薄壁類金屬零件數控加工工藝分析
2021-03-11 04:54:42邱述龍李國平李鏡懸
世界有色金屬 2021年23期
關鍵詞:變形
邱述龍,李國平,李鏡懸
(中國航發南方工業有限公司,湖南 株洲 412000)
現代化金屬加工行業的發展,在一定程度上推進了薄壁類金屬生產單位的高精度發展,現如今,高精度數控加工工藝已成為了衡量產業生產與制造水平的重要指標。薄壁生產工藝與數控機床的集成,使前端產出的金屬構件廣泛應用到了市場領域,包括軍事制造、航空研發、醫療設備生產等[1]。相比常規的人工作業生產,數控加工實現了使用數字化技術與信息化技術,對零件與機械刀位的控制,使設計的成果具有批量效率高、精度高、形狀多變等特點。
在新型加工工藝的發展下,我國的金屬制造市場開始與國外生產進行對接,一些金屬零件制造與生產加工單位逐步承接大批量薄壁類金屬加工項目,但綜合產業的發展現狀可知,現如今我國的金屬生產市場在承接大型工程項目時,仍在加工工藝方面存在不足,此種不足以嚴重影響了對外出口金屬構件的質量,甚至會由于生產中,產出大量不合格金屬成品,導致生產單位的預計收益呈現一種顯著下降趨勢。因此,本文將綜合早期的研究成果,以薄壁類金屬零件為例,對此類構件的數控加工工藝設計展開研究,為我國金屬市場的發展帶來更高的收益,提升我國金屬加工制造在全國的水平。
1 薄壁類金屬零件數控加工工藝
1.1 薄壁類金屬零件數控編程準備
原有薄壁類金屬零件技工過程中極易出現工件壁過薄,在夾壓力的作用下極易出現變形的問題。同時,在加工過程中,由于切削熱會進一步造成零件熱變形現象產生,嚴重影響零件的加工質量。
為了在保證薄壁類金屬零件加工質量符合實際需要的基礎上,滿足數控加工的批量性,在加工處理前,要先進行數控編程的準備工作。使用高精度掃描設備,對待加工處理的金屬構件在Cimatrone7.1軟件中進行外形與實體的掃描處理。將掃描的結果成像在顯示端,利用編程工具中的輪廓處理功能鍵、銑削處理功能鍵、精度校正功能鍵等,進行金屬構件的整體準備。
在編程準備時,考慮到加工的金屬零件外壁較薄,為了降低切削處理對零件外形的影響,可在編程中先進行底面的加工,再進行零件側面的加工。同時,在高速給進處理時,設備的運轉速率較高,因此,可在選擇工具選擇時盡量規避過長長度的加工工具,并在加工前后,進行工具切削處理的參數(包括轉速、功率等的集中調整)。考慮到加工設備的大幅度振動可能會導致薄壁類金屬在加工處理時發生變形,因此需要降低設備的振動,采用由內向外的擴展編程方式進行數控構件加工。在進行金屬構件的型腔加工時,應根據型腔的數量,進行加工順序的編程,切記不可在此過程中對多個型腔進行同時編程加工,否則會由于進深不同或受力不均出現切削異常。
1.2 選擇金屬零件數控加工刀具
在完成上述準備工作后,在對薄壁類金屬零件進行車削時,刀具的集合角度對于切削的力度和車削過程中零件的熱變形和零件表面的微觀質量而言都有著直觀重要的作用。同時,刀具的前角大小會直接決定著切削變形以及刀具前角的鋒利程度。若刀具前角大,則相應的切削變形以及產生的摩擦力小,切削力也小;反之,若刀具前角小,則相應的切削變形以及產生的摩擦力大,切削力也大。在完成加工前的編程準備后,需要根據加工工藝的實際需求,進行加工刀具的合理選擇,并以此為依據,進行傳統生產與加工方式的改進[2]。在此步驟中,需要根據薄壁類金屬零件表面的粗糙度分析,根據表層粗糙度,進行主軸控制功率的調整,以此可以得到針對構件的單位切削量。得到需求切削量后,將其與表1中數據進行對比,以此選擇與加工處理步驟對應的刀具。

表1 金屬零件數控加工刀具選用對比表
根據金屬構件在加工過程中的實際需求,按照表1內容,選擇對應的加工處理刀具。在完成對刀具的選擇后,還需要針對其切削參數進行確定。當進行薄壁類金屬零件的數控加工時,其變形會出現在多個方面,當裝夾工作時夾緊力過大或切削工作中切削力過大都會造成零件出現變形問題,嚴重影響到最終加工質量。因此,針對這一問題,針對上述選擇的刀具在使用過程中的具體情況進行分析。通過總結以往經驗和進一步分析得出,當背吃刀量和進給量出現同時增加,則相應的切削力也會隨之增加,變形量也會逐漸增加,對于薄壁類金屬零件的加工而言造成十分不利影響。當適當降低背吃刀量增加進給量時,盡管切削力會逐漸降低,但在零件表現存在的殘余面積會逐漸增加,其表面的粗糙度值過大,也會影響到加工質量。因此,針對上述特點,在對刀具的切削量進行選擇是,需要在充分遵循刀具切削用量原則基礎上,對數控加工機床上各項切削參數進行確定。首先,在進行外圓粗車操作時,應當將數控加工機床的主軸結構轉速控制在400min/r~600min/r,將其進給速度控制在F100~F120,將留精車余量控制在0.25mm~0.45mm范圍內。其次,在進行外圓警車操作時,應當將數控加工機床的主軸結構轉速控制在1100min/r~1200min/r范圍內,將其進給速度控制在F110~F150范圍內,并采用一次走刀的方式完成這一加工操作。最后,在進行對寬槽金屬結構的加工操作時,應當通過多個G55數控機床程序控制指令完成對其定位加工,將其主軸結構的轉速控制在550min/r~650min/r范圍內,將這一操作過程中的進給速度控制在F10~F20范圍內,以此根據上述論述,實現對刀具切削使得參數設定。
1.3 高速銑削加工步驟
在完成上述相關處理步驟后,對薄壁類金屬構件的高速銑削加工步驟進行設計,具體步驟如下:
在進刀與退刀過程中,按照圓弧處理方式進入或離開金屬構件,以此種方式進行加工處理,可以避免刀具在突然接觸金屬表面時出現異常劃痕。同時,在數控操作端設定進刀與退刀的重疊量參數為0。
在走刀加工過程中,選擇Contour處理方式,在加工時,按照“Z軸”分層處理方式,以順銑的方式接近金屬構件。為了避免薄壁類金屬零件由于受力不均出現外觀形變,可在進行兩側的余量加工時,將加工步驟劃分為兩次實施。根據兩側加工時刀具的背吃刀量,對加工過程中的刀具轉速參數進行調整。
在完成金屬構件中一個型腔的加工處理后,考慮到完成加工處理的金屬型腔內壁會變薄,此時在處理第二個型腔時,倘若仍按照第一個型腔的給進方式加工,會使第二個型腔的支撐力存在不足問題[3]。因此,可在第二個型腔處理時,適當降低切削力,以此類推直到完成對金屬構件所有型腔的加工作業。綜合上述分析,完成對薄壁類金屬的數控加工工藝設計。
除此之外,在實際對薄壁類金屬零件進行加工時,去薄壁寬槽金屬結構的加工是零件加工整體中的重點和難點,針對這一金屬結構進行合理加工設計可以進一步提升薄壁類金屬零件整體的加工質量。根據一般的薄壁類金屬零件規格而言,其槽底金屬結構的厚度通常在2.5mm~3.5mm方位內,槽肋金屬結構的厚度通常在0.8mm~1.2mm范圍內,針對上述兩個金屬結構的厚度精度要求極高。在加工過程中,需要對數控加工質量進行合理選擇,并根據實際加工情況,采用程序指令實現對寬槽金屬結構的數控加工。當前,針對常用的數控加工機床GSLK6468-4950型號數控加工機床而言,其針對切槽金屬結構的加工編程指令包含三種,其中一種為簡單的直線形式切削,在實際應用中并不符合本文薄壁類金屬零件數控加工的需要;第二種為直筋式進刀,刀具在使用過程中采用一進到底的方式,在應用到本文薄壁類金屬零件數控加工當中很難實現對其產生的細屑全部排出的效果,因此造成切削力必須進一步增加,進而使得最終薄壁類金屬零件金屬結構容易出現變形;第三種為伸縮式的進刀切槽指令,在進行對單槽金屬結構的加工時,可以分為對此刀切削操作完成加工動作,并且在實際應用中更容易控制。同時,這種金屬結構的加工編程指令能夠實現一個寬槽金屬結構的加工,也能夠實現一次對多個相同距離多槽解耦股的加工。因此,綜合上述論述及分析,在進行對薄壁類金屬零件的加工時,采用第三種加工編程指令。在實際應用中,通過對第三種加工編程質量的使用能夠有效避免薄壁類金屬零件出現變形問題,保證加工質量,同時也能夠進一步提升對薄壁類金屬零件加工的效率。在實際加工過程中,除了需要按照上述加工步驟嚴格執行外,還應當注意工件在加工時應當確保其裝夾牢固,以此防止在加工過程中出現刀具打滑飛出的問題產生。同時,在進行車削操作時,應當適當使用冷卻液,以此減少薄壁類金屬零件在加工時的受熱變形,從而確保加工表面的質量符合規定要求。最后,在完成所有加工步驟后,在退刀環節編程時需要注意換刀節點是否具備安全性能,避免在換刀時出現車刀、刀架等結構碰撞,以此在保證薄壁類金屬零件加工質量的提升,提高加工的安全性,以此實現薄壁類金屬零件數控加工的安全、文明生產,確保其具備加工效益。
2 實例應用分析
在完成對數控加工工藝的設計后,選擇某金屬加工生產單位作為此次實驗的試點場所,此生產單位近期承接了一個生產數量為10.0萬的鋁合金制品構件加工項目。在與實驗單位簽訂合作協議后,按照本文提出的內容,選擇數控加工作為鋁合金制品加工的主要方法,按照本文的加工方式,根據加工構件的質量要求,進行數控編程準備,完成準備后,可選擇外圓精車刀作為此次加工的主要刀具,此刀具在使用中的主偏角度為90.0°,前角度對應25.0°,后角度對應9.0°,刀具半徑為0.4mm。為了避免由于本文加工工藝不完善導致的生產單位經濟損失,此次實驗選擇1.0萬個構件進行加工實驗。
完成對批量鋁合金構件的加工處理后,對加工的成品進行質量檢驗,檢驗方法為流水線檢驗。即將完成加工的鋁合金構件放置在傳送帶上,將傳送帶與掃描裝置進行對接,以掃描鋁合金構件外形的方式,進行構件合格率的檢驗。此次檢驗的指標包括變形率與外部誤差率,其中允許誤差率為8.0‰(允許誤差為±0.05mm),允許變形率為5.0‰,對應的計算公式為:變形率=(掃描外形得到的變形鋁合金構件合數÷掃描的全部鋁合金構件)×1000.0%;誤差率=(掃描外形構件加工誤差>0.05mm的鋁合金構件÷掃描的全部鋁合金構件)×1000.0%。按照此種方式,對生產出的鋁合金構件進行成品掃描,將結果繪制成統計圖,如圖1所示。
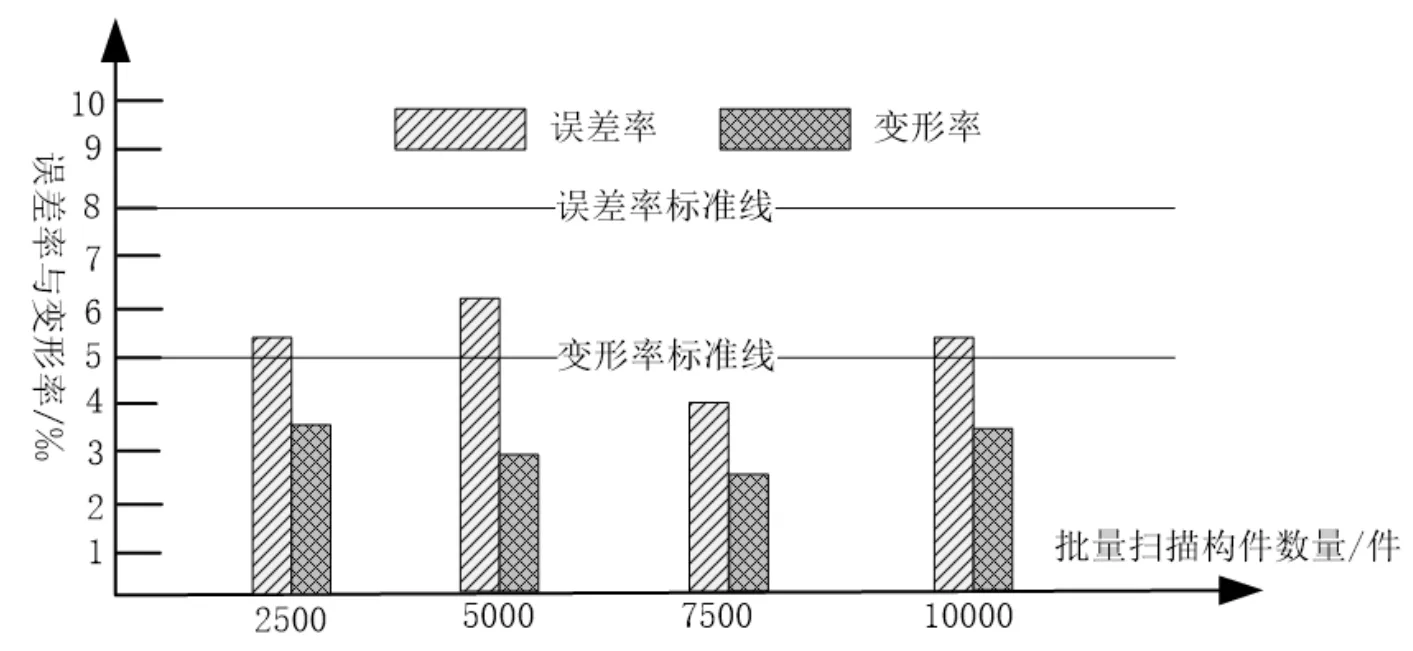
圖1 鋁合金構件變形率與外部誤差率統計結果
從上述圖1所示的實驗結果中可以看出,按照本文設計的數控加工工藝,對1.0萬件鋁合金制品進行加工處理,完成加工后,此批成品的誤差率<8.0‰,變形率<5.0‰,可以證明此批成品的質量符合達標標準。綜上所述,得出此次實驗的結論:本文設計的針對薄壁類金屬零件的數控加工工藝,在實際應用中,可以起到提升批次成品質量的效果,從而達到為生產單位創造更高項目收益的目的。
3 結語
本文以薄壁類金屬零件為例,對此類構件的數控加工工藝設計展開研究,在完成對加工工藝的設計后,通過實例應用的方式,證明了設計的加工工藝,在實際應用中,可以起到提升批次成品質量的效果。但要將設計的工藝在市場內廣泛推廣,還需要后續對設計成果進行進一步的檢驗。同時,在后續的研究當中,為了進一步提升薄壁類金屬零件數控加工工藝的優勢,還將從零件牢固性、加工精度、加工效率等方面進行更加深入研究,從而實現對加工工藝的進一步完善,促進薄壁類金屬零件加工質量的提升,達到最佳的經濟效益水平。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36