液壓泥炮快速更換施工工法研究與應用
2021-03-05 04:06:52張守喜劉慶濤
設備管理與維修 2021年1期
關鍵詞:施工
張守喜,劉慶濤
(本鋼板材股份有限公司煉鐵廠,遼寧本溪 117000)
0 引言
液壓泥炮是高爐煉鐵極為關鍵的重要設備,其作用是迅速、準確堵塞放鐵后的出鐵口,使高爐快速進入下一循環作業[1]。其由打泥機構、吊掛機構、回轉機構3 部分組成,總重量達26 t[2]。由于液壓泥炮工作性質需要,必須安裝在高爐出鐵口旁,而且緊靠爐殼,高爐生產中,液壓泥炮不可避免出現故障需要及時更換。由于工作現場空間狹窄,各種大型吊裝設備無法靠近,更換費時費力,往往需要長時間停爐,嚴重影響高爐生產[3]。為此,對液壓泥炮安裝進行系統研究和多次施工現場實踐,總結出液壓泥炮不停爐快速更換施工工法[4]。該方法提高了安裝效率和安裝精度,不僅避免了長時間停爐帶來的巨大損失,而且保證了液壓泥炮的安裝質量。
1 施工準備
1.1 施工工藝流程設計
①在液壓泥炮安裝位置棚頂上方金屬鋼梁上焊接吊裝環,懸掛多個手拉葫蘆,分別在爐殼和主鐵溝蓋板上焊接吊裝環并安裝定滑輪[5];②借助橋式起重機主卷揚向上起吊,對舊的打泥機構、吊掛機構、回轉機構,進行吊裝拆除;③對新液壓泥炮按照打泥機構、吊掛機構、回轉機構3 部分,由零件預安裝成部件;④使用前述吊裝環、手拉葫蘆、定滑輪和借助橋式起重機安裝新的、預裝好的回轉機構、吊掛機構、打泥機構3 個部件;⑤對設備進行驗收和試車。其施工流程如圖1 所示。
1.2 舊液壓泥炮拆除
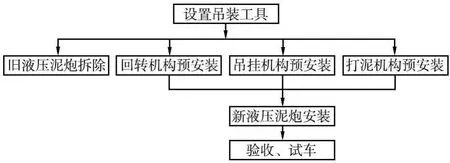
圖1 施工流程
①關閉液壓閥站相關截止閥;②現場拆除相關液壓油管,所有拆開的液壓管路接頭必須用干凈抹布包扎好,避免進入灰塵;③風口平臺上方主梁焊接吊裝環,用手拉葫蘆把待拆除液壓泥炮固定好,然后用氣焊割斷固定拉筋和所有地腳螺栓;④爐殼和主鐵溝蓋板分別焊接吊裝環并安裝定滑輪,鋼絲繩穿過兩組定滑輪與出鐵場橋式起重機吊鉤相連,鋼絲繩另一端與被拆除液壓泥炮相連,并且地面鋪設鋼板以減小摩擦阻力;⑤依次拆除打泥機構、吊掛機構、回轉機構,用手拉葫蘆移動至地面鋼板上,借用橋式起重機吊鉤向上起吊,鋼絲繩通過定滑輪水平拖出液壓泥炮所有部件,如圖2 所示。
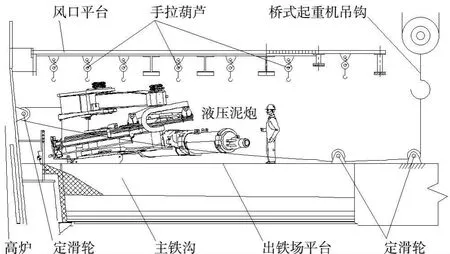
圖2 拆除液壓泥炮
2 新液壓泥炮安裝
2.1 基座檢查驗收
舊液壓泥炮拆除施工完畢,基座表面及預留孔內應清掃干凈,具備新設備安裝條件,并查看基座的中間交接資料。新液壓泥炮安裝前,要按照圖紙及施工驗收規范驗收基座中心線、標高等幾何尺寸,設備基座的尺寸極限偏差和水平度、鉛垂度公差應符合施工驗收規范的規定。預留螺栓孔驗收時要檢查預留孔中心位置、孔不垂直度和孔的深度。
2.2 回轉機構安裝
用砂輪打磨回轉機構法蘭和法蘭板四周邊角及焊接區域,使墊板、基礎板和底座接觸區域平整、無毛刺,無油漆、焊疤等殘留物,回轉機構如圖3 所示。調整地腳螺栓高出螺母3~5 個螺紋,保證地腳螺栓處于螺栓孔中間位置。通過調整斜墊鐵,爐殼方向向下傾斜6.7°±0.04°,主鐵溝方向向下傾斜3.3°±0.04°。先安裝底板到墊板上,同時穿裝地腳螺栓,調整底板標高基本處于同一高度,并緊固地腳螺栓。軸承1 安裝到位后,用手拉葫蘆將轉臂水平落入軸承1 內,在保證轉臂水平狀態下快速安裝軸承2,蓋上蓋板并焊接加固,最后把定位銷插入定位孔內,撤下手拉葫蘆,回轉機構安裝完畢[6]。
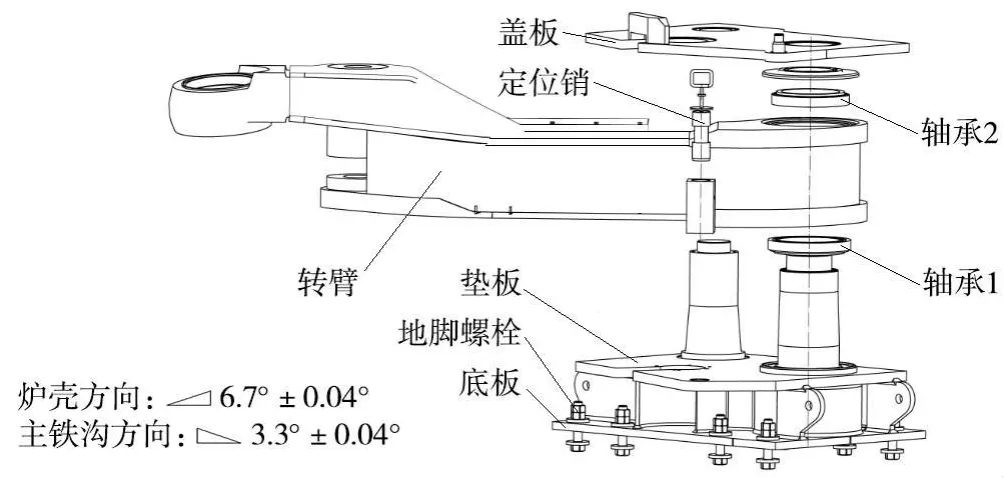
圖3 回轉機構
2.3 吊掛機構安裝
吊掛機構由于展開尺寸較大,一般剖分成4 部分預裝,在吊裝位置附近平整場地上進行組對,先穿螺栓固定,組對合格后緊固連接螺栓。根據安裝基準線,通過墊鐵調整基礎板標高和水平,標高偏差≤±2 mm,水平度偏差≤0.1/1000。將液壓管路的支架板安裝在基礎板上,用螺栓與基礎板固定,基礎板與支架板之間接觸要嚴密。用手拉葫蘆吊裝吊掛機構下部組件就位,采用平衡安裝技術,配合人工調整,吊裝就位,調整吊掛機構的標高、偏差≤±2 mm;吊掛機構中間的法蘭連接面要保持水平狀態。吊掛機構與回轉機構連接處用螺栓進行連接,液壓轉閥支腿圓弧板與支腿外殼分段連接(圖4)。轉閥3 固定在基礎板上,轉閥4 固定在法蘭上,編碼器固定在轉閥1 的轉軸上并蓋上隔熱罩2,隔熱罩1 蓋在液壓管路及支架上,調整轉臂調節桿至鐵口中心位置,吊掛機構安裝完畢[7]。
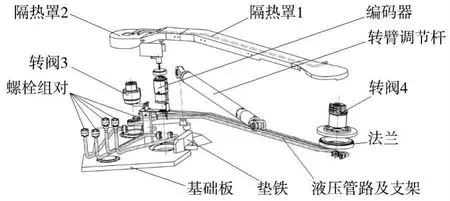
圖4 回轉機構安裝
2.4 打泥機構安裝
吊掛機構安裝完畢后,即可安裝打泥機構,采用多工序平行作業,事先把打泥機構零件安裝成部件,再把各部件組裝成整機液壓泥炮(圖5)。預裝工藝流程:打泥油缸→泥缸→指示器→碟簧→法蘭→轉閥→后卡扣→前卡扣→額頭→錐段→炮頭。整理好液壓管路線路,避免安裝時碰撞,記錄連接孔說明上的連接孔號、管接頭型號、軸承型號。卡扣為剖分式,先安裝下半部分,采用在下半部分掛1 t 手拉葫蘆的方式兩半組合吊裝,緊固連接螺栓,形成整體打泥機構。將整機打泥機構用爐前橋式起重機吊運至距離基座最近點,地面鋪設鋼板減少摩擦阻力,再用事先設置好的鋼絲繩定滑輪拖拽至基座,改用手拉葫蘆配合平衡法吊裝,保證法蘭面水平,吊裝就位后,連接打泥機構法蘭螺栓,同時配合千斤頂調整,保證打泥機構垂直度不受外力影響。整機液壓泥炮安裝完畢[8]。
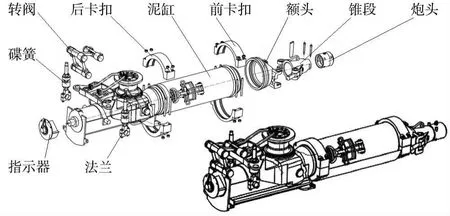
圖5 打泥機構安裝
3 驗收與試車
嚴格執行工序管理,在上道工序未達到驗收要求時,禁止下道工序設備的安裝。基座找正、中心線的平行度調整,回轉機構縱、橫向中心線等重要環節要進行三檢制驗收和控制。打泥機構中心線必須進行確認,檢查偏差值≤2 mm,否則需要調整。各機構往復動作不少于10 次,動作應準確靈活,無卡阻現象。液壓油清潔度不低于NAS10 級,液壓系統及水冷系統暢通并且不得有泄漏現象,各緊固件及軟管接頭應牢固,無松動,機構往復動作后炮嘴在X 和Y 兩個方向上相對位置的偏差≤3 mm[9]。其他主要技術性能參數見表1。
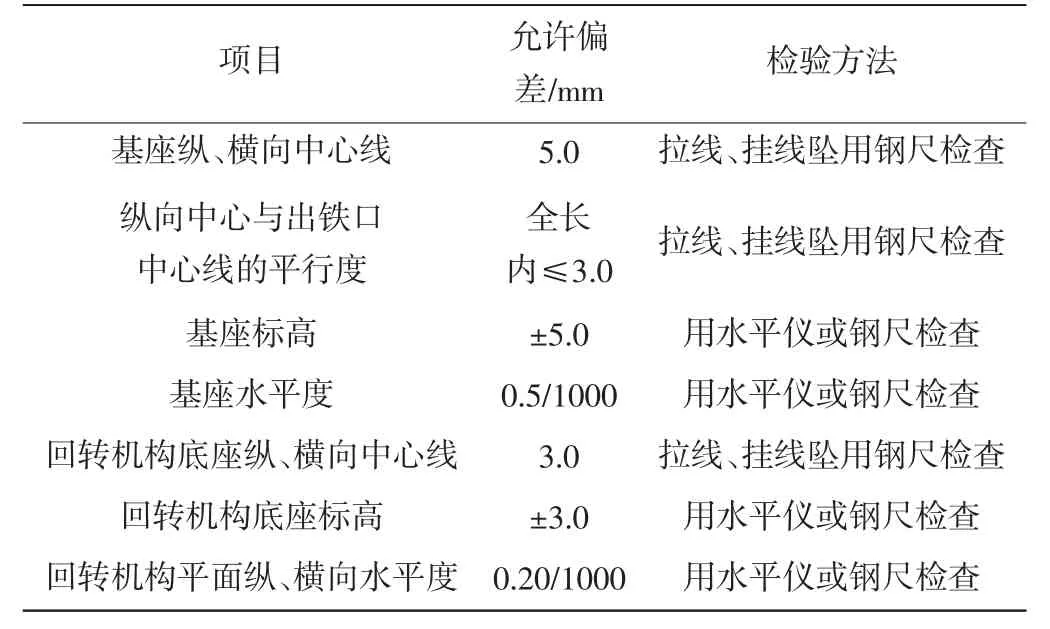
表1 液壓泥炮安裝允許偏差
4 結論
采用巧妙設置吊裝工具的方法,解決了由于施工作業空間狹窄,各種大型吊裝設備無法靠近及使用的難題,降低了液壓泥炮更換的施工成本。采用預安裝法,多工序平行作業,事先把零件安裝成部件,再把各部件組裝成整機液壓泥炮,施工工期由原來的72 h 縮短至24 h,提高功效2 倍。在不停爐情況下施工,避免了高爐停產帶來的巨大損失,為以后液壓泥炮更換施工提供了可靠的決策依據和技術指標,產生了較好的經濟效益。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48
