2A12鋁合金交流CMT焊接工藝對接頭微觀組織及性能的影響
2021-03-11 04:54:54單玉嬋
世界有色金屬 2021年23期
單玉嬋
(華能國際電力公司上安電廠,河北 石家莊 050310)
隨著我國通用飛機各項技術指標的不斷提高,飛機的制造成本、耐久性和維護性等各方面指標都邁向了新的臺階,與此同時,對機體結構的耐蝕性、低成本、耐用性等各方面指標也都有了進一步的要求[1]。
2A12鋁合金作為一種高強度的鋁合金,比剛度和比強度較高,更適用于快艇船體、飛機機體、火箭殼體等[2]。但是由于2A12焊接性較差,焊接過程中不恰當的熱輸入極易形成氣孔及裂紋等缺陷,提高了2A12鋁合金對焊接工藝的要求[3]。交流CMT焊接技術是一種新型的熔滴短路過渡焊接方法,該方法從源頭解決了焊接薄板時飛濺大、線能量不易控制及焊接接頭易開裂的問題[4]。
國內外學者對交流CMT技術的研究發現,通過調整焊接工藝對鋁合金焊接過程中的熱輸入進行控制,可有效減少鋁合金中各類缺陷如氣孔、裂紋、夾雜等的出現,提高焊接接頭的性能[5-9]。但是目前關于鋁合金交流CMT焊接技術研究主要集中在5系及6系鋁合金中,對于2系、7系等硬質鋁合金的交流CMT焊接工藝性能研究鮮有報道。
本文針對1.5mm薄板2A12鋁合金交流CMT焊接工藝對焊縫成形及組織性能進行研究。
通過改變焊接電流及交流CMT焊接電流正負半波比實現對焊接熱輸入的控制,從而改善焊接接頭的組織性能,對2A12薄板鋁合金CMT焊接技術在航空航天領域的應用與發展具有重要意義。
1 試驗材料、設備及工藝
1.1 試驗材料
試驗母材為2A12-T62鋁合金,母材尺寸150mm×100mm×1.5mm,材料力學性能如表1所示。ER2319焊絲為鋁-銅系焊絲,與板材2A12各項元素比例相近,力學性能相當。焊絲直徑1.2mm。材料化學成分表如表2所示。

表1 2A12鋁合金力學性能

表2 材料化學成分表
1.2 焊接工藝參數
本試驗采用交流CMT焊接方法單面焊雙面成型焊接工藝對1.5mm的2A12鋁合金板進行焊接。焊接工藝參數如表3所示,干伸長度15mm,保護氣體為99.99%的高純氬氣,氣體流量為18L/min~20L/min。

表3 焊接工藝參數
焊接試驗設備為Fronius公司的CMT Advanced 4000R型焊機,配備FANUC M10iA型工業機器人及自動變位機進行焊接試驗。
2 實驗結果分析
2.1 不同工藝參數對接頭成型的影響
在交流CMT工藝中,焊接電流的變化直接影響到焊縫熱輸入量的大小。焊接熱輸入計算公式為:

式中E為熱輸入量(單位 :J),I為電流(單位 :A),U為電壓(單位:J=V),η為熱效率系數,v為焊接速度(單位 :mm/s)。
不同的能量輸入,對焊縫外觀的成形,以及是否焊透等的影響也是不同的。不同焊接電流對焊縫成型的影響如圖1所示,對橫截面的余高,熔深以及熔寬進行測量,數據如圖2所示。

圖1 不同焊接電流下焊縫成形
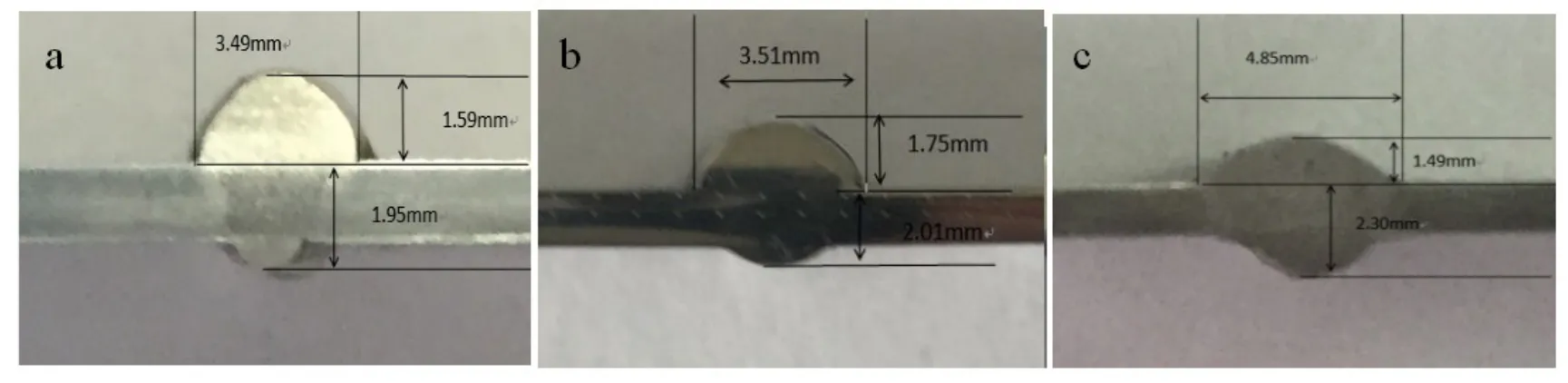
圖2 不同焊接電流下焊縫橫截面成形
隨著焊接電流的增加焊縫的余高依次減小,其熔寬依次增大,熔深逐漸變深,背部成型余高變高。當焊接電流為58A時,熱輸入較小,魚鱗紋較明顯,但是有多處出現了焊縫凹凸不連續的現象,焊趾處出現了嚴重的咬邊現象。當焊接電流增大至63A時,焊縫正面的寬度增大,更加均勻,明顯消除了焊縫上魚鱗紋凹凸不連續的現象,外形更加美觀,無咬邊現象。
焊接電流繼續增大至68A,焊縫寬度更寬,其魚鱗紋外觀逐漸消失,由于焊接過程中熱輸入量的逐步積累,使熔池出現滲漏,在焊縫后半段,有輕微焊瘤出現,使得焊縫后半部分成型質量較差。如圖3所示為焊接電流71A時焊縫的成型情況,采用交流CMT工藝焊接1.5mm的薄板,電流微小的變化就會對焊接接頭成型產生明顯的影響。當電流增大時,焊縫的寬度會隨之增大,魚鱗紋外觀基本消失,焊縫背側成型不均勻,出現部分焊瘤。同時,熱輸入量過大,誘發焊接背側出現了微裂紋。

圖3 I=71A時焊縫成形
在焊接過程中,陰極的產熱表達式為:

式中:PC為陰極區的總能量(單位:J);UC為陰極壓降(單位:V);UW為逸出功(單位:V);UT為弧柱溫度的等效電壓(單位:V)。該部分的產熱量主要用于陰極的加熱和陰極區的散熱損失,焊接過程中直接加熱焊絲或焊件的熱量來源于此。
陽極產熱為:

式中:PA為陽極獲得的總能量(單位:J);UA為陽極電壓降(單位:V);UW為逸出功(單位:V);UT為弧柱溫度的等效電壓(單位:V)。該部分的產熱量主要用于陽極的加熱、熔化和散熱損失。這部分能量也可直接作用于焊接過程。在交流CMT焊接工藝中,電流在EP階段,能量主要作用于母材;而在EN階段,能量主要作用于焊絲[10]。因此,EP/EN越大,母材熔化的越多,焊縫越寬,余高越小,熔深越深,容易在焊縫背側形成焊瘤或焊漏,同時,魚鱗紋間距變寬,成形不夠美觀;EP/EN越小,魚鱗紋越明顯,但余高變高,熔深變淺,容易引起未焊透缺陷,如圖4、5所示。

圖4 不同正負半波比下焊縫成形
圖5 不同正負半波比下接頭橫截面成形
2.2 不同焊接工藝參數對焊接接頭組織性能的影響
2.2.1 焊接接頭微觀組織分析
采用Kellar試劑對母材金相試樣進行處理并對其微觀組織形貌進行觀察,如圖6所示。2A12硬鋁合金由固溶體α(Al)以及S(Al2CuMg)相和θ(CuAl2)相強化相組成[11]。晶粒組織分布較均勻,其中,S相與θ相分布在晶界及晶內,其余灰色組織為α固溶體[11]。
圖7,圖8為在不同工藝參數下焊接接頭的焊縫及熱影響區的顯微組織圖。焊縫區的晶粒與母材相比得到了細化,是較為細小的等軸晶。但S和θ兩種強化相相對于母材明顯減少,因此會導致力學性能較于母材大幅降低。而熱影響區中,強化相主要集中在晶界晶內只有有少量的S與θ強化相析出,且晶粒較焊縫區有明顯的長大。
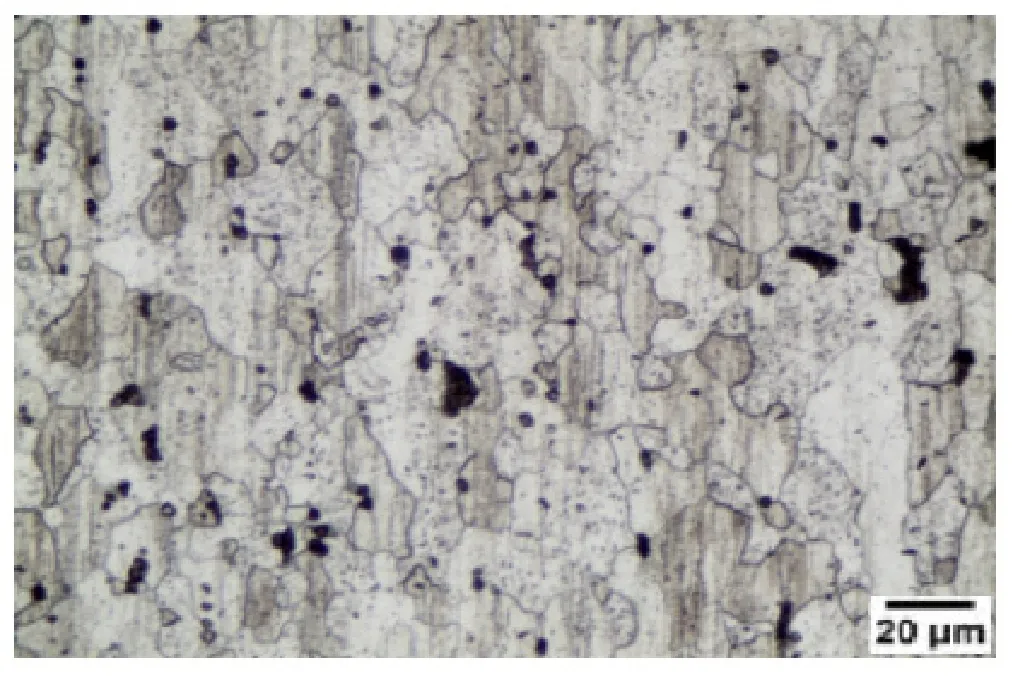
圖6 母材金相組織
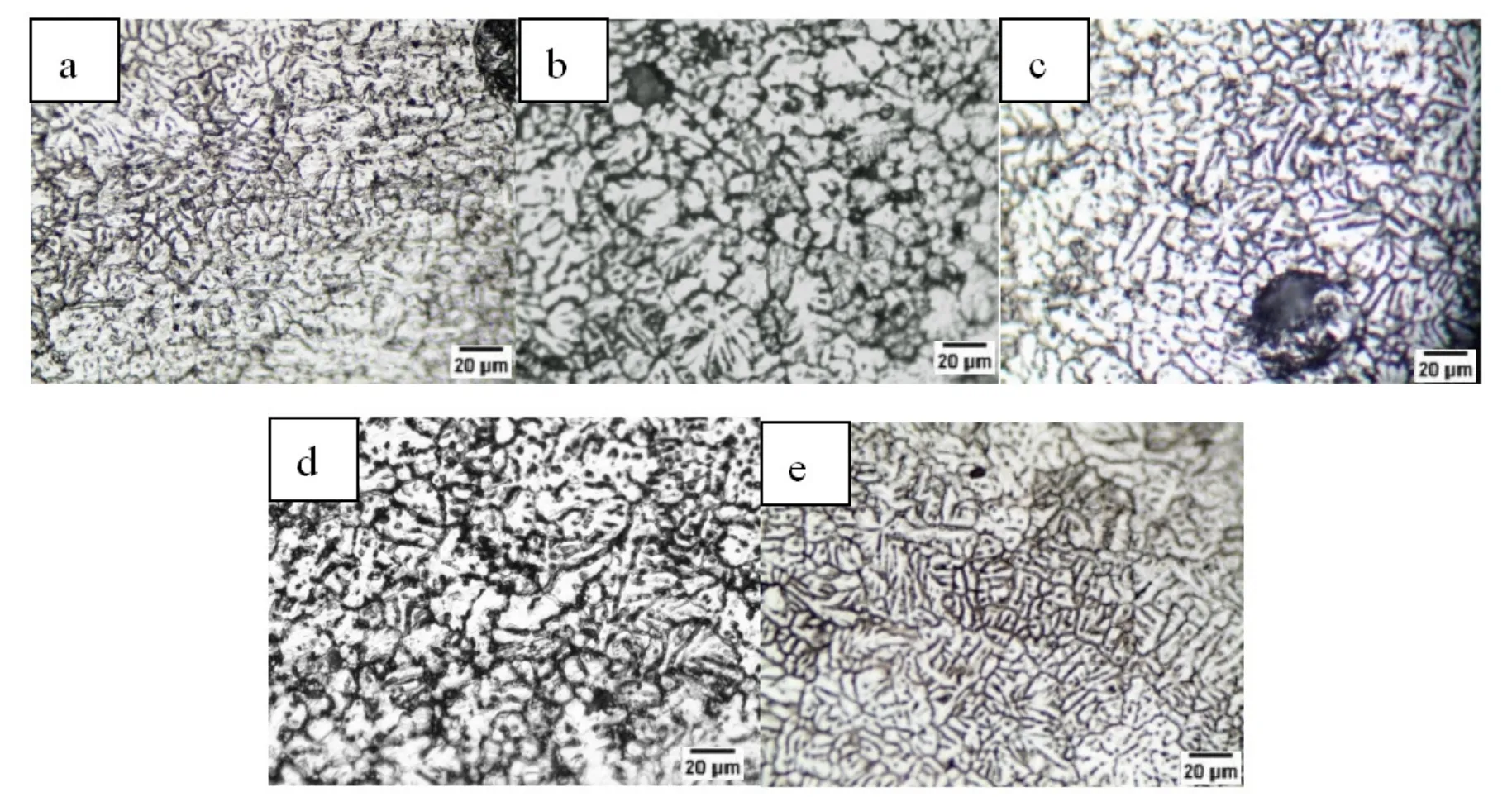
圖7 焊縫區金相組織
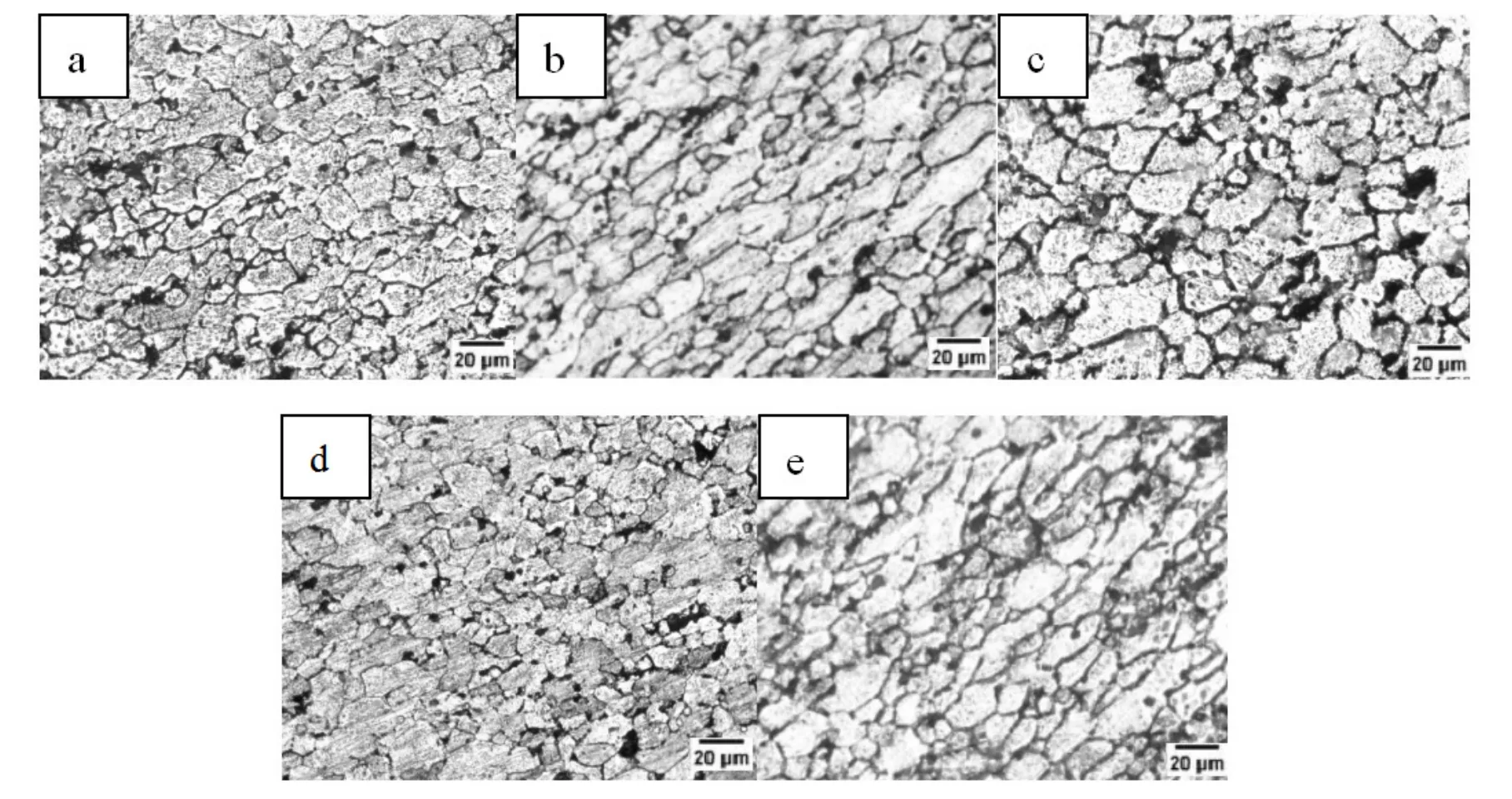
圖8 熱影響區金相組織
從圖7(a、b、c)及圖8(a、b、c)中可以看出隨著焊接電流的增大,焊縫區的晶粒變得粗大,熱輸入的增大增加了熔池的溫度梯度,導致強化相溶解進入固溶體未能析出。隨著電流的增大,大量的熱輸入為熱影響區晶粒的長大提供了充足的能量,晶粒的粗化也更加明顯;同時,增大電流導致焊接接頭散熱速度變慢,導致大量的晶內強化相析出在晶界聚集。
對比圖7(b、d、e)及圖8(b、d、e)發現隨EP/EN的增大,作用與母材的熱量增加而作用于熔覆金屬的熱量減少使得焊縫區的組織反而更加細小,晶界更清晰,可看到明顯的深色的強化相依附于晶界析出。而大量的熱作用于母材導致熱影響區出現過熱現象,熱影響去區的晶粒反而增大,強化相析出減少。
2.2.2 焊接接頭拉伸性能分析
對2A12鋁合金的焊接試件進行拉伸斷裂試驗,如圖9、10所示。采用交流CMT焊接工藝進行焊接后,其焊接接頭的各項力學指標與母材相比均有明顯的下降,僅為母材的60%左右,所有拉伸件均斷裂在熱影響區,表現為脆性斷裂。焊接接頭由于熱輸入作用使得大量強化相溶解并在晶界析出,導致焊接接頭力學性能下降。而這一現象在熱影響區尤為明顯。
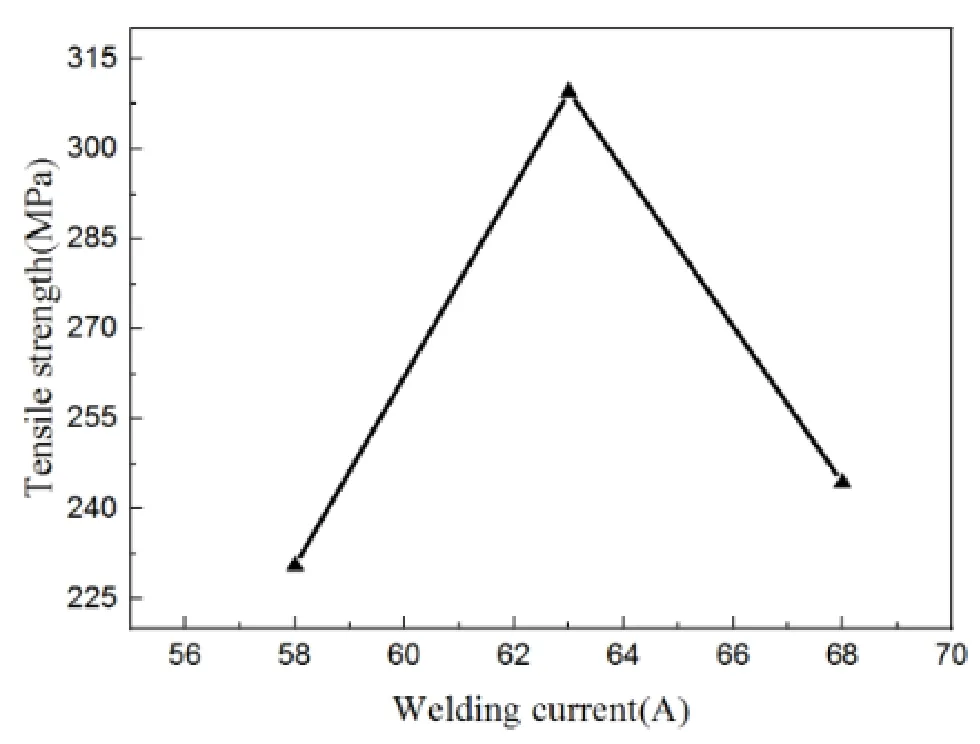
圖9 抗拉強度與焊接電流的關系

圖10 抗拉強度與EP/EN的關系
熱影響區晶界周圍分布有較多的二次相,其中夾雜有S和θ強化相,二次相在晶界的聚集導致晶界應力集中,在基體還處于較小的塑性變形時便與基體中的α-Al固溶體脫落,直接表現為脆性斷裂[12]。同時,熱影響區粗大的晶粒也是接頭軟化的主要原因之一。
焊接接頭的抗拉強度隨著電流的增大表現為先上升后下降的趨勢。當電流為58A時,試樣焊接接頭的力學性能最差,由于焊接電流太小,焊縫邊緣出現咬邊的缺陷導致應力集中,使其力學性能下降抗拉強度僅為230.46MPa,是母材的50%。
隨著焊接熱輸入的增加咬邊缺陷消失,力學性能隨之上升達到309MPa,是母材的66%,但是當電流繼續增大至68A時抗拉強度下降至244.33MPa,焊縫處的組織晶粒變得粗大,從而導致強度下降,同時,太高的熱輸入導致S與θ強化相溶解也是接頭強度下降的原因[13]。隨著EP/EN的增大,其抗拉強度亦是逐漸減小的規律,EP/EN=12/10與EP/EN=17/10時的抗拉強度相差并不是很大基本在310MPa左右,但當EP/EN=22/10時,抗拉強度下降為294MPa,是母材強度的62.6%。隨EP/EN的增大,作用于母材的熱量增加,大量的熱作用于母材導致熱影響區出現過熱現象,熱影響區的晶粒增大,強化相析出減少造成接頭力學性能下降[14]。
2.2.3 焊接接頭硬度試驗分析
對每個實驗組分別選取一個試樣,對其進行硬度實驗。從在距焊縫中心約為12mm處的位置開始打點,每點間隔1mm,測定與焊接接頭的截面垂直的區域的硬度分布。圖11為不同焊接工藝參數下的2A12鋁合金焊接試樣的硬度分布曲線圖。
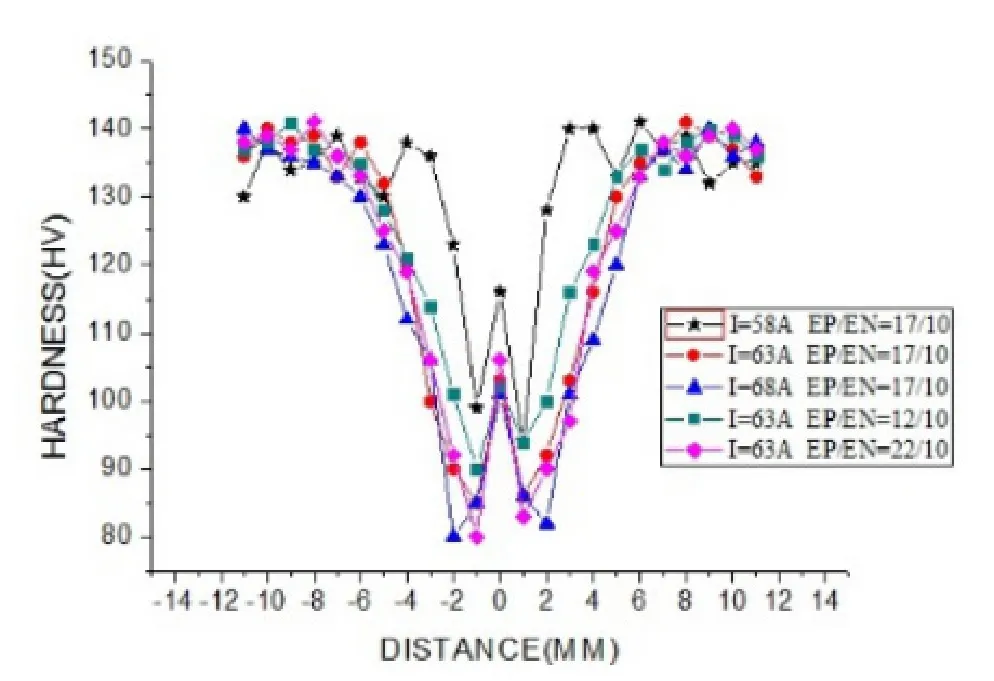
圖11 焊接接頭硬度分布
從硬度分布圖可看出,整體上,焊接接頭的硬度分布的趨勢是基本一致的,呈關于焊縫中心對稱的W型。由于母材本身彌散有大量的S和θ強化相,其硬度最高,基本維持在135HV左右;進入熱影響區后硬度開始出現急速下降到熔合區達到最低值,主要原因是含溶質較少的α-Al固溶體在焊縫金屬凝固時最先被析出,而Cu、Mg等溶質原子大部分被排到液相中,在凝固停止前,充滿溶質原子的液相在晶界與晶間形成共晶相,而含溶質較少的α-Al固溶體的硬度較低[15]。
而焊縫區域由于晶粒為細小等軸晶,形成大量的晶界,從而使其硬度有所增加。
當焊接電流為58A時焊縫區的硬度最高,HV=115,隨著電流增加晶粒的尺寸變大,焊縫區的硬度明顯降低,但當電流提升至68A時,焊縫區的硬度并無明顯的下降,焊接接頭的晶粒的大小對硬度值產生的影響是有限的,組織中強化相的析出對硬度的影響更為明顯。當電流不變,改變EP/EN時,其焊縫區的硬度值變化并不明顯HV=100左右。當EP/EN=12/10時焊接接頭的強化相析出較多,隨著EP/EN的增加焊縫區的晶粒變得細小,晶界增加,故熱輸入量的增加并未對焊縫區的硬度產生較大影響;而隨EP/EN的增加,熱影響區晶粒逐漸長大,其熱影響區硬度值逐漸下降,當EP/EN=12/10時,熱影響區硬度值最高,HV=90。如圖12、13所示。
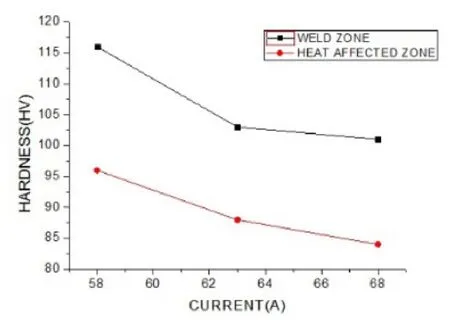
圖12 硬度與電流的關系

圖13 硬度與EP/EN的關系
3 結論
(1)交流CMT焊接工藝焊接2A12鋁合金,焊縫區的晶粒與母材相比得到了細化,是較為細小的等軸晶。但S和θ兩種強化相相對于母材明顯減少。而熱影響區中,強化相主要集中在晶界,且晶粒較焊縫區有明顯的增大。焊接接頭出現軟化現象,抗拉強度僅為母材的65%左右,熱影響區是焊接接頭的薄弱區域;焊接接頭的硬度分布沿焊縫中心對稱呈W分布,熱影響區硬度值最低。
(2)隨著焊接電流的增加焊縫的熔深變深,熔寬變寬,魚鱗紋形貌逐漸消失,微觀組織在焊縫區及熱影響區逐漸變大,強化相析出相逐漸減少,力學性能先上升后下降。當工藝參數為:I=63A,EP/EN=17/10,v=70cm/min時,力學性能最好是309MPa。
(3)隨著EP/EN的增大,焊縫的熔深變深,熔寬變寬,魚鱗紋形貌變化不明顯,焊縫區微觀組織為等軸晶且逐漸細化,而熱影響區晶粒則變得粗大,強化相析出減少,力學性能逐漸下降。當I=63A,EP/EN=12/10,v=70cm/min時,力學性能最好,抗拉強度是311MPa。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
設備管理與維修(2015年12期)2015-04-09 06:57:24