硫黃回收單元不銹鋼三通閥裂紋修復(fù)處理
2021-03-08 00:22:56張云光羅明平曾令強蔣學奎楊智超
天然氣與石油 2021年1期
羅 濤 張云光 羅明平 曾令強 蔣學奎 薛 山 楊智超 汪 蕾
中國石油西南油氣田公司重慶天然氣凈化總廠, 重慶 401259
0 前言
四級轉(zhuǎn)化冷床吸附(Cold Bed Adsorption,以下簡稱CBA)工藝通過熱反應(yīng)爐,1個常規(guī)克勞斯反應(yīng)器以及3個CBA低溫克勞斯反應(yīng)器將酸氣中的H2S轉(zhuǎn)換為硫黃,該硫黃回收是常規(guī)克勞斯和低溫克勞斯的組合工藝,其硫黃回收率達到99.2%以上[1]。而三通閥是該工藝流程中的重要設(shè)備,通過其不同閥位的切換快速轉(zhuǎn)換各工藝階段。硫黃回收裝置中工藝介質(zhì)復(fù)雜,包含H2S、SO2、CS2、水蒸氣、硫蒸氣等。同時,在該工藝條件下,三通閥需頻繁切換閥位,溫度變化范圍在120~400 ℃。因此,三通閥在這種工藝介質(zhì)復(fù)雜的動載荷下,容易產(chǎn)生開裂、腐蝕現(xiàn)象。
在巡檢某天然氣凈化廠時,發(fā)現(xiàn)硫黃回收裝置工藝參數(shù)異常。判斷硫黃回收裝置不銹鋼夾套三通閥伴熱蒸汽內(nèi)漏。裝置停產(chǎn)檢修解體發(fā)現(xiàn),三通閥閥蓋伴熱夾套有11處裂紋。廠家到場后,經(jīng)過5 d的檢查、研究得出無法修復(fù)的結(jié)論。購買新閥門更換不僅價格昂貴(247萬元/只),而且3~6個月的采購周期,遠遠超出了該廠可接受的開產(chǎn)延期時間。通過對三通閥材質(zhì)、使用工況等因素進行綜合分析,制定了以固溶處理[2-5]為核心的焊接工藝,最終成功修復(fù)裂紋,保證裝置順利開產(chǎn)。該焊接工藝的成功使用,也為該廠類似設(shè)備問題提供了解決辦法,有效解決了天然氣凈化廠設(shè)備硫腐蝕開裂的修復(fù)問題。
1 故障現(xiàn)象
將故障三通閥解體后發(fā)現(xiàn)開裂位置處于閥蓋伴熱夾套與閥蓋、軸套焊接部位,見圖1。其中開裂位置一(閥蓋伴熱夾套與閥蓋焊縫)裂紋沿焊縫周向、間斷分布,共10處,且裂紋沿熱影響區(qū)呈多點、細縫、樹狀擴散,見圖2。開裂位置二(閥蓋伴熱夾套與軸套焊縫)裂紋集中在一處,且沿焊縫方向呈單點、寬逢、線型擴散,見圖3。
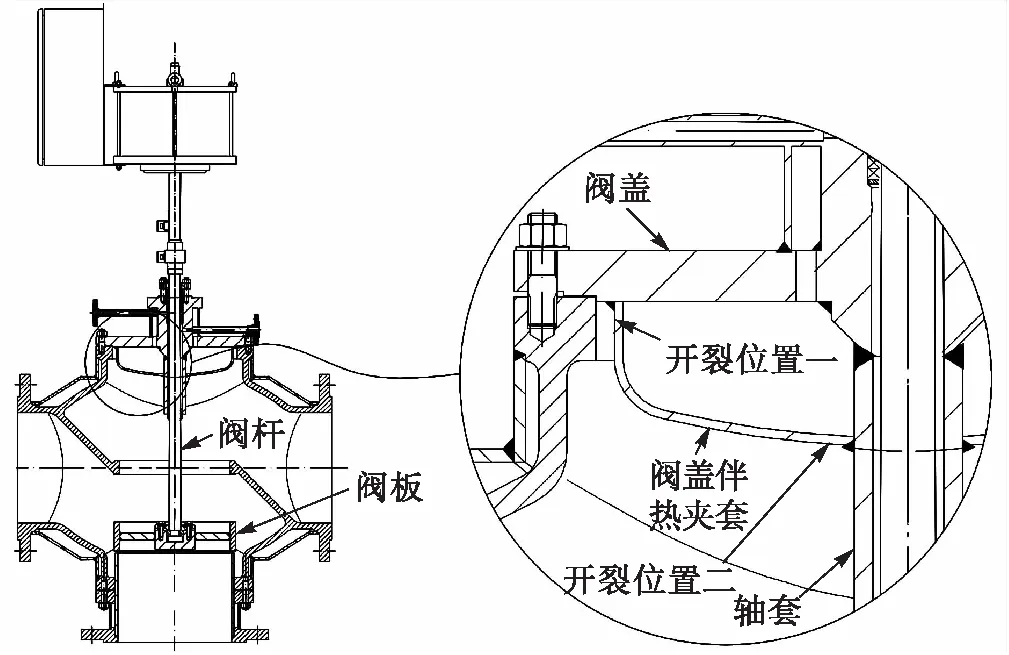
圖1 開裂所處部位圖Fig.1 Crack location

圖2 開裂位置一照片F(xiàn)ig.2 First crack

圖3 開裂位置二照片F(xiàn)ig.3 Second crack
2 原因分析
2.1 晶間腐蝕
開裂位置一呈多點、細縫、樹狀擴散,見圖4,結(jié)合圖1~2可發(fā)現(xiàn)裂紋垂直于閥蓋伴熱夾套內(nèi)部受壓時產(chǎn)生的環(huán)向應(yīng)力。

圖4 開裂位置一局部放大圖Fig.4 Partially enlarged First crack
通過現(xiàn)場觀察發(fā)現(xiàn)裂紋全部出現(xiàn)在閥蓋伴熱夾套焊縫上,懷疑為奧氏體不銹鋼在焊接時溫度達到600~900 ℃,結(jié)晶晶界的碳化鉻(Cr23C6)析出,引起奧氏體不銹鋼內(nèi)的Cr量減少、耐腐蝕性下降,從而出現(xiàn)晶間腐蝕[6-10]。
但根據(jù)原設(shè)備圖紙得知,閥蓋、閥蓋伴熱夾套、軸套材質(zhì)均為304L。由于含碳量在0.03%以下,具有良好的抗晶間腐蝕性能。參照國標GB/T3280-2015《不銹鋼冷軋鋼板和鋼帶》得出304、304L不銹鋼材質(zhì)成分見表1。對設(shè)備開裂部件進行材質(zhì)檢測,其中C含量0.07%,Mn含量1.02%,S含量0.008%,P含量0.037%,Si含量0.34%,Cr含量17.24%,Ni含量8.04%。因此判斷該部件材質(zhì)為304并非304L。由于304與304L在含碳量上的區(qū)別導(dǎo)致304在焊接過程中容易在晶界區(qū)域形成“貧鉻區(qū)”,從而引起晶間腐蝕[11]。

表1 304和304 L不銹鋼材質(zhì)成分表Tab.1 304 and 304 L stainless steel material composition
除了材料、焊接因素,開裂位置一在角焊縫兩側(cè)結(jié)構(gòu)剛度差異較大,沒有平滑過渡,造成該處應(yīng)力集中。當閥位處于角通時,該位置處于盲端,容易凝結(jié)出酸性液體、固體硫單質(zhì),也會加劇裂紋的擴散。
綜上,此處裂紋是由于該部件選擇了受敏化影響的304不銹鋼,并且在焊接時未進行有效固溶處理,導(dǎo)致部件在應(yīng)力作用下產(chǎn)生的沿晶界斷裂的現(xiàn)象。
2.2 疲勞損傷
開裂位置二裂紋呈單點、寬逢、線型擴展。
開裂位置二所處位置同樣存在角焊縫兩側(cè)結(jié)構(gòu)剛度差異較大、沒有平滑過渡而造成的應(yīng)力集中問題。除此之外,開裂位置二還處于軸套下端,該處在閥位切換、介質(zhì)流動的作用下變形量最大。不僅如此,在正常生產(chǎn)過程中三通閥處于直通與角通的切換過程,閥桿為懸臂梁結(jié)構(gòu),且閥板處于懸臂梁頂端。切換過程中氣流急劇變化,不僅帶來了交變載荷,在特定流速下還可能形成渦激共振。
2.3 失效判斷
綜上,此處裂紋是由于該部件選擇了受敏化影響的304不銹鋼,并且在焊接時未進行有效固溶處理,導(dǎo)致部件在應(yīng)力作用下產(chǎn)生的沿晶界斷裂,并且在交變載荷、共振情況下裂紋得以持續(xù)延伸。
3 焊接修復(fù)
3.1 修復(fù)方案
通過以上原因分析可知,裂紋產(chǎn)生的根本原因有以下四點:1)由于晶界區(qū)域形成貧鉻區(qū)而引起的晶間腐蝕;2)硫單質(zhì)的影響;3)內(nèi)部殘余應(yīng)力;4)閥位切換、介質(zhì)流動的交變載荷。其中主要因素是晶間腐蝕,而交變載荷又無法避免。
因此修復(fù)的核心就是通過選用超低碳不銹鋼焊條與固溶處理相結(jié)合,避免再次產(chǎn)生貧鉻區(qū)。同時去除殘余硫單質(zhì),小線能量焊接減小殘余應(yīng)力以及碳化鉻(Cr23C6)析出[12]。
3.1.1 選用超低碳不銹鋼
既然出現(xiàn)晶間腐蝕的根本原因是碳與鉻形成化合物產(chǎn)生貧鉻區(qū),那么選用含碳量低的不銹鋼[13]就是第一選擇。但檢修時間短,無法短時間獲得304L(具有抗晶間腐蝕特性)材質(zhì)的該部件。因此只能對開裂部位進行修復(fù)。焊條選擇超低碳不銹鋼焊條E316L-16進行焊接,減少碳的帶入。
3.1.2 打磨與除硫
由于該閥門使用介質(zhì)中含有硫單質(zhì),裂紋產(chǎn)生后硫單質(zhì)殘留在裂紋中,也加劇了裂紋的擴展,因此在焊接前需進行嚴格的除硫操作[14]。
根據(jù)裂紋形狀、大小、長度、位置,首先對裂紋最寬處沿裂紋線用角向磨光機打磨出一條V型縱向小坡口,便于增加熔深和焊透。然后沿裂紋打磨,直到消除末端裂紋。
用鋼絲刷除去不銹鋼板表面的硫黃后,再用角向磨光機清除表面與近表面的污物;為除去裂紋中硫單質(zhì),用氧乙炔焰的中性焰對不銹鋼板焊接區(qū)域進行焙燒至900~1 000 ℃左右(暗紅色);冷卻后再用角向磨光機打磨清除表面氧化物,直至其露出金屬本體光澤。
清理干凈后用滲透檢測進行檢查直到裂紋完全消除。
3.1.3 小線能量焊接
焊接時采用小線能量、小電流、短弧、大焊速、橫向微擺動、滅弧向上的手法焊接[15],焊接參數(shù)見表2。焊接過程中輸入線能量少,既能有效限制被加熱寬度,又有利于被加熱區(qū)急冷,在敏化溫度區(qū)停留時間短,有利于防止晶間腐蝕。每焊接20 mm用常溫純凈水快速噴淋冷卻一次,不斷重復(fù)以上操作,直至完成焊接[16]。
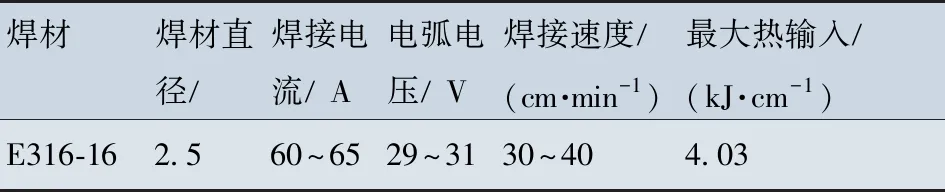
表2 手工電弧焊焊接參數(shù)表Tab.2 Welding parameters of manual arc welding
3.1.4 進行固溶處理
焊接完成后將該部件的所有焊縫加熱到1 100 ℃左右,保溫5 min后,隨即急冷。在1 100 ℃時碳化鉻被融解,急冷以獲得單一的奧氏體鎳鉻合金,不產(chǎn)生貧鉻區(qū)[17-20]。
3.2 修復(fù)效果
經(jīng)過3 d的搶修,利用固溶處理防止晶間腐蝕的原理,成功完成了對閥體11處裂紋的修復(fù)工作,并通過了滲透檢測和氣密性實驗,使用至今已5 a,設(shè)備運行正常。該修復(fù)方案不僅節(jié)約成本247萬元,而且保證了該天然氣凈化廠的正常生產(chǎn)。
4 結(jié)論及建議
1)當奧氏體不銹鋼焊縫因貧鉻產(chǎn)生晶間腐蝕時,通過固溶處理能有效消除貧鉻區(qū),防止再次發(fā)生晶間腐蝕。
2)小線能量焊接,間斷降溫的方法能有效降低在600~900 ℃區(qū)間的停留時間,從而減少結(jié)晶晶界的碳化鉻(Cr23C6)析出,避免貧鉻區(qū)的產(chǎn)生。
3)超低碳不銹鋼的選用也能減少焊接時結(jié)晶晶界的碳化鉻(Cr23C6)析出,避免貧鉻區(qū)的產(chǎn)生。
4)結(jié)合本次三通閥修復(fù)經(jīng)驗,建議在以后的三通閥采購時選用304 L、316 L等具有良好的抗晶間腐蝕性能的材質(zhì),在閥蓋伴熱夾套焊縫位置設(shè)置剛度過渡段,并增加軸套剛度,減小其變形量。
猜你喜歡
艦船科學技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
制造技術(shù)與機床(2015年10期)2015-04-09 07:06:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24