預(yù)拉伸量對(duì)2024合金型材拉彎結(jié)果的影響
2021-03-04 03:37:06杭天明竇志家
熱處理技術(shù)與裝備 2021年1期
關(guān)鍵詞:變形
杭天明,竇志家,景 畔,董 穎,祝 哮
(營(yíng)口忠旺鋁業(yè)有限公司,遼寧 營(yíng)口 115000)
大型擠壓型材彎曲成形零件是構(gòu)成飛機(jī)骨架的主要結(jié)構(gòu)件,在飛機(jī)上所占比重相當(dāng)大,其成形質(zhì)量直接關(guān)系到飛機(jī)的裝配精度和使用壽命,成為影響飛機(jī)研制及保證飛機(jī)性能的技術(shù)關(guān)鍵,也是影響飛機(jī)制造周期、成本和效益的主要因素之一[1]。因此進(jìn)行拉彎工藝的研究對(duì)提高飛機(jī)拉彎件的質(zhì)量和加速飛機(jī)拉彎件的國(guó)產(chǎn)化進(jìn)程有著十分重要的意義[2]。2024鋁合金是一種可熱處理強(qiáng)化的鋁-銅-鎂系合金,該合金具有優(yōu)良的機(jī)械加工性能,可獲得各種類型的制品,是航空工業(yè)中應(yīng)用最廣泛的鋁合金[3-6]。本文通過多組拉彎對(duì)比試驗(yàn),確定不同預(yù)拉伸量對(duì)航空用高強(qiáng)度薄壁厚2024合金型材拉彎結(jié)果的影響。
1 試驗(yàn)方法
型材擠壓所需的2024合金鑄錠采用半連續(xù)鑄造工藝進(jìn)行鑄造,鑄錠規(guī)格為φ247 mm×720 mm,其成分滿足SAE AMS QQ-A-200-3標(biāo)準(zhǔn)要求,如表1所示。鑄錠經(jīng)均勻化處理后,采用20 MN高精密單動(dòng)反向擠壓機(jī)進(jìn)行擠壓生產(chǎn),獲得“y”型截面高強(qiáng)度薄壁厚飛機(jī)骨架型材,壁厚最薄處為1.8 mm,型材截面如圖1所示。

表1 2024鋁合金美標(biāo)化學(xué)成分(質(zhì)量分?jǐn)?shù),%)
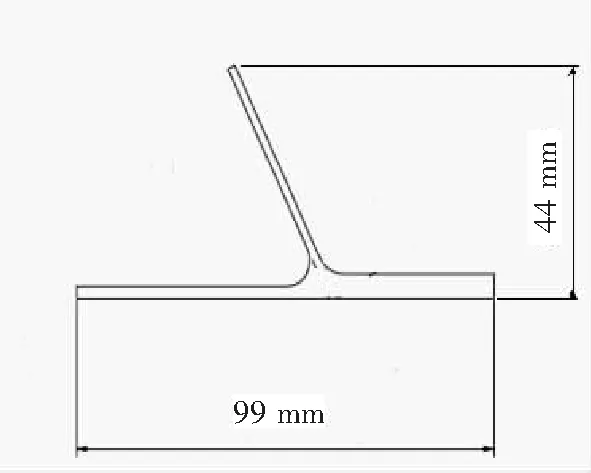
圖1 型材截面示意圖
型材采用1級(jí)立式淬火爐進(jìn)行固溶處理,固溶溫度控制在488~499 ℃,保溫時(shí)間不少于50 min。固溶處理后將直型材快速轉(zhuǎn)運(yùn)至-20 ℃低溫冷藏環(huán)境以保持零件的固溶狀態(tài),貯存時(shí)間不超過2 d,取出后在30 min以內(nèi)完成拉彎試制。
型材拉彎所需設(shè)備采用美國(guó)A-7B三維數(shù)控型材拉彎成形機(jī),拉彎模具在工作臺(tái)上固定,采用變力包覆和補(bǔ)償拉伸,設(shè)備示意圖如圖2所示。
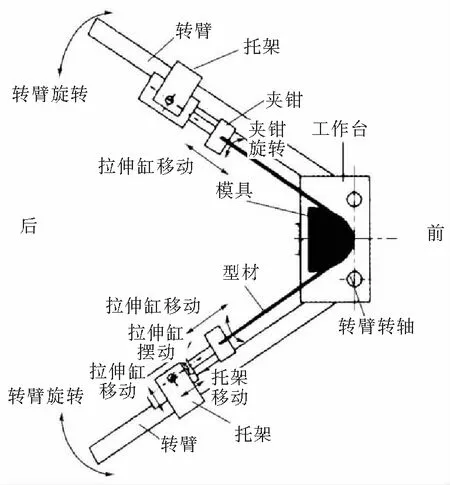
圖2 設(shè)備示意圖
試驗(yàn)分為5組,每組5支型材共25支型材進(jìn)行試驗(yàn)。用固溶后預(yù)拉伸處理來替代固溶后張力矯直處理,通過刻度法對(duì)不同預(yù)拉伸量進(jìn)行控制,其他可控變量不變,具體試驗(yàn)方案如表2所示。試驗(yàn)完成后,采用理論弧檢具測(cè)量零件的回彈偏差,通過大理石平臺(tái)檢測(cè)底平面褶皺情況,型材回彈量及褶皺結(jié)果取每組5支型材數(shù)據(jù)平均值。
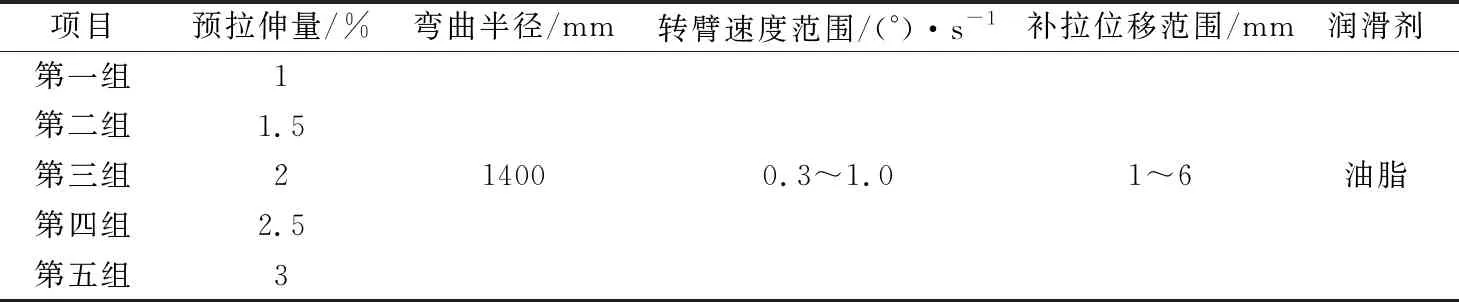
表2 固溶狀態(tài)拉彎試驗(yàn)方案
2 試驗(yàn)結(jié)果
各組試樣出現(xiàn)不同程度褶皺及斷裂現(xiàn)象:當(dāng)預(yù)拉伸量為1%時(shí),第一組5支試樣內(nèi)側(cè)均出現(xiàn)明顯褶皺;當(dāng)預(yù)拉伸量為1.5%時(shí),第二組2支試樣未出現(xiàn)褶皺情況,3支試樣內(nèi)側(cè)局部出現(xiàn)輕微褶皺現(xiàn)象;當(dāng)預(yù)拉伸量為2%時(shí),第三組5支試樣內(nèi)側(cè)均未出現(xiàn)褶皺現(xiàn)象;當(dāng)預(yù)拉伸量為2.5%時(shí),第四組5支試樣內(nèi)側(cè)均未出現(xiàn)褶皺現(xiàn)象,但是在拉彎過程中有3支試樣在鉗口處發(fā)生斷裂;當(dāng)預(yù)拉伸量為3%時(shí),第五組5支試樣在預(yù)拉伸過程中均在鉗口位置發(fā)生斷裂,因此無回彈量數(shù)據(jù)。
試樣在拉彎過程中,不同預(yù)拉伸量其拉彎效果也存在較為明顯的差異,不同預(yù)拉伸量與拉彎后回彈變化趨勢(shì)如圖3所示。回彈量值均為每組型材回彈量平均值,其中第五組5支試樣在預(yù)拉伸過程中斷裂,因此無回彈量數(shù)據(jù)。
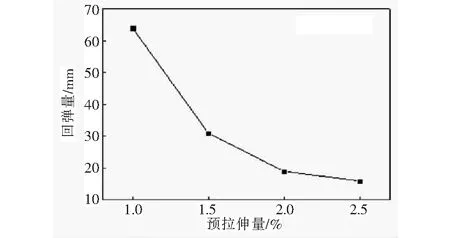
圖3 不同預(yù)拉伸量與拉彎后回彈變化趨勢(shì)
3 分析與討論
目前型材拉彎工藝多采用二次拉彎成形,工藝過程為:退火狀態(tài)材料預(yù)拉伸→彎曲至零件貼模→淬火→拉彎二次貼模→補(bǔ)拉伸。在我國(guó)現(xiàn)階段航空鈑金領(lǐng)域,此類拉彎工藝方法外加手工校形仍普遍用于飛機(jī)框緣等產(chǎn)品的制造。但是二次拉彎成形中間工序較多,制造成本較高,周期較長(zhǎng),甚至?xí)?dǎo)致型材截面變形,影響產(chǎn)品裝配精度。
針對(duì)上述問題,本次試驗(yàn)采用一次拉彎成形,工藝過程為:退火態(tài)直型材固溶處理(W狀態(tài))→預(yù)拉伸(預(yù)拉伸量1%~3%)→彎曲至零件貼模→補(bǔ)拉伸。相較于二次拉彎成形具有制造周期短,而且中間工序較少,型材產(chǎn)品一致性較好等優(yōu)點(diǎn)。拉彎過程中型材受力變形過程為:首先預(yù)拉伸型材至屈服附近,用以替代固溶后張力矯直過程,并且預(yù)防型材內(nèi)層壓縮起皺;然后,兩拉彎夾鉗按照預(yù)先設(shè)定的數(shù)控軌跡將型材拉彎貼靠模具;最后,為了控制型材回彈,再次進(jìn)行拉伸完成型材補(bǔ)拉伸。型材受力變形過程如圖4所示。為了減小模具與型材間的摩擦,模具表面涂油脂進(jìn)行潤(rùn)滑,改變摩擦系數(shù)。
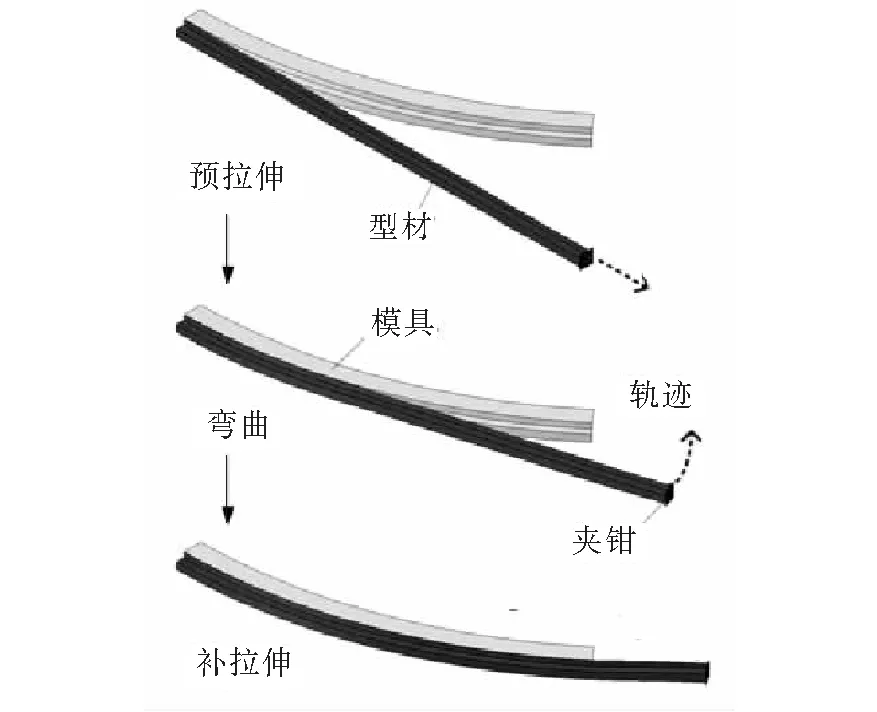
圖4 型材受力變形過程
對(duì)比分析多組拉彎試驗(yàn)結(jié)果:拉彎卸載后,型材回彈量隨著拉伸量的增大逐漸減小,并表現(xiàn)出非線性相關(guān)。這是因?yàn)殡S著預(yù)拉伸量增大,型材所受拉力加大,材料進(jìn)入了塑性變形階段,應(yīng)力應(yīng)變曲線的斜率迅速減小,如圖5所示。當(dāng)預(yù)拉伸量≥2%時(shí),型材內(nèi)側(cè)褶皺消失。這是因?yàn)樵陬A(yù)拉伸力的作用下,型材所有纖維層均進(jìn)入塑性狀態(tài),在后續(xù)的彎折過程中,型材外層產(chǎn)生更大的塑性變形,內(nèi)層則受到壓應(yīng)力影響進(jìn)入彈性卸載過程,或是反向塑性壓縮變形[8]。當(dāng)預(yù)拉伸量較小時(shí),在拉彎過程中會(huì)產(chǎn)生反向塑性壓縮變形,型材薄壁特性使得內(nèi)側(cè)底平面在彎折過程中極易出現(xiàn)金屬堆積現(xiàn)象,進(jìn)而出現(xiàn)褶皺現(xiàn)象。隨著預(yù)拉伸量提高,在彎折多過程中逐漸由塑性變形向內(nèi)層彈性變形轉(zhuǎn)化,使得型材內(nèi)側(cè)底平面褶皺逐漸消除。
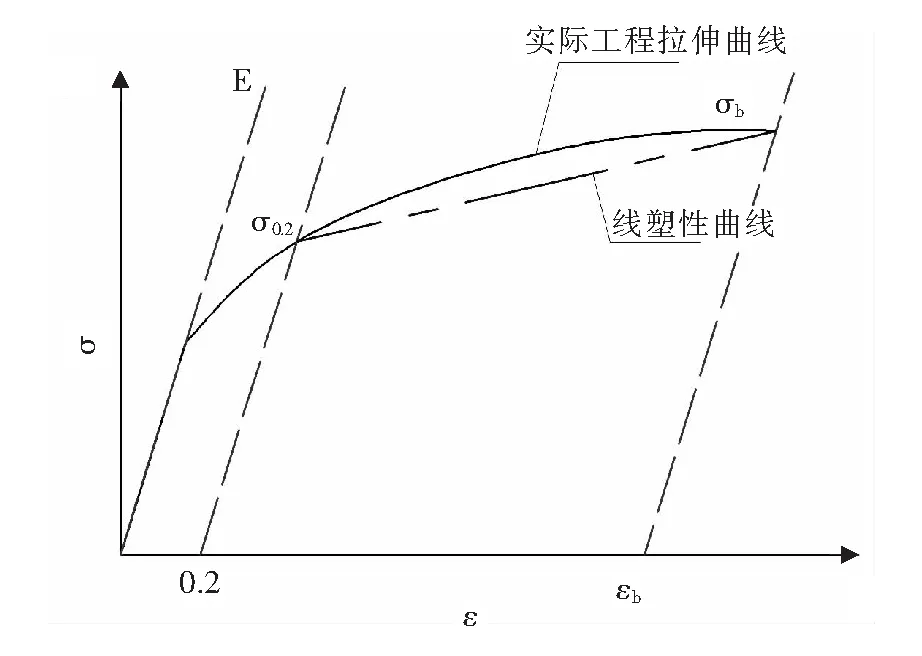
圖5 實(shí)際工程拉伸曲線與線塑性曲線對(duì)比示意圖
當(dāng)預(yù)拉伸量大于2.5%時(shí),型材在預(yù)拉伸及拉彎過程中鉗口處易出現(xiàn)斷裂現(xiàn)象,斷裂原因?yàn)椋?)型材樣件最大壁厚不超過3 mm,當(dāng)預(yù)拉伸量過大時(shí),為防止拉彎過程中出現(xiàn)試樣脫落現(xiàn)象,需加大鉗口夾持力,則會(huì)導(dǎo)致型材承受過大剪切力,從而產(chǎn)生斷裂;2)拉彎鉗口夾緊位置受力不均或鉗口夾緊位置尖銳,當(dāng)拉伸力增大時(shí),導(dǎo)致夾緊過程中型材產(chǎn)生裂紋。
根據(jù)試驗(yàn)結(jié)果可知,為獲得合格產(chǎn)品,在高強(qiáng)度薄壁厚2024合金型材拉彎生產(chǎn)過程中,需選擇合理的預(yù)拉伸量保證生產(chǎn)設(shè)備及過程參數(shù)穩(wěn)定,并根據(jù)型材拉彎回彈量反推出拉伸模具需補(bǔ)償?shù)幕貜椓浚瑥亩岣呱a(chǎn)效率。
4 結(jié)論
1)航空用高強(qiáng)度薄壁厚2024合金型材拉彎卸載后回彈量隨著預(yù)拉伸量增加而減小,型材內(nèi)側(cè)褶皺情況隨著預(yù)拉伸量增加逐漸改善直至完全消失。但是,預(yù)拉伸量過小將導(dǎo)致型材起皺,預(yù)拉伸量過大可能導(dǎo)致型材減薄、截面畸變、褶皺、裂紋甚至斷裂。因此,合理的預(yù)拉伸量選擇尤為重要。
2)2%的預(yù)拉伸量有利于航空用高強(qiáng)度薄壁2024合金型材W狀態(tài)拉彎過程中回彈量的穩(wěn)定控制,便于模具設(shè)計(jì)時(shí)預(yù)留補(bǔ)償回彈量,且所需預(yù)拉伸力適中,消除內(nèi)側(cè)褶皺的同時(shí)保證拉彎過程型材不易發(fā)生斷裂。可保證生產(chǎn)穩(wěn)定性并提高型材成形精度及實(shí)際生產(chǎn)效率。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36