市政供水項目大口徑PE管道安裝工藝研究
2021-03-11 07:40:20
工程技術(shù)研究 2021年3期
中國水利水電第十一工程局有限公司,河南 鄭州 450000
1 工程概況
萬博供水項目項目為EPC項目,位于安哥拉萬博省的省會萬博市內(nèi),主要施工內(nèi)容包括現(xiàn)有基礎(chǔ)設(shè)施的修復(fù)工作,新建4個配水中心(CD3、CD4、CD5和CD11)及其配網(wǎng)工程,具體包括地下水池、水塔、加壓泵站、加氯室、警衛(wèi)室、18km球墨鑄鐵管線、295kmPE管線、各類砌筑井等。
2 研發(fā)背景
聚乙烯PE管因其自身獨特的優(yōu)點被廣泛地應(yīng)用于城市供水領(lǐng)域。PE管因其質(zhì)量輕、耐腐蝕性、無毒、抗老化性好、使用壽命長(一般50年)、管道安裝勞動強度低、具有一定的柔韌性能夠較好地適應(yīng)性,受到供水企業(yè)、市政建設(shè)的青睞,有著良好的推廣應(yīng)用前景和顯著的經(jīng)濟效益、社會效益。
3 研發(fā)內(nèi)容和關(guān)鍵技術(shù)
3.1 研發(fā)內(nèi)容
(1)大管徑PE管焊接施工工藝技術(shù);(2)方案的組織與實施;(3)研究成果的評價。
3.2 關(guān)鍵技術(shù)
PE管道焊接工藝將是課題研究的技術(shù)關(guān)鍵,主要包括以下內(nèi)容:(1)PE管道熱熔時注意事項較多,如卷邊的尺寸大小及卷邊的干凈程度、熔合過程是否存在熔解物滲出管件的現(xiàn)象,管件中心線是否處于一條中心線等因素都會影響焊接效果。(2)在進行焊接時,對時間、溫度、壓力三個方面的參數(shù)的掌握尤其重要,并且要充分將連接界面的材料性能、幾何形態(tài)、應(yīng)力狀態(tài)及焊接的環(huán)境因素考慮進去,才能更好地保證焊接效果。
4 研發(fā)開展情況
4.1 確定研發(fā)方向
科研小組在課題開展之初,舉行專題會議充分討論大口徑PE管道安裝過程中的技術(shù)要點,從測量放線到基槽開挖清理、管道安裝連接、管道敷設(shè)、管道打壓試驗、管道回填、最后清洗、消毒等工序,最終將大口徑PE管道熱熔連接作為課題研究的重點。
4.2 開展研發(fā)試驗
項目科研小組在現(xiàn)場開展大口徑管道熱熔對接試驗,確定施工流程如下:施工準(zhǔn)備→管材校對→端面銑削→加熱板升溫→熱熔焊接→保壓冷卻。
4.3 工藝參數(shù)研究
(1)確定工藝曲線圖。研發(fā)小組通過分析大口徑PE管道安裝施工工藝,確定了管道焊接工藝曲線圖如圖1所示。
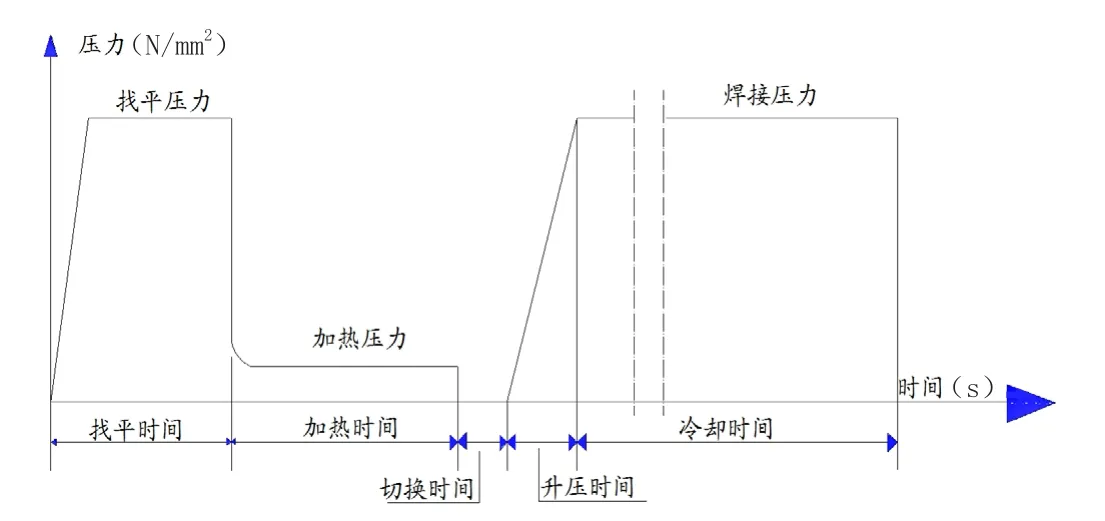
圖1 PE管焊接工藝曲線圖
(2)確定工藝參數(shù)。通過研究工程應(yīng)用中大管徑PE管道焊接工藝技術(shù),不斷優(yōu)化焊接時間、溫度、壓力三個方面的參數(shù),充分地了解連接端面的材料性能、幾何形態(tài)、應(yīng)力狀態(tài)及焊接的環(huán)境因素,編制保證焊接效果的技術(shù)措施。經(jīng)過長期對PE管焊接工序進行試驗及研究,結(jié)合相關(guān)技術(shù)資料,總結(jié)出焊接技術(shù)參數(shù),如表1、表2所示。
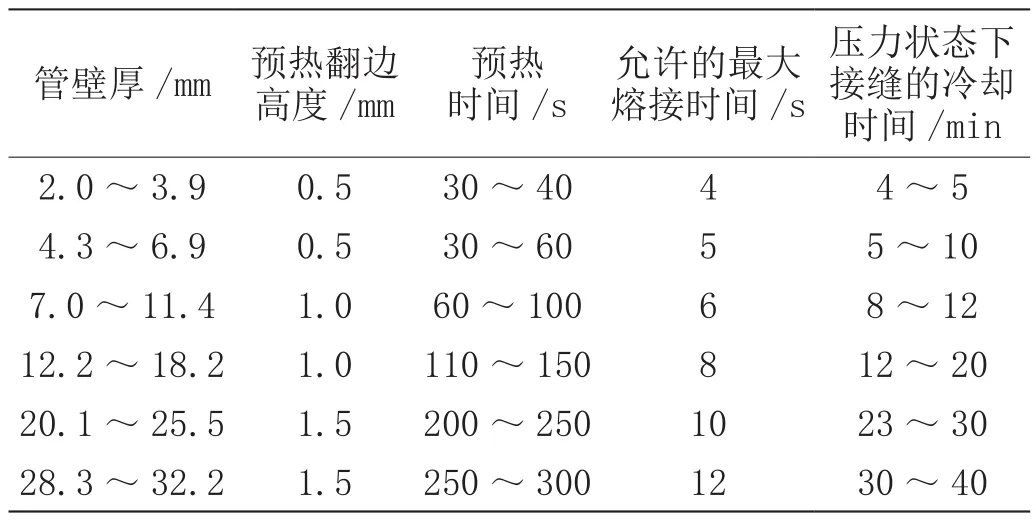
表1 不同壁厚PE管焊接時間、溫度及時間參數(shù)
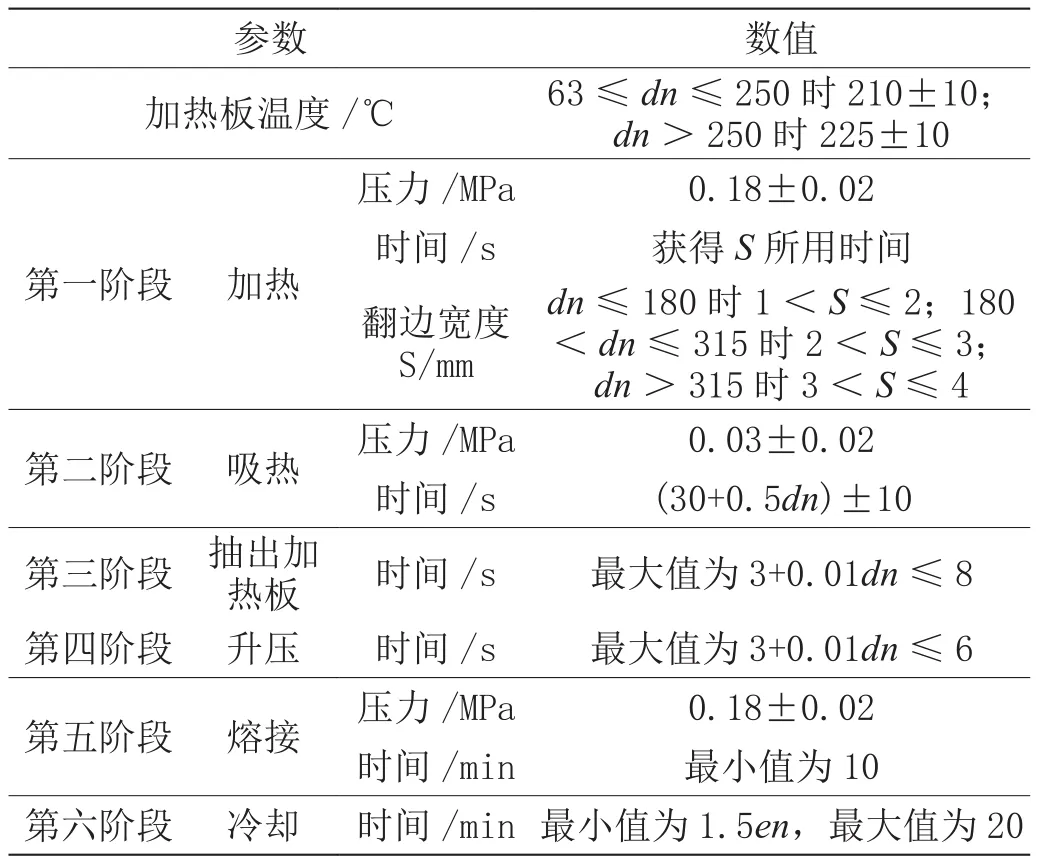
表2 焊接參數(shù)參考值表
(3)確定工藝要點。①施工準(zhǔn)備工作。熟悉招投標(biāo)文件、設(shè)計圖紙、業(yè)主要求及相關(guān)規(guī)范,提前踏勘施工現(xiàn)場,準(zhǔn)備相關(guān)材料和設(shè)備(規(guī)格、型號滿足施工需求)。合理劃分試驗段,并根據(jù)相關(guān)資料規(guī)范編寫焊接作業(yè)指導(dǎo)書報監(jiān)理業(yè)主審批后對現(xiàn)場施工人員進行書面交底存檔。②管材校對。首先將2根PE管調(diào)節(jié)平整后用夾具緊固在焊接機架的固定端,然后對接兩管連接口,檢查其中心線偏差量,盡可能使兩管中心線重合(中心線偏差量不容許超過壁厚的10%),并保證兩根管道平整,然后用緊固夾具螺栓擰緊固定管材。③連接端面銑削。通過調(diào)節(jié)焊接設(shè)備上操作手輪,使管道沿著焊接設(shè)備機架的軌道分開,使用干凈抹布將兩管連接面(100mm左右)擦拭干凈,然后將端面銑刀放置在兩管之間,并再次操作手輪,使兩管連接端面貼緊銑刀,啟動銑刀對管道的端面進行削切。在削切的過程中,應(yīng)注意觀察刀具兩邊所剝離的PE管材的刨花的形狀為連續(xù)卷狀1~2圈即可緩慢停止削切,切削的主要目的是去除管材雜質(zhì)及氧化部分,保證連接端面平整。操作焊機手輪使管道分開,并對削切斷面進行檢查有無質(zhì)量缺陷,然后取出銑刀閉合兩管,兩端面間隙應(yīng)小于0.5mm即可進行熱熔焊接。④熱熔焊接。根據(jù)技術(shù)指導(dǎo)書分別調(diào)節(jié)熱熔焊機上的加熱溫度、加熱時間的限位值,使其符合PE管道材料的加熱技術(shù)數(shù)據(jù)的要求,如表3所示。

表3 PE熱熔焊對接焊接加熱時間、加熱溫度參考表
將加熱器放置在機架,加熱面清洗干凈,干凈后開啟加熱板電源使加熱板升溫。當(dāng)電熱板溫度達(dá)到焊接溫度時,繼續(xù)加熱約1~2min使電熱板溫度均勻。然后將加熱板放置到焊機機架的軌道上,啟動焊機液壓系統(tǒng),使管道的端面貼緊加熱器。在對管道端面進行加熱過程中,使焊機液壓系統(tǒng)保持一定的工作壓力(壓力值依據(jù)作業(yè)指導(dǎo)書要求,不可過大或過小),以消除PE管道端面的殘余不平面,使其融合均勻。達(dá)到規(guī)定的加熱時間后操作焊機液壓系統(tǒng)迅速分離管道取出加熱板,操作焊機液壓系統(tǒng)迅速對接兩管連接端,調(diào)節(jié)液壓系統(tǒng)升至作業(yè)指導(dǎo)書規(guī)定壓力值,保壓至冷卻。擠壓融合時應(yīng)觀察管道端面的翻邊寬度,兩側(cè)翻邊的必須均勻連續(xù),翻邊量應(yīng)符合作業(yè)指導(dǎo)書的要求。⑤焊縫外觀質(zhì)量檢查。焊接完成后及時檢查焊縫的焊接質(zhì)量,檢查端面的翻邊量是否滿足作業(yè)指導(dǎo)書的要求,熔合翻邊應(yīng)均勻、連續(xù)、飽滿、無氣孔、無夾雜。
5 結(jié)束語
通過此次大口徑PE管道安裝工藝研究,總結(jié)形成了符合項目實際施工的時間、溫度、壓力三參數(shù),為項目295km PE管道施工提供了技術(shù)指導(dǎo),提高了大口徑PE管道熱熔對接一次成功率,保證了施工質(zhì)量,加快了施工進度,同時形成了一套完整的大口徑PE管道安裝施工方法。工程研發(fā)成果成功運用于安哥拉萬博供水二期工程、安哥拉北寬扎六城市供水工程、安哥拉北寬扎高倫戈供水工程、安哥拉恩澤托供水一期工程,并取得了良好的經(jīng)濟效益和社會效益。
猜你喜歡
建材發(fā)展導(dǎo)向(2022年10期)2022-07-28 03:04:36
建材發(fā)展導(dǎo)向(2021年18期)2021-11-05 09:19:50
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:11:36
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
西安建筑科技大學(xué)學(xué)報(自然科學(xué)版)(2014年2期)2014-11-12 13:04:54