陶瓷色差分析及預(yù)防解決措施
2021-03-02 01:08:52査武華楊濤江健黃焱墉方曉凱李清蓮
佛山陶瓷 2021年1期
査武華 楊濤 江健 黃焱墉 方曉凱 李清蓮


摘 要:隨著社會(huì)經(jīng)濟(jì)和人文文化的快速發(fā)展,人類欣賞水平的提升,陶瓷行業(yè)從“一片黃”發(fā)展到如今的“一片灰”,從玉石到大理石,從一石一面到一石多面,現(xiàn)代的裝修講究多元化鋪貼的整體效果,而不是四四方方一模一樣的呆板老氣。色彩的喜愛(ài)和鋪貼風(fēng)格的變化,對(duì)于陶瓷行業(yè)生產(chǎn)來(lái)說(shuō),卻帶來(lái)了一個(gè)技術(shù)難題:色差/陰陽(yáng)色。
關(guān)鍵詞:色差/陰陽(yáng)色;一石多面;鋪貼效果;大理石
1 引 言
陶瓷色差是指一片磚與另一片磚的顏色差異,或同一片磚的不同部分之間的顏色差異。在光線均勻空間的空地上鋪貼9—12件磚,目測(cè)整體效果顏色均勻,則可視為無(wú)色差,反之則視為色差降級(jí)。其中也有些一石多面的大理石產(chǎn)品,設(shè)計(jì)紋理落差大,深受一些消費(fèi)者喜歡,也可視為無(wú)色差。造成陶瓷產(chǎn)品出現(xiàn)色差的主要原因有設(shè)計(jì)色差、淋釉色差、噴墨機(jī)色差、窯爐色差、拋光色差和其它色差等等。本文結(jié)合作者自身陶瓷生產(chǎn)經(jīng)驗(yàn)以及向同行業(yè)了解到相關(guān)的信息與大家探討如何判斷色差原因以及采取對(duì)應(yīng)的解決措施。
2 色差分析和預(yù)防解決措施
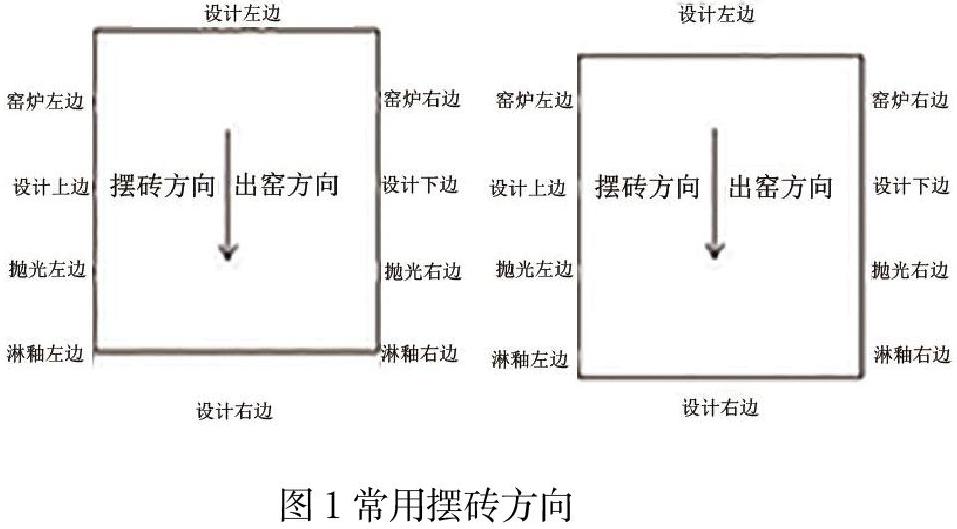
解決問(wèn)題的首要條件是找到問(wèn)題,要想解決陶瓷色差帶來(lái)的降級(jí)損失就必須先清楚造成色差的因素。造成色差的原因主要為設(shè)計(jì)色差、淋釉色差、噴墨機(jī)色差、窯爐色差、拋光色差和其它色差等等。正確的鋪貼擺磚方向有助于分析和判定導(dǎo)致色差的因素。最常用的擺磚方向,如圖1,可以清晰的對(duì)比出幾個(gè)因素有沒(méi)有問(wèn)題。
2.1 設(shè)計(jì)色差
當(dāng)擺磚對(duì)板發(fā)現(xiàn)色差,第一步就要確定設(shè)計(jì)有沒(méi)有色差,因?yàn)樵O(shè)計(jì)圖是諸多導(dǎo)致色差唯一固定不變的因素,首先取窯尾同花色中間代號(hào)兩件磚按圖2擺好。當(dāng)靠在一起的兩個(gè)B邊和A邊無(wú)色差,才能證明設(shè)計(jì)正常;反之則需要修改設(shè)計(jì)。修改設(shè)計(jì)的技巧很多,拉深各顏色通道圖層檢查差異,圈選調(diào)整。推薦一個(gè)修圖片上下邊色差的方法:選擇【濾鏡】—【其它】—【位移】。
2.2 淋釉色差
在生產(chǎn)白色產(chǎn)品或玉石類產(chǎn)品的時(shí)候,都會(huì)忽視釉量不均導(dǎo)致的色差降級(jí)風(fēng)險(xiǎn),因?yàn)檫@兩種產(chǎn)品幾乎不會(huì)出現(xiàn)窯爐色差、拋光色差、設(shè)計(jì)色差、噴墨機(jī)色差等等。當(dāng)淋面釉左右兩邊釉量相差大時(shí),就會(huì)出現(xiàn)收水快慢不一致,從而導(dǎo)致釉量大的一邊偏白,釉量少的一邊偏暗,形成色差降級(jí),這種產(chǎn)品鋪貼后,會(huì)統(tǒng)一固定在同一邊。這種色差解決很簡(jiǎn)單,主要是做好提前預(yù)防工作,例如加強(qiáng)淋釉工檢測(cè)釉量偏差頻次(建議使用盤中盤)、培訓(xùn)員工觀察左右收水快慢、定期燒面釉坯或白磚鋪在一起對(duì)比色差等。
2.3 噴墨機(jī)色差
噴墨機(jī)色差即噴墨機(jī)各噴頭下墨量不均勻,均勻度是體現(xiàn)噴墨機(jī)運(yùn)行狀態(tài)的好壞。當(dāng)這種噴墨機(jī)導(dǎo)致的色差降級(jí)有個(gè)顯著的特點(diǎn),就是色差是一段很直的區(qū)域顏色不一致,如圖3。解決這種色差首先要檢查是否更換墨水批次、加墨水前是否搖勻、檢查攪拌缸是否正常,最后才是調(diào)整相應(yīng)位置的噴頭電壓。最終燒色差對(duì)比確認(rèn),建議燒色卡進(jìn)窯前調(diào)90℃,保證噴墨機(jī)色卡兩邊是窯爐前后方向如圖4,避免窯爐溫差干擾影響。
2.4 窯爐色差
常規(guī)成熟生產(chǎn)工藝的產(chǎn)品導(dǎo)致色差最常見(jiàn)的一般就是窯爐溫差,因?yàn)樵O(shè)計(jì)已常態(tài)化生產(chǎn),當(dāng)然也可以按上訴方法排除或修改好設(shè)計(jì)色差,確保設(shè)計(jì)無(wú)色差。首先取窯尾同花色主中被動(dòng)各兩件按出窯方向擺好,如圖5所示,第一排以中間代號(hào)為基準(zhǔn),可以判斷主動(dòng)邊B邊和被動(dòng)邊A邊是否存在色差,如果顏色不一致存在窯爐色差,則有可能窯爐前段溫度不夠,溫度不夠飽和,升溫或加大助燃;第二排同樣以中間代號(hào)為基準(zhǔn),可以判斷主動(dòng)邊A邊和被動(dòng)邊B邊是否存在窯爐色差,即窯墻邊是否存在偏青偏紅現(xiàn)象,如果顏色不一致,則有可能窯爐噴槍燃?xì)夂惋L(fēng)壓開(kāi)度導(dǎo)致,或長(zhǎng)短槍搭配不合理導(dǎo)致。現(xiàn)在都是大產(chǎn)能生產(chǎn)灰色系列產(chǎn)品,各種各樣的窯爐色差都會(huì)出現(xiàn),例如有次窯爐色差怎么調(diào)整都反反復(fù)復(fù)出現(xiàn),最后更換使用低溫透亮的拋釉生產(chǎn)才最終穩(wěn)定下來(lái),窯爐色差是所有色差最難調(diào)整的一個(gè)因素,以后有機(jī)會(huì)可以跟大家再交流窯爐色差的調(diào)節(jié)措施。
2.5 拋光色差
當(dāng)設(shè)計(jì)、淋釉、噴墨、窯爐都正常狀態(tài)下生產(chǎn)出窯的半成品,經(jīng)過(guò)拋光機(jī)各種模塊配合拋光后產(chǎn)生的色差就稱之為拋光色差,大多數(shù)出現(xiàn)在灰色產(chǎn)品。陶瓷都存在一定的變形度,不可能做到完全平直,所以當(dāng)拋光機(jī)磨盤下壓時(shí),磚凸起來(lái)的位置切削量就大,反正,就切削量就小,總之就是拋深位置偏黃,拋淺位置偏青藍(lán),針對(duì)這個(gè)規(guī)律解決問(wèn)題就簡(jiǎn)單多了。基本措施:盡可能調(diào)直待拋磚平整度,調(diào)整磨頭壓力、減少粗模塊、排細(xì)模塊生產(chǎn),難拋產(chǎn)品適當(dāng)增加拋釉量等等。
2.6 其它
除了上訴幾大產(chǎn)生色差的因素,還有較多地方值得注意的,如分色識(shí)別系統(tǒng)漏檢造成混色色差;白天晚上光線不同造成不同顏色開(kāi)同一色號(hào)批次造成色差投訴;空窯磚沒(méi)有跟蹤區(qū)分造成色差客訴等等。一流的生產(chǎn)廠家一定是注重細(xì)節(jié)管理,細(xì)節(jié)的失控將會(huì)使得所有工序的努力化為泡影。
3 綜合分析
當(dāng)一石六面六件成品如圖7,沒(méi)有發(fā)現(xiàn)有固定邊的規(guī)律,可以排除淋釉色差和噴墨機(jī)色差;只有1、2、5是上下邊有顏色不一樣,上下邊是出窯方向的前后邊,就可以排除窯爐色差,所以基本鎖定在設(shè)計(jì)色差,將1、2、5花有色差的邊靠近6花(唯一無(wú)色差磚)鋪貼,對(duì)比差異幅度從而調(diào)整設(shè)計(jì);2、3、4花是左右邊存在色差,可以將范圍縮小在窯爐色差、設(shè)計(jì)色差、拋光色差,拋光色差大多數(shù)都是固定在左邊或者右邊,也可以排除;目前6件磚無(wú)法判定是設(shè)計(jì)色差還是窯爐色差,就需要再取幾件2、3、4花鋪貼擺放對(duì)比,當(dāng)另外一件2花是右邊偏紅,就可以鎖定是窯爐色差,反之就是設(shè)計(jì)色差。
4 結(jié) 語(yǔ)
通過(guò)以上所述,陶瓷色差是個(gè)多因素疊加造成的問(wèn)題,設(shè)計(jì)、釉線、噴墨機(jī)、窯爐、拋光機(jī)都是重中之重需要調(diào)節(jié)好并維護(hù)好的工序環(huán)節(jié)。跟蹤好中試實(shí)驗(yàn)的效果是發(fā)現(xiàn)色差和避免色差降級(jí)最直觀的途徑。