基于熱軋鋼卷機器人自動噴號系統開發與應用
2021-03-08 09:19:20徐鴻偉
機電元件 2021年1期
關鍵詞:系統
徐鴻偉
(湖南華菱漣源鋼鐵有限公司,湖南婁底,417000)
1 引言
隨著工業機器人技術的發展,其應用變得越來越廣泛,尤其是在切割、搬運、碼垛、焊接、噴涂等方面應用較多[1-3]。在中國制造2025方針引導下[4-6],積極縮短我國鋼鐵企業在工業機器人應用上存在的差距,尤其是提升惡劣環境下工業機器人系統代替人工工作的自動化系統。例如:劉華鋒等[7]研發了自動化生產線分揀站,工業機器人引入到自動化生產系統后,能夠進一步提高工廠自動化水平、提高生產效率,減小勞動強度,降低人工成本。
本文針對熱軋鋼卷出口人工噴號標識,存在勞動強度大、出錯率高、效率低以及危害風險高等問題。在滿足鋼卷噴號標識工藝的前提下,采用工業機器人設計集成技術研發一套工業機器人自動噴號標識系統代替人工從事鋼卷噴號標識工作,整套系統各結構和功能設計合理、功能齊全,運行穩定可靠,通過現場投運表明,該系統能夠自動對鋼卷進行噴號標識,故障率低,穩定性優良,不僅降低了工人勞動強度、出錯率極低,提高了工作效率,工人零危害風險。
2 鋼卷噴號分析
2.1 工藝參數
熱軋平整機為單機架四輥熱軋平整,安裝位置位于出口步進梁3#鞍座,鋼卷卷芯與步進梁運輸方向一致,鋼卷外徑為Φ900mm~Φ1950mm,寬度為800mm~2100mm,厚度為1.0mm~6.0mm,開卷速度≥5min/卷。鋼卷參數如表1所示。鋼卷如圖1所示。
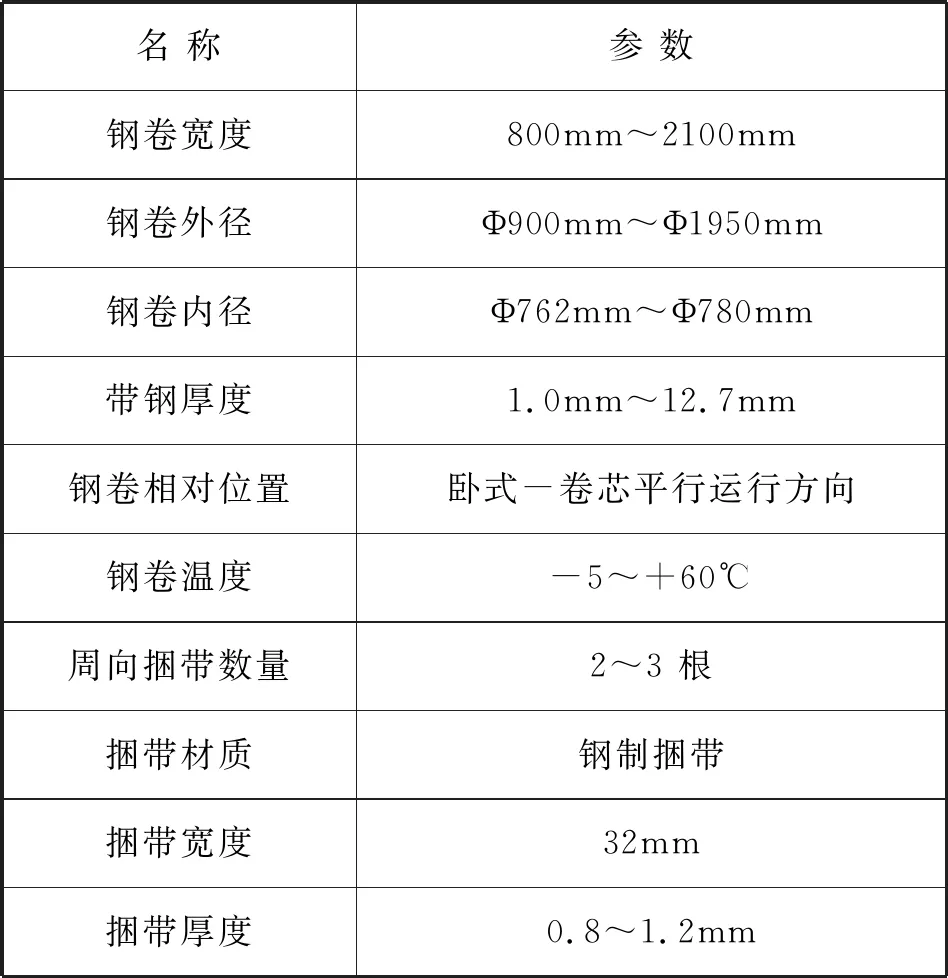
表1 鋼卷參數

圖1 現場鋼卷
2.2 系統功能
工業機器人自動噴號系統能自動或手動提取稱重數據并將數據噴到鋼卷上。部分噴號參數如下:
打捆帶數: 3條,間距 300mm;
噴印形式:連續書寫式。(可以避開打包帶位置);
噴印位置:鋼卷端面和鋼卷外圈;
字符數量:任意;
字符類型:
數字:0~9,26個英文字符
特殊字符: *、#、$、&、(、)、%、+、-、.、;、:、<、>、=、?、@、/、kg、【、】、、等
字符高度尺寸:60mm、80mm、100mm可選;
寬度:字符高度的2/3;
噴印字符模式選擇: 4種模式選擇(其中一種模式為按照大小卷自動選擇字體;另外三種為三種字高(60mm、80mm、100mm)的噴印模式;
對齊方式:左對齊;
噴號行數和周期:弧面最大四行,端面一行弧面四行和端面一行時,周期≤90s,弧面三行和端面一行時,周期≤75s;
噴印介質:環保油漆。
3 系統設計與原理
3.1 設備布局
該機器人系統仿真如圖2所示,自動噴號機器人設備安裝出口步進梁3#鞍座旁,其中機械手、泵柜系統、噴頭系統、回收裝置以及控制柜安裝在安全護欄內,機旁操作箱安裝在安全防護欄外。該系統設備現場布局如圖3所示。
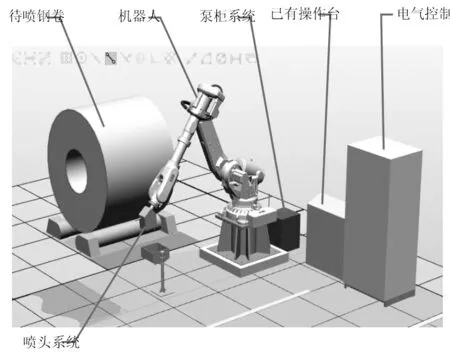
圖2 機器人系統仿真圖

圖3 現場設備布局圖
3.2 系統配置
該系統主要包括以下設備:(1)工業機器人(含控制柜及示教器);(2)泵柜與噴頭系統。
3.2.1 工業機器人
根據表一參數和噴頭系統等條件,采用ABB六軸工業機械手,型號:IRB6700-150/3.2。
擬選擇的機械手的額定負載為150Kg,機械手末端安裝的噴頭重量約為17Kg,噴頭重心相對于末端法蘭的坐標為(0mm,0mm,220mm),機械手額定負載校核結果如圖4所示。由圖4可知該機械手各軸承受的靜負荷在其能力范圍內,而且該機械手的J6軸和J5軸的轉動慣量I分別為其最大轉動慣量的37%和21%,均低于其實際負荷的80%,因此,該機械手固有的設計使用壽命能夠滿足工況要求。
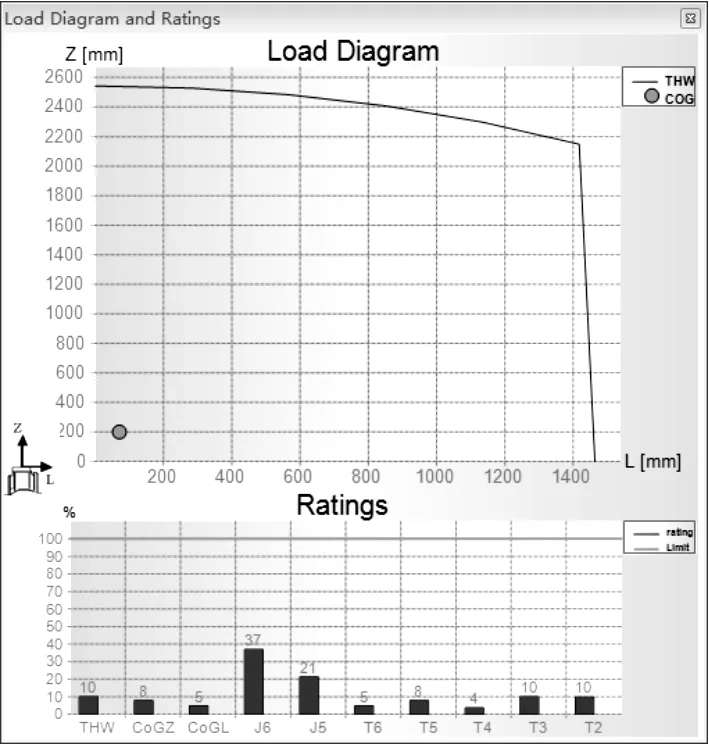
圖4 機械手額定負載圖
3.2.2 泵柜與噴頭系統
噴頭系統安裝在機器人末端法蘭,采用單噴頭連續書寫方式,具有位置檢測,和碰撞保護檢測功能,噴頭內部通冷卻風管,有效保證內部元器件的長期穩定工作,三維示意圖如圖5所示。泵柜系統為噴號涂料加壓、控制設備,主要包含過濾器、薄膜泵、控制閥、稱量檢測、清洗劑和涂料管路等元器件,泵柜系統如圖6所示。
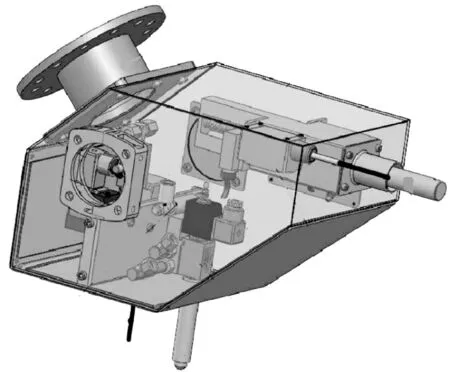
圖5 噴頭三維示意圖
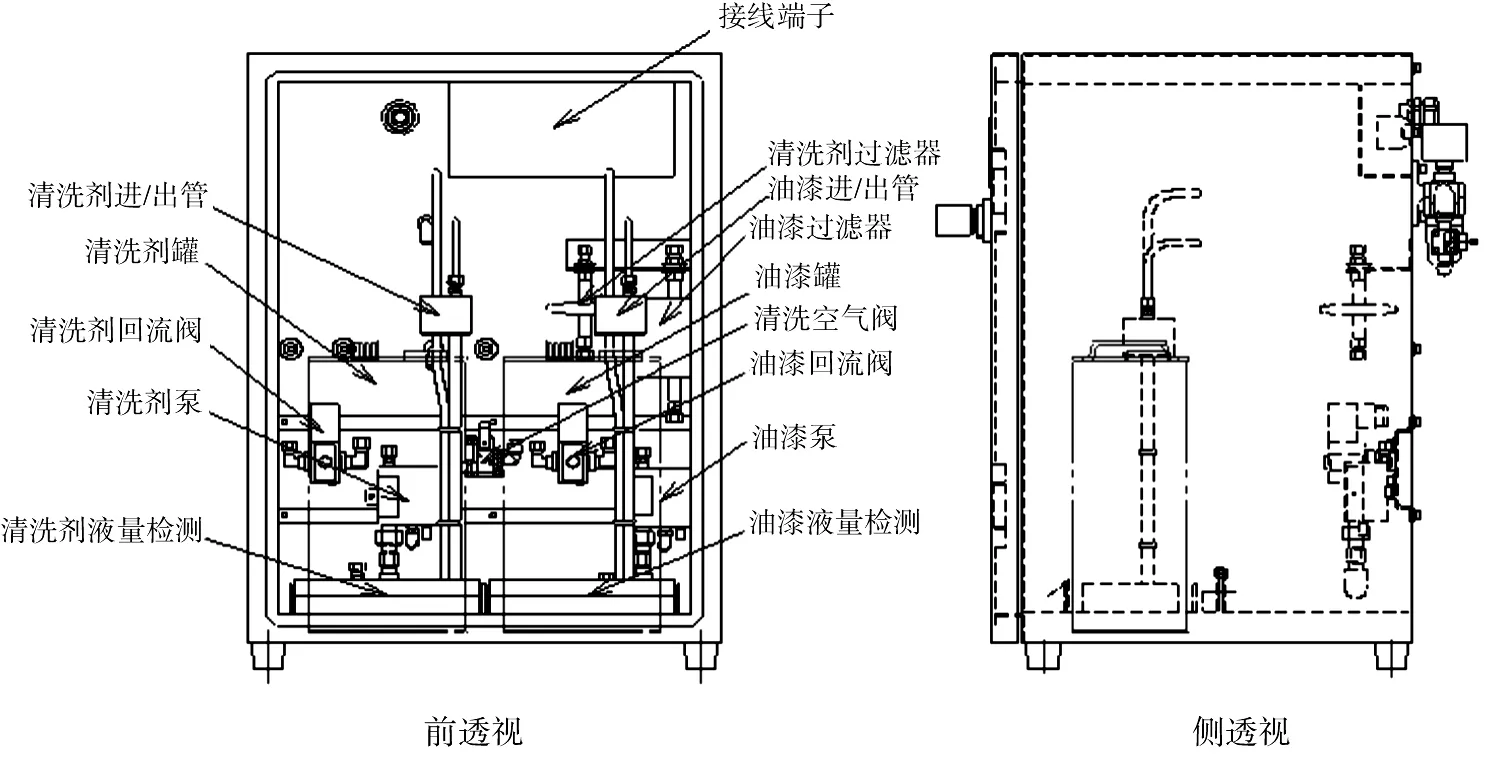
圖6 泵柜系統
3.3 電氣系統設計
3.3.1 電氣控制系統
電氣控制系統集成在電氣控制柜內,是機器人噴號系統的電氣和控制核心,包含三相電源的控制和分配,控制機器人運動的IRC5機器人控制柜,以及配套的西門子 PLC 控制系統,PLC 控制系統負責控制泵柜系統和噴頭系統內各種閥門動作和信號處理,包括產生電氣自動化連鎖信號。
3.3.2 上位監控系統
上位監控用于監控機器人噴號系統噴號狀態、各系統相關狀態、通訊狀態和相關設備報警狀態等信息,以及與外界系統的通訊處理,主要包括以下功能:
(1)噴印數據選擇來源:手動輸入或接收L2數據;(2)上位機模式選擇:分為全自動和半自動,結合機旁操作三種控制方式;(3)參數設置:包括弧面邊沿距離,側面邊沿距離,弧面噴印距離,側面噴印距離;(4)與機器人交流信號及噴印狀態顯示;(5)報警指示:包括機器人報警,撞擊報警,探測無卷,清洗劑報警,涂料不夠報警,氣壓報警,重號報警;(6)噴涂記錄顯示:可記錄當前機器人噴號的所有數據,可以進行查詢或插入數據記錄。
3.3.3 機旁操作盒
機旁操作盒用于就地手動控制,主要用于對機器人噴號系統前期調試和更換涂料時方便現場作業,也可用于在噴號系統非嚴重故障狀態時的純手工操作。按鈕布置如圖7所示。
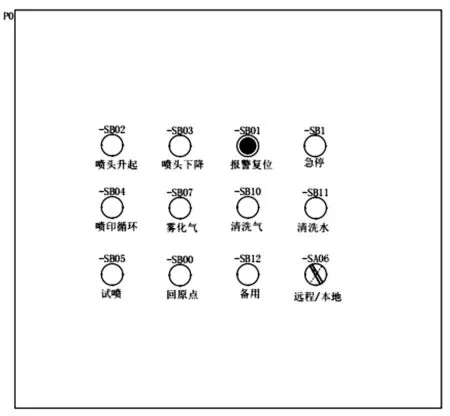
圖7 操作盒按鈕布置圖
3.3.4 安全護欄
機器人噴號系統整個工作區域用安全護欄隔離,并裝有安全門鎖(含安全門鎖及報警燈)。在機器人動作過程中,按下操作面板上“暫停”按鈕或打開防護門,機器人立即停止,不再執行任何動作和指令,直至按下“暫停復位”按鈕,機器人繼續當前動作指令和軌跡,直至完成預設動作。維護人員通過安全門進入護欄內,只要防護門未關閉好,且未按“ 暫停復位”按鈕復位,機器人無法再次動作。
3.3.5 系統控制原理與流程
機器人噴號系統控制拓撲如圖8所示。噴號系統 PLC 系統采用硬接線 I/O 的方式與操作箱、機器人控制柜、泵柜、各種限位和連鎖開關等信號進行通訊聯鎖控制。同時監控平臺通過以太網與機器人噴號PLC、平整L1、L2進行通訊,獲取機器人噴號系統狀態和報警信息,以及相關鋼卷、平整步進梁和打包機捆帶信息,信息和控制指令發送噴號PLC系統,噴號PLC通過PN與機器人進行通訊。機器人和泵柜執行噴號動作。
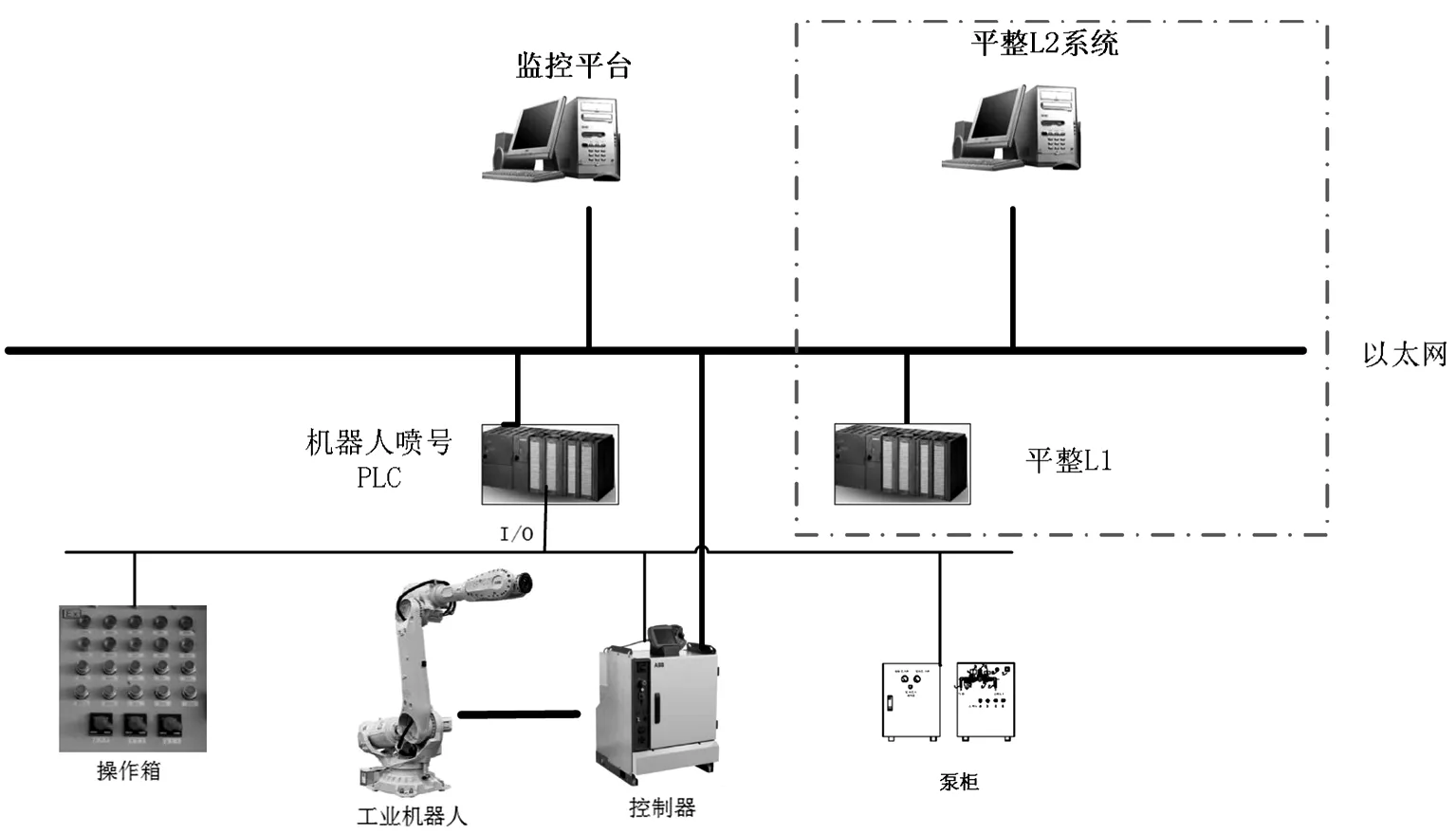
圖8 機器人噴號系統控制拓撲圖
噴印系統分機旁手動和遠程控制兩種方式,其中遠程控制又分為全自動和遠程手動,機旁手動為在現場操作盒直接進行手動噴號操作,遠程手動為人工在噴號監控畫面上手動輸入需噴印內容,發送噴號系統手動執行,全自動為從平整L1、L2系統中獲取噴印信號及數據自動執行噴號操作,無需人為干預。以全自動方式為例。噴號流程如圖9所示。
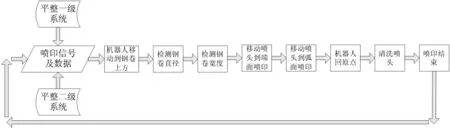
圖9 噴號作業流程圖
4 實施效果
該機器人自動噴號系統的開發和應用,現場投運表明,所設計的噴頭系統、泵柜系統、電氣控制系統、監控系統能夠滿足該機器人自動噴號工作,實現了對鋼卷的自動噴號標識,出錯率為0,文字清洗美觀,噴號效果如圖10所示。能夠滿足生產節奏需求,達到了預期的效果。

圖10 噴號效果圖
5 結論
采用工業機器人集成設計技術,所研發的工業機器人自動噴號系統替代人工從事鋼卷噴號標識工作,該系統設計合理,可自動噴號,噴號穩定可靠,文字清晰,從而降低了工人的勞動強度、提高了噴號效率,出錯率接近零為以及降低了工人的危害風險。該機器人自動噴號系統可廣泛應用于板材、型材等噴號標識工序上,能夠對工業機器人的開發與應用起指導和參考作用。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32