S690Q高強鋼對接節點的焊后性能
2021-03-11 08:49:38周誠彬陳成趙明善李子敬馮達清
土木建筑與環境工程 2021年1期
周誠彬 陳成 趙明善 李子敬 馮達清

摘 要:通過試驗研究了S690Q高強鋼對接節點的焊后性能。利用手工電弧焊焊接了3個厚度為8 mm的S690Q高強鋼對接節點,焊接過程中對3個節點分別采用不同的焊接熱量。在微觀層面上,用微觀結構測試和微觀硬度測試研究焊接對于節點的影響;在宏觀層面上,通過拉伸試驗研究焊接對于節點力學性能的影響。微觀結構測試結果表明,S690Q高強鋼的主要微觀結構是回火馬氏體。焊接后,在粗晶熱影響區會轉化為粒狀貝氏體,在細晶熱影響區會轉化為鐵素體和滲碳體,在回火區部分回火馬氏體會分解成鐵素體。基于硬度測試結果,可以在熱影響區內發現軟化層的存在,軟化層與母材相比具有較低的硬度。此外,熱影響區的寬度也隨著焊接熱量的升高而增大。拉伸試驗表明,焊接對于S690Q高強鋼節點的強度具有劣化作用,這主要是由焊接過程中形成的軟化層造成的。所有測試節點的失效位置均位于熱影響區,而且隨著焊接熱量的升高,強度的劣化現象也變得越來越嚴重。
關鍵詞:高強鋼;對接節點;微觀結構;硬度;拉伸性能
1 Introduction
High strength to weight ratio in steel structures is an important advantage since it can result in better architectural expression and economic benefits such as less labor and transportation costs[1]. With the development of metallurgical technology, the strength to weight ratio of steel is further improved by using high strength steel with yield strength higher than 460 MPa. Among different high strength steel available in the market, reheated, quenched and tempered high strength steel is preferred since it has prominent weldability due to similar chemical composition with normal steel. Generally, reheated, quenched and tempered high strength steel is available in the form of plate since it is more conducive to achieving uniform material properties under the quenching and tempering process. That means welding, which is usually accompanied by dramatic temperature change around the joint, is inevitable for the built-up reheated, quenched and tempered high strength steel structural member. According to related investigations, reheated, quenched and tempered high strength steel is quite susceptible to high temperatures[2-3], and its strength could be significantly reduced after cooling[4-5]. Previous study also revealed that welded high strength steel butt joints lost 3% to 8% tensile strength in the condition of the area with reduced strength (soft layer) ranging from 0.33 to 0.6 times of specimen thickness[6].
The formation of a soft layer in welded high strength steel butt joints is mainly caused by microstructure transformation in the heat-affected zone. The heat-affected zone of the welded butt joints can be roughly divided into three sub-heat-affected zones, including the coarse-grained heat-affected zone, the fine-grained heat-affected zone and the tempering zone[7]. In the coarse-grained heat-affected zone, the bainitic microstructure and martensite-austenite (M-A) constituents constitute the main microstructure after welding[8]. These microstructures have slightly lower hardness compared with the base material (tempered martensite) but are sensitive to cleavage cracking, especially when some austenite is retained after the bainite transformation. The main microstructures of the fine-grained heat-affected zone are generally composed of ferrite, pearlite or cementite[9]. In the tempering zone, parts of the tempered martensite decompose to ferrite after the welding process. Since ferrite, pearlite or cementite commonly have lower hardness compared with tempered martensite or bainite, the fine-grained heat-affected zone and the tempering zone are usually regarded as soft layer[10]. Overall, the microstructure transformation caused by welding leads to not only the reduction of tensile strength but also significant nonhomogeneity of the material within the heat-affected zone[11].
In this study,the post-welding behaviour of S690Q high strength steel butt joints was investigated experimentally. Three butt joints were welded with 8 mm thickness reheated, quenched and tempered S690Q high strength steel plate by shield metal arc welding with different welding heat inputs. The microstructure transformation and hardness distribution in the heat-affected zones of the joints were revealed by light optical microscopy and micro-hardness tests, respectively. After this, tensile tests were conducted to find out the welding influence on the strength of the S690Q high strength steel butt joints.
2 Material property and joint fabrication
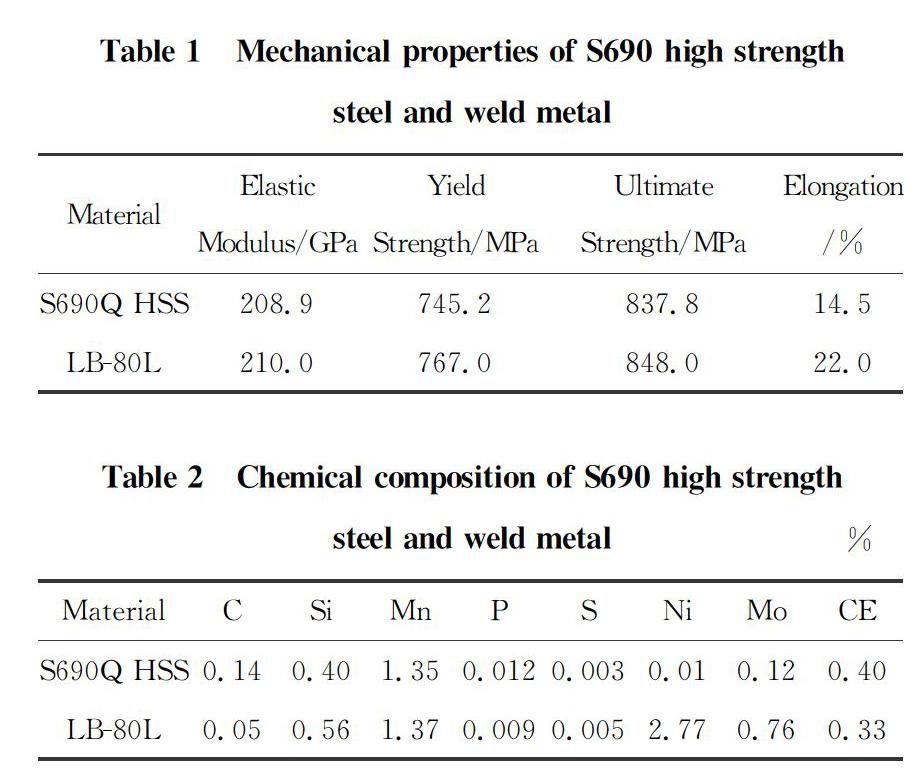
The high strength steel used in the tests was grade S690Q with nominal yield strength 690 MPa and tensile strength between 790 MPa and 930 MPa. The plate is delivered by the reheated, quenched and tempered procedure, and its chemical composition is similar to that of mild steel. Therefore, it has favorable weldability[12-13]. The weld material LB-80L was used as filler metal, satisfying the specification of AWS A5.5 E11018-G[14]. The mechanical property and chemical composition (together with the carbon equivalent CE) of S690Q high strength steel and LB-80L are listed in Table 1 and 2, respectively. It can be seen from Table 1 that the mechanical property of the filler metal is quite similar to that of the S690Q high strength steel used.
Three S690Q high strength steel butt joints with 8 mm thickness were welded by shield metal arc welding. Different diameter electrodes, such as 3.2 mm, 4.0 mm and 5.0 mm, were used to gain different welding heat inputs. Four type-K thermocouples with 1 000 ℃ measuring limitation were employed to monitor the temperature history of the butt joints during welding, named thermocouple- 1, 2, 3 and 4, respectively. The arrangement of the thermocouples is presented in Fig.1(a), and the corresponding positions are described in Fig.3(a). The temperature measurement device is TDS-530 datalogger, as shown in Fig.1(b). The joints were all welded with four passes marked by 1, 2, 3 and 4 in Fig 2.
The welding parameters of each welding pass for the three joints are listed in Table 3. It should be noted that the root pass for all the joints in this study was completed using a 3.2 mm electrode with voltage 30 V and current 73 A. In fact, the average welding heat input of BJ8-5.0 was lower than BJ8-4.0. That is because the deposition rate of the 5 mm diameter electrode was too high for BJ8-5.0 to control the welding quality if using the same welding speed for BJ8-4.0. Therefore, the welding speed of BJ8-5.0 was increased, and its average welding heat input was reduced. The temperature history curves of the butt joint are described in Fig.4.
After the welding process was completed, an 8 mm×12 mm×40 mm block and two coupons were machined out. The position of the block and coupons in the butt joint is presented in Fig.3(a). The block was further cut into two halves from the center line of the weld. One was used for microstructure observation, and the other was used for the micro-hardness test. The microstructure and micro-hardness tests were employed to reveal the welding influence on the joint at the micro level. The coupons were used in the tensile test to find out the welding impact on the strength of the S690Q high strength steel butt joints at the macro level. The corresponding dimension is illustrated in Fig.3(b).
3 Test results
3.1 Microstructure test
One half of the block was cast with epoxy, polished, etched with 2% nital solution and then observed under a light optical microscope to study the detailed microstructure transformation in heat-affected zone. In the welding process, the peak temperature of the coarse-grained heat-affected zone is almost up to the melting point (higher than Ac3), and the cooling rate of the coarse-grained heat-affected zone in the following cooling stage is quite fast. This welding thermal cycle directly results in the coarsening of the grain size[15]. From the perspective of microstructure, with the temperature of the coarse-grained heat-affected zone above Ac3,
the growth of austenite grains is improved due to extended time at high temperature. The consecutive fast cooling leads to the generation of a coarse martensitic microstructure from the austenite[16]. The coarse-grained heat-affected zone of the high strength steel joint is generally accompanied by several detrimental characteristics (large prior austenite grain size, upper bainite, martensite-austenite (M-A) constituents, and microalloy precipitates) which may lead to lowest toughness in the heat-affected zone. Among the mentioned microstructural features, the M-A constituent (crack susceptibility) plays an important role in leading to the decrease of joint toughness[17]. The peak temperature of the fine-grained heat-affected zone also exceeds Ac3, resulting in a fully austenitized local microstructure. Nevertheless, the time above Ac3 in the fine-grained heat-affected zone is short and limits the grain growth. The microstructures mainly consist of ferrite and a little pearlite with grain size 1-3 mm. Compared with martensite in the coarse grain heat-affected zone, the ferrite and pearlite in the fine-grained heat-affected zone have lower hardness, and therefore have a softening effect on the mechanical performance of high strength steel welded joints[18].
Fig.5 shows the microstructure of the base material, the coarse-grainedheat-affected zone, the fine-grained heat-affected zone and the tempering zone. As show in Fig.5(a), the main microstructure of the S690Q high strength steel used in the tests was tempered martensite. After welding, the tempered martensite of the base material was transformed to granular bainite in the coarse-grained heat-affected zone (Fig.5(b)). The granular bainite was composed of a bainitic ferrite matrix and the martensite-austenite (M-A) phase as the second phase. In the fine-grained heat-affected zone, the microstructure was transformed to ferrite and cementite (Fig.5(c)). Compared with ferrite and cementite, granular bainite is generally harder, but is lower in toughness. In the tempering zone of the heat-affected zone, some of the tempered martensite decomposed to ferrite, as shown in Fig.5(d).
3.2 Micro-hardness test
Vickers hardness measurement was carried out on a micro-hardness tester according to ISO 6507-1[19] using 500 g force. Four lines of indentations were made at different thickness position of the butt joints, and the indentations were located through weld, coarse-grained heat-affected zone, fine-grained heat-affected zone, tempering zone and base material sequentially for each line, as presented in Fig.6. The obtained micro-hardness values of the butt joints are shown in Fig.7. The black line shows the physical boundary of the weld bevel which could be confidently taken as the boundary between the weld materials and the heat-affected zone.
As a result of the severe temperature changes in the heat-affected zone during the welding process, the microstructures with lower hardness formed in the fine-grained heat-affected zone and the tempering zone lead to the formation of a soft layer. In Fig.7, the soft layer is defined as the area between the two red dash lines, having relatively lower hardness values compared with the base material (S690Q high strength steel) with the hardness ranging from 270 Hv0.5 to 280 Hv0.5. The width of the soft layer was 6 mm, 8.875 mm, and 7.125 mm for BJ8-3.2, BJ8-4.0 and BJ8-5.0, respectively, which means the relative thickness of the soft layer (the ratio of the width of the soft layer over the plate thickness) was 0.75, 1.11, and 0.89, respectively. Considering the average welding heat input for BJ8-3.2, BJ8-4.0 and BJ8-5.0 was 1.25 kJ/mm, 1.58 kJ/mm and 1.49 kJ/mm (listed in Table 3), respectively, it can be concluded that the soft layer becomes wider for the welded S690Q high strength steel butt joints with the same thickness when higher welding heat input is adopted. The same conclusion is also suggested by Hochhauser and Rauch[6].
3.3 Tensile test
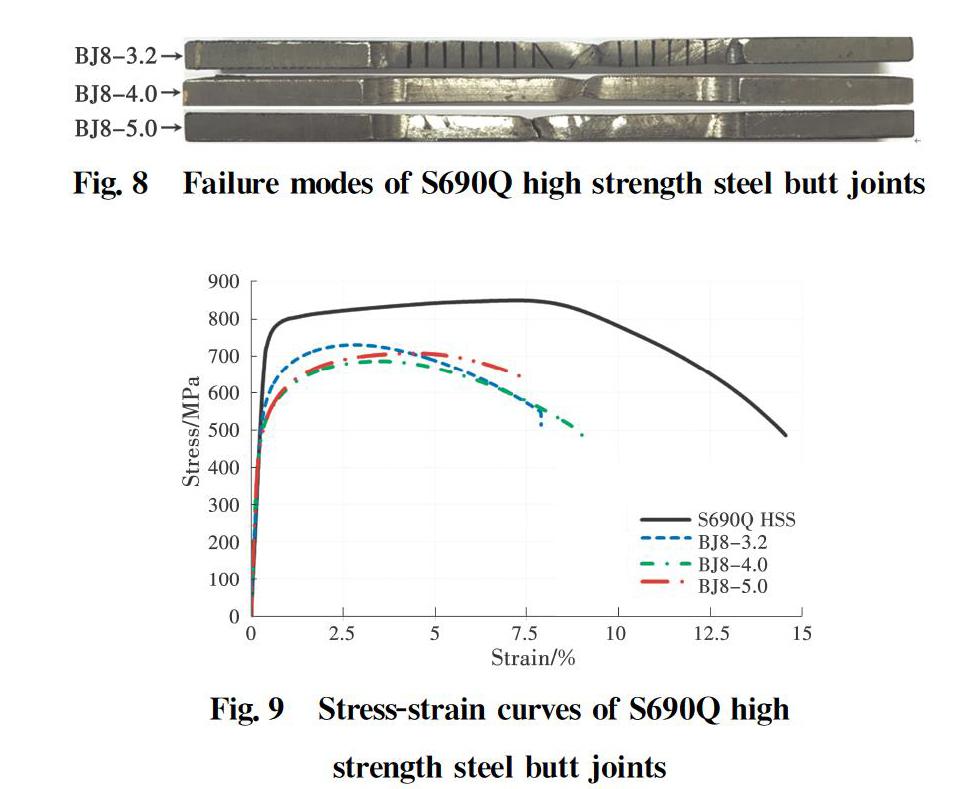
Tensile tests of the S690Q high strength steel butt joints were conducted on the 5900 series universal testing instruments according to EN 10002-1[20]. An extensometer with 50 mm gauge length was used to capture the deformation of the coupon. The loading rate was set as 0.5 mm/min until the joint fractured. From Fig.8, it can be seen that the tested butt joints all fractured within the heat-affected zone. The corresponding stress-strain curves are presented in Fig.9.
Both the strength and the ductility of the S690Q high strength steel butt joint deteriorated after welding, and the deterioration of mechanical performance became more serious with the increase of welding heat input. The characteristic strength of the three joints are listed in Table 4, as well as the fracture elongation. The reduction of yield strength ranged from 19% to 27% and the deterioration of ultimate tensile strength changed from 13% to 18%, when the welding heat input was increased from 1.25 kJ/mm to 1.58 kJ/mm, leading to relative thickness of the soft layer raised from 0.75 to 1.11. Compared with the conclusion obtained by Hochhauser and Rauch[6], the variation tendency of tensile strength with different relative thicknesses of soft layer was the same, although the strength deterioration was more serious due to the wider soft layer based on the results in this study.
The mechanical behaviour deterioration of the S690 high strength steel butt joints tested after welding was mainly caused by the soft layer, which was generated during welding, due to microstructure transformation. Additionally, the residual stress caused by the welding process led to the stiffness reduction of the S690Q high strength steel butt joint, which explains why the deterioration of yield strength was more serious compared with the ultimate tensile strength. The decreased elongation can be explained by two reasons. The first is the high concentration of plastic strain caused by the welding process, and the second is that the deformation of S690Q high strength steel butt joints mainly occurs within the heat-affected zone due to the existence of the soft layer instead of uniform deformation in the whole gauge length.
4 Conclusion
This study reveals the post-welding behaviour of S690Q high strength steel butt joints, taking the welding heat input as the principle factor. By microstructure observation, the microstructure transformation was confirmed in the heat-affected zone during the welding process, such as the granular bainite formed in the coarse-grained heat-affected zone, the ferrite and cementite generated in the fine-grained heat-affected zone, and the ferrite occurring in the tempering zone. The micro-hardness test revealed that a “soft layer” was generated in the heat-affected zone and the relative thickness of the soft layer was increased from 0.75 to 1.11 with the welding heat input raised from 1.25 kJ/mm to 1.58 kJ/mm for the 8 mm thickness joints. In the followed tensile tests, the softening effect of the welding process on S690Q high strength steel butt joints was indicated in view of the fact that the reduction of yield strength ranged from 19% to 27% and the deterioration of ultimate tensile strength changed from 13% to 18%, when the welding heat input was increased from 1.25 kJ/mm to 1.58 kJ/mm for the fabrication of butt joints with 8 mm thickness with the relative thickness of the soft layer ranging from 0.75 to 1.11. The reason why the deterioration of the yield strength is more serious compared with the ultimate tensile strength is that the the residual stress caused by the welding process leads to reduction in the stiffness of the S690Q high strength steel butt joint.
Acknowledgements
The financial support from the Regency Steel Asia Endowment Fund at Nanyang Technological University to the authors is gratefully acknowledged.
References:
[1] MIKI C, HOMMA K, TOMINAGA T. High strength and high performance steels and their use in bridge structures [J]. Journal of Constructional Steel Research, 2002, 58(1): 3-20.
[2] CHEN J, YOUNG B, UY B. Behavior of high strength structural steel at elevated temperatures [J]. Journal of Structural Engineering, 2006, 132(12): 1948-1954.
[3] QIANG X H, BIJLAARD F S K, KOLSTEIN H. Dependence of mechanical properties of high strength steel S690 on elevated temperatures [J]. Construction and Building Materials, 2012, 30: 73-79.
[4] CHIEW S P, ZHAO M S, LEE C K. Mechanical properties of heat-treated high strength steel under fire/post-fire conditions [J]. Journal of Constructional Steel Research, 2014, 98: 12-19.
[5] QIANG X H, BIJLAARD F S K, KOLSTEIN H. Post-fire mechanical properties of high strength structural steels S460 and S690 [J]. Engineering Structures, 2012, 35: 1-10.
[6] HOCHHAUSER F, ERNST W, RAUCH R, et al. Influence of the soft zone on the strength of welded modern HSLA steels [J]. Welding in the World, 2012, 56(5/6): 77-85.
[7] BOUMERZOUG Z, DERFOUF C, BAUDIN T. Effect of welding on microstructure and mechanical properties of an industrial low carbon steel [J]. Engineering, 2010, 2(7): 502-506.
[8] LAMBERT-PERLADE A, GOURGUES A F, PINEAU A. Austenite tobainite phase transformation in the heat-affected zone of a high strength low alloy steel [J]. Acta Materialia, 2004, 52(8): 2337-2348.
[9] WOJNOWSKI D, OH Y K, INDACOCHEA J E. Metallurgical assessment of the softened HAZ region during multipass welding [J]. Journal of Manufacturing Science and Engineering, 2000, 122(2): 310-315.
[10] MAURER W, ERNST W, RAUCH R, et al. Evaluation of the factors influencing the strength of HSLA steel weld joint with softened HAZ [J]. Welding in the World, 2015, 59(6): 809-822.
[11] CHEN C, CHIEW S P, ZHAO M S, et al. Welding effect on tensile strength of grade S690Q steel butt joint [J]. Journal of Constructional Steel Research, 2019, 153: 153-168.
[12] KLEIN M, SPINDLER H, LUGER A, et al.Thermomechanically hot rolled high and ultra high strength steel grades-processing, properties and application [J]. Materials Science Forum, 2005, 500/501: 543-550.
[13] DE MEESTER B. The weldability of modern structural TMCP steels [J]. ISIJ International, 1997, 37(6): 537-551.
[14] Structural Welding Code-Steel: AWS D1.1 [S]. American National Standards Institute, Miami, 2008.
[15] LI Y, CROWTHER D N, GREEN M J W, et al. The effect of vanadium and niobium on the properties and microstructure of the intercritically reheated coarse grained heat affected zone in low carbon microalloyed steels [J]. ISIJ International, 2001, 41(1): 46-55.
[16] KHAN M I, KUNTZ M L, BIRO E, et al. Microstructure and mechanical properties of resistance spot welded advanced high strength steels [J]. Materials Transactions, 2008, 49(7): 1629-1637.
[17] PENG K, YANG C L, FAN C L, et al. Thermal processes, microstructure, and mechanical properties near weld toe in double-sided double gas tungsten arc backing welding joint of 10CrNi3MoV steel [J]. The International Journal of Advanced Manufacturing Technology, 2018, 96(1-4): 677-684.
[18] RAN M M, SUN F F, LI G Q, et al. Experimental study on the behavior of mismatched butt welded joints of high strength steel [J]. Journal of Constructional Steel Research, 2019, 153: 196-208.
[19] Metallic Materials-Vickers Hardness Test: BSI 6507-1 [S]. British Standards Institution, London, 2005.
[20] Tensile Testing of Metallic Materials: Part1 Method of Test at Ambient Temperature: BSI, EN 10002-1 [S]. British Standards Institution, London, 2001.
(編輯 胡英奎)
