊絲)
從圖1和圖2可以看到,采用成品焊絲ER5356和5A06母材焊絲焊接完成的試件焊縫內(nèi)外表面成型較好,表面寬度均勻,波紋均勻、細(xì)密,余高均勻一致,成型美觀,未出現(xiàn)咬邊、未熔合、焊瘤、焊穿、塌陷等缺陷。
3 性能檢測(cè)
3.1 無(wú)損檢測(cè)
對(duì)5組試件按照NB/T 47013—2015《承壓設(shè)備無(wú)損檢測(cè)》(2018年修改版)進(jìn)行100% RT檢測(cè),45張X光片檢測(cè)結(jié)果全部為合格,且底片評(píng)定結(jié)果全部為I級(jí)片。
3.2 拉伸試驗(yàn)
在5組試件中每組取2個(gè)進(jìn)行拉伸試驗(yàn),結(jié)果見(jiàn)表6。

表6 試件焊接接頭拉伸試驗(yàn)結(jié)果
從試驗(yàn)結(jié)果可以看出:
(1)同等試驗(yàn)條件下,采用ER5356成品焊絲焊接試件的抗拉強(qiáng)度低于采用母材5A06焊絲焊接試件的抗拉強(qiáng)度。
(2)同等試驗(yàn)條件下,焊后不進(jìn)行退火熱處理試件的抗拉強(qiáng)度低于焊后進(jìn)行310~330℃退火熱處理試件的抗拉強(qiáng)度。
(3)用母材5A06焊絲焊接的試件,焊絲不退火焊接試件的抗拉強(qiáng)度低于采用焊前退火焊絲進(jìn)行焊接試件的抗拉強(qiáng)度。
(4)采用母材5A06焊絲焊接的試件,經(jīng)焊后退火的焊接接頭的抗拉強(qiáng)度≥315 MPa,符合NB/T47014—2011的規(guī)定。
從表1~3對(duì)比ER5556焊絲和ER5356焊絲的化學(xué)成分可知,ER5556中Mn和Mg的含量比ER5356高,且更接近母材。Mn在合金中的作用是使含Mg相沉淀均勻,提高合金的抗腐蝕性及強(qiáng)度,且確保合金的穩(wěn)定性;Mg可顯著提高合金強(qiáng)度同時(shí)保證材料塑性不過(guò)分降低。由于ER5356焊絲化學(xué)成分中的Mg、Mn含量與母材相差較大,導(dǎo)致焊接試件的抗拉強(qiáng)度低于用母材焊絲焊接試件的抗拉強(qiáng)度。
此次試驗(yàn)中用母材5A06焊絲焊接的試件,經(jīng)焊后退火后其抗拉強(qiáng)度達(dá)到了要求,這也進(jìn)一步證明試驗(yàn)方案是科學(xué)合理的。
3.3 彎曲試驗(yàn)
對(duì)5組試件的每組取4個(gè)試樣分別進(jìn)行面彎和背彎試驗(yàn),全部合格。
4 試驗(yàn)遺留問(wèn)題
NB/T47015—2011《壓力容器焊接規(guī)程》的第5章推薦,鋁鎂合金5A06焊接的最匹配焊材為ER5556焊絲,其次為ER5356,但由于市場(chǎng)采購(gòu)不到此種焊材,因此本次試驗(yàn)選用了可采購(gòu)到的ER5356焊絲和由母材5A06加工而成的焊絲。從本次試驗(yàn)以及焊絲ER5556的化學(xué)成分看,ER5556的化學(xué)成分更接近母材,但采用ER5556焊絲進(jìn)行焊接是否會(huì)出現(xiàn)試件抗拉強(qiáng)度低于母材的問(wèn)題還無(wú)法預(yù)知,若今后有機(jī)會(huì)采購(gòu)到ER5556焊絲后再進(jìn)行對(duì)比試驗(yàn),以供同行參考借鑒。
5 結(jié)論
(1)由于ER5356焊絲化學(xué)成分中的Mg、Mn含量與母材相差較大,導(dǎo)致焊接試件的抗拉強(qiáng)度低于采用母材加工的焊絲焊接的試件。
(2)采用TIG焊進(jìn)行鋁鎂合金5A06的焊接時(shí)盡量選用Mg含量接近母材的焊材,因?yàn)镸g可顯著提高合金強(qiáng)度。
(3) 鋁鎂合金5A06焊接試件經(jīng)過(guò)310~330℃的焊后退火,可顯著影響合金位錯(cuò)密度、再結(jié)晶晶粒數(shù)量并消除晶格畸變,細(xì)化晶粒,降低硬度和焊接應(yīng)力,同時(shí)經(jīng)過(guò)彌散強(qiáng)化,有效提高了焊接接頭的力學(xué)性能。
(4)當(dāng)焊接量較小且無(wú)法采購(gòu)到ER5556焊絲時(shí),建議選用由母材加工而成的焊絲進(jìn)行焊接,且焊件經(jīng)310~330℃退火處理后,能確保焊接接頭性能符合標(biāo)準(zhǔn)要求。
本文試驗(yàn)結(jié)果數(shù)據(jù)有限,僅供同行參考。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52