表面脫碳對滲碳淬火工藝的影響
2021-03-12 01:05:00王佳佳上海汽車變速器有限公司
鍛造與沖壓 2021年5期
文/王佳佳·上海汽車變速器有限公司
本文主要針對某項目擋位結合齒在工藝開發試制過程中,發現了表面非馬氏體組織缺陷,分析與鍛坯表面脫碳有較大關系,通過幾種脫碳試驗結果對比,確定了表面脫碳對滲碳熱處理工藝的影響,對鍛件表面脫碳技術要求的制定具有參考意義。
由國內某公司研發的7 速TST 雙離合器變速箱綜合傳動效率達到94%,最高效率達到97%,具有最佳的燃油經濟性,同時讓消費者擁有優越的駕車體驗,換擋時間低于0.2s。該變速器齒軸類零件采用冷熱復合結合鍛造、低壓真空滲氮等自動化生產工藝,本文以六七擋結合齒為例,零件外貌如圖1 所示,對工藝試驗中出現的齒部非馬氏體組織成因進行分析,制定相應措施。
問題描述

圖1 六七擋結合齒零件外貌
工藝開發試驗階段,滲碳淬火后對齒部理化進行檢測,發現齒部外緣出現大量黑色非馬氏體組織如圖2 所示,與此同時,其他整體式結合齒也有類似情況出現,主要工藝流程為溫鍛→等溫退火→冷精整→機加工→滲碳淬火,結合齒部位在冷精整成形后,不經過后續機加工處理,直接進行滲碳淬火,發現非馬氏體組織的同時,表面硬度和滲層深度也低于下限值。

圖2 六七擋結合齒非馬氏體組織形貌
問題分析
利用魚骨質量分析方法,對該質量問題進行剖析如圖3 所示,由原熱鍛+車外徑工藝流程轉變為溫鍛+不車外徑,其鍛造工藝存在變更情況,分析認為表面脫碳對非馬氏體組織的形成是問題的關鍵。
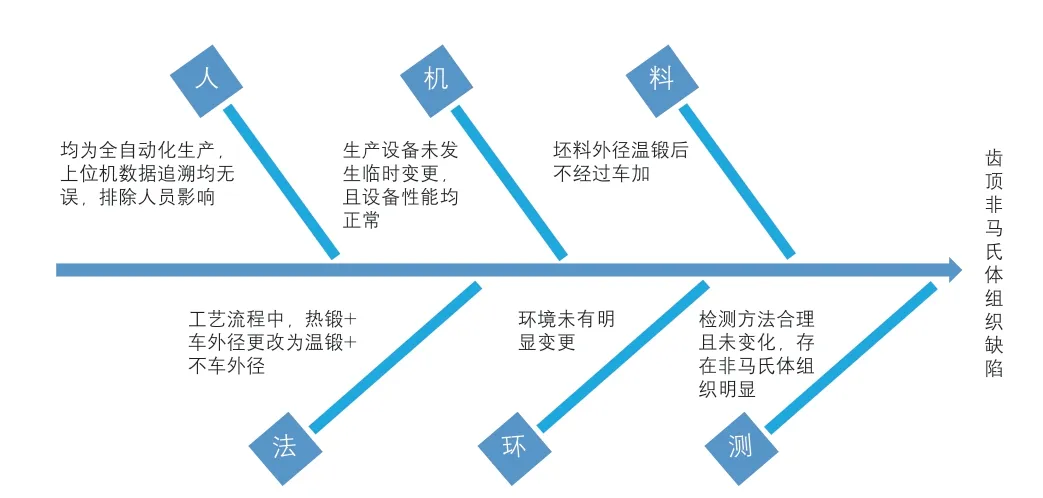
圖3 “人機料法環測”質量分析
鍛件在熱鍛成形和正火過程中,鋼材中頻快速加熱后,鍛件整體溫度快速上升,一旦達到材料Ac1溫度附近,鍛件表面便逐漸形成脫碳。脫碳與化學成分、加熱溫度、保溫時間、碳的金相形式、環境氣氛等都有很大關系。表面脫碳分為全脫碳和半脫碳,在奧氏體化過程時,全脫碳后零件表面形成鐵素體單相區,而半脫碳擴散層呈梯度分布,過冷后形成穩定的鐵素體和珠光體組織,脫碳越嚴重,珠光體量越少。
脫碳過程中,氧原子在工件表面聚集,并沿奧氏體晶界向晶內擴散,而合金元素則由晶內向晶界、由內層向表層擴散并與氧結合形成氧化物,脫碳中氧化物主要分布在晶界上,其含量由表層向內層逐漸減少。后續滲碳淬火、冷卻時由于合金元素貧化,奧氏體轉變為托氏體、貝氏體等非馬氏體,表面無法有效形成馬氏體,這些表面出現的非馬氏體組織在滲碳淬火后表現為硬而脆,容易導致成品零件表面強度不足,從而形成尺寸上的缺失和嚙合間隙過大。
非馬氏體組織是由內氧化的貧合金化元素導致而形成。一旦形成此類組織,其后果是降低表面硬度和耐磨性以及疲勞極限,并由晶粒邊界或氧化物的應力集中區域,萌生細微裂紋,并向更深的地方延伸。材料為S-20MnCrSH,化學成分見表1,產品外形如圖4 所示。
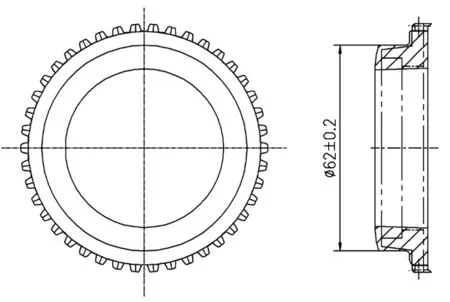
圖4 六七擋結合齒零件圖形

表1 S-20MnCrSH 化學成分(wt%)
解決問題的方法及結果驗證
根據現場試制中反饋的缺陷,預處理工藝進行了七個產品工藝試驗。利用增加鍛造溫度和中頻加熱時間的方式,使產品表面脫碳達到上公差0.1mm 左右,觀察熱后理化檢測結果與毛坯狀態對應情況,溫鍛成坯后對表面脫碳進行檢測,如圖5 所示。

圖5 溫鍛成坯后表面脫碳情況(100×)
因溫鍛+無氧化正火+冷精整工藝特點,產品結合齒部位精整后不經過機加工,所以齒部的表面脫碳尤為關鍵,檢測部位均為結合齒齒面,對冷精整后的表面脫碳進行檢測,如圖6 所示。經過金屬流動,齒頂和齒面表面脫碳被有效拉長堆積至齒根位置。

圖6 冷精整后表面脫碳情況(100×)
冷精整后,產品進入機加工和滲碳淬火,對七件殘留體進行特別跟蹤。對表面硬度、心部硬度、滲層深度和表面非馬氏體組織各項進行分別檢測,與進熱處理前進行對比。利用原始不同深度的脫碳層零件,與進熱處理后的數據對比發現,表面脫碳層深的零件在熱處理后的非馬氏體組織厚度更大,表面硬度更易低于技術要求值,見表2。
通過該驗證試驗,檢測發現熱處理后產品表面均出現非馬氏體組織,如圖7 所示,且根據表面脫碳層深度呈現正比關系,而一旦出現非馬氏體組織后,所有工序均已完成,該問題的出現將造成產品報廢,非馬氏體組織通過強噴/氣噴工藝后有所改善,但難以全部消除,且極易造成表面毛刺的產生,影響產品質量,需要根據實際情況制定有效措施進行改善。
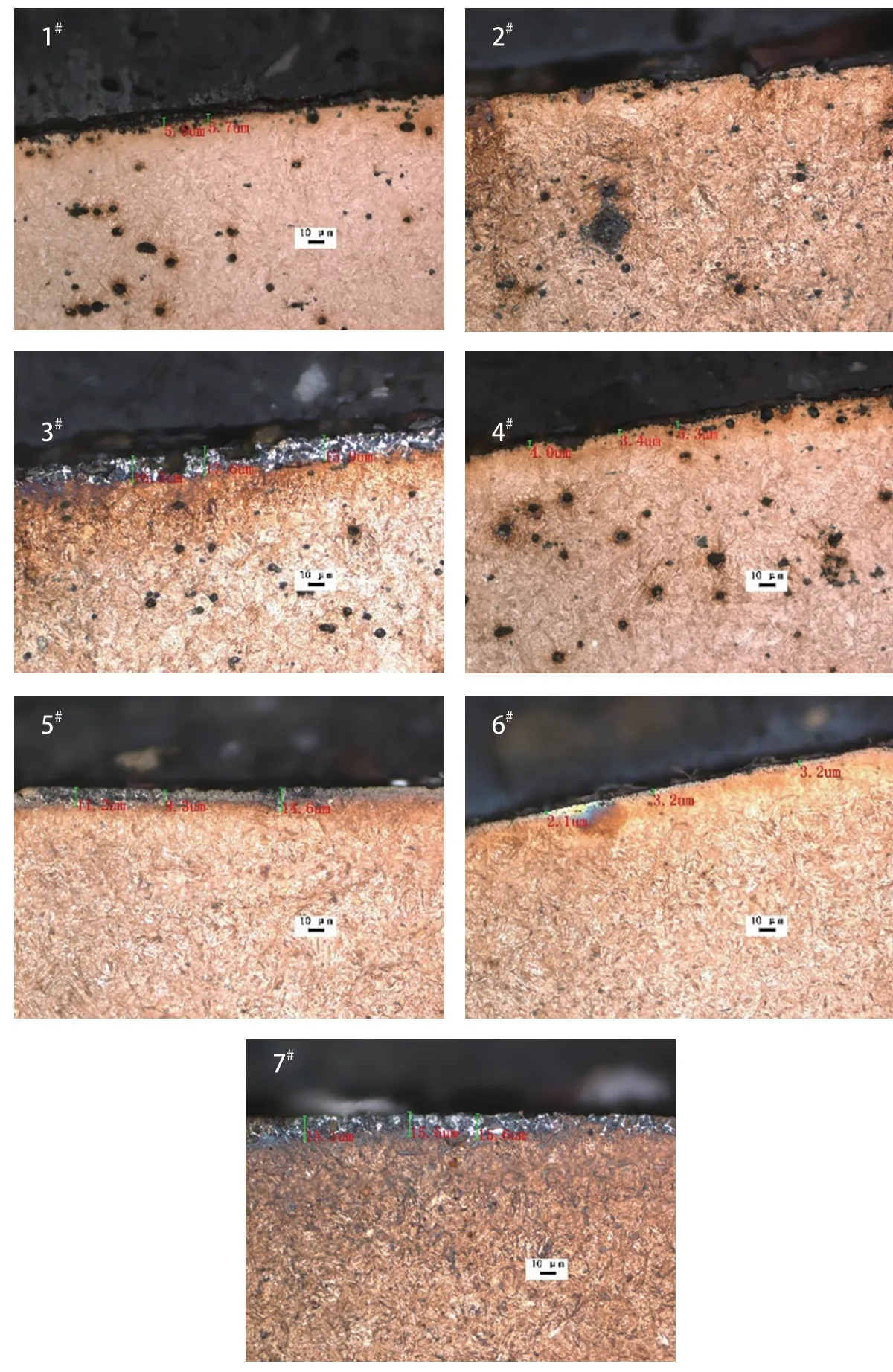
圖7 進熱處理后零件表面非馬氏體組織情況
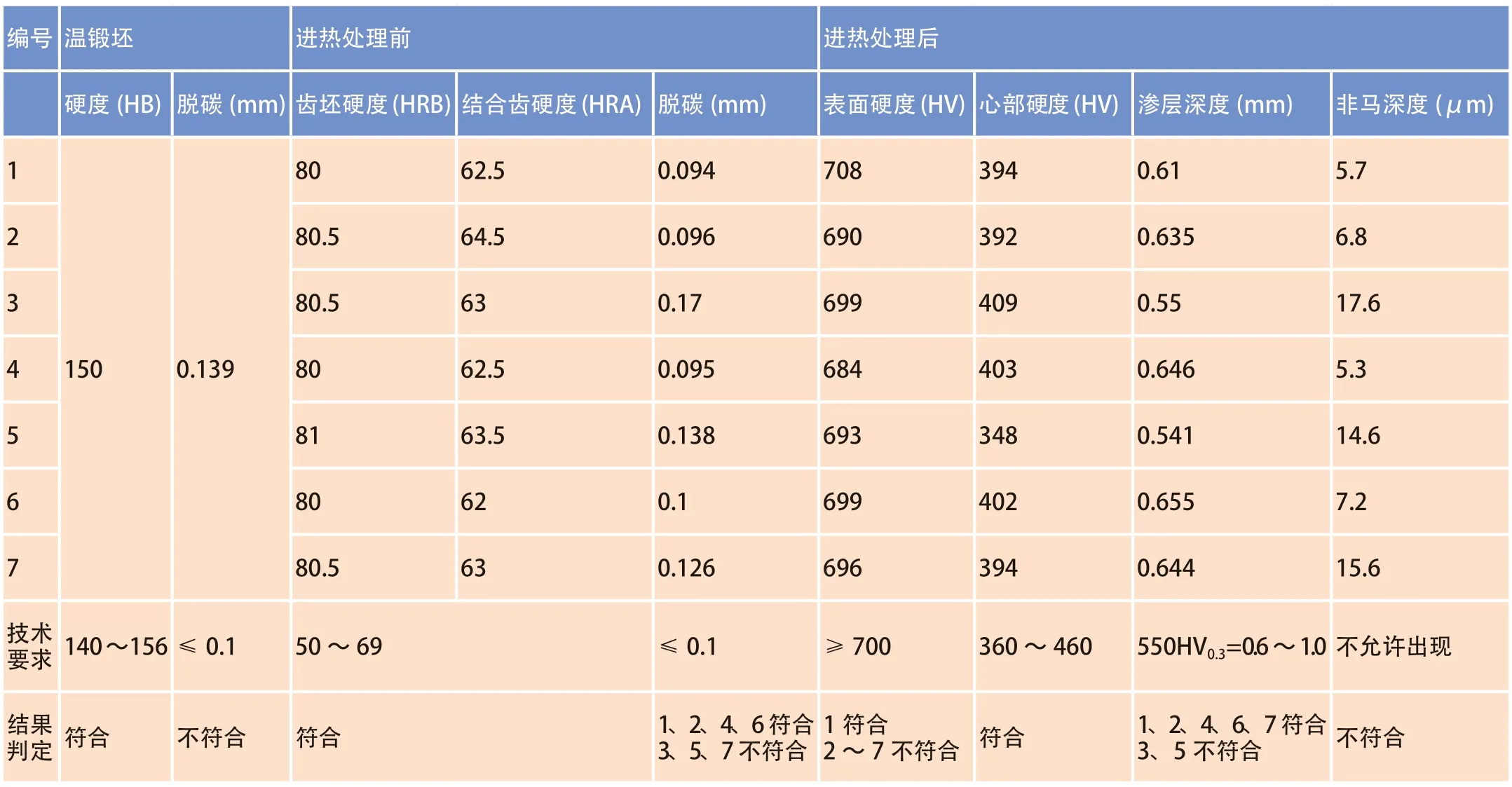
表2 試驗檢測數據
結果驗證:當毛坯加熱過程中,溫度高于600℃后,零件表面將容易出現表面脫碳,加熱時間越長或加熱溫度越高,表面脫碳值越大。經過冷精整后,結合齒齒面經過塑性變形拉伸后,脫碳將減少,受到擠壓后,脫碳將增加。經過滲碳淬火,非馬氏體組織因脫碳存在而出現,表面硬度將低于正常值,脫碳層越大,滲層深度越小,非馬氏體組織深度越大。
實際生產中,對于已出現非馬氏體組織的產品,且厚度≥0.03mm,強化噴丸工藝可有效消除表面非馬氏體組織,但易造成產品表面粗糙度問題,且影響產品尺寸,需綜合考慮后實施。在強化噴丸生產中應根據具體技術要求進行鋼丸和參數的調整,以減少產品表面非馬氏體組織厚度,減少質量問題導致的損失。
制定措施
針對驗證的結果,對預防零件表面脫碳問題進行了措施制定。
在中頻爐加熱分區中,由原先的模塊1 和模塊2加熱,模塊3 保溫更改為模塊1 關閉,模塊2 和模塊3 加熱,達到始鍛溫度,如圖8、圖9 所示。并且鍛造溫度由1040 ~1050℃下降為1020 ~1030℃。

圖8 中頻爐加熱分區
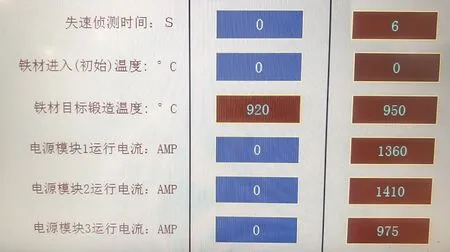
圖9 中頻爐分區電流設定
在鍛造環節,坯料表面預涂石墨濃度由4%~5%增加到5%~7%,通過水分儀測量實際濃度,并進行每班記錄,如圖10 所示。

圖10 水分儀測定石墨濃度
以氮氣充滿爐膛,通入丙烷作為富化氣,控制碳勢值,保證爐膛內處于無氧狀態,保護產品不受脫碳問題影響,碳勢由0.1%wtC 提升至0.2%wtC。
措施同時進行,如表3 所示,對零件熱處理前,表面脫碳進行過程控制,將零件表面脫碳控制到≤0.05mm,進熱后零件表面消除了非馬氏體組織如圖11 所示,表面硬度和滲層深度滿足技術要求,同時獲得了較理想的心部硬度,且重復性良好。
結論
表面脫碳對滲碳過程中非馬氏體組織的形成有直接影響,碳和合金元素的缺失將影響奧氏體向馬氏體轉變時的有效性,奧氏體將轉變為托氏體、貝氏體等非馬氏體,表面脫碳層越大,滲層深度越小,非馬氏體組織厚度越大。

表3 改進措施

圖11 零件表面消除了非馬氏體組織
⑴非馬氏體組織的形成將降低表面硬度和耐磨性以及疲勞極限,并由晶粒邊界或氧化物的應力集中區域,萌生細微裂紋,并向更深的地方延伸,對產品性能有重大影響,應完全避免和預防。
⑵強化噴丸工藝可有效消除表面非馬氏體組織,但易造成產品表面粗糙度問題,在實際生產中應根據具體技術要求進行鋼丸和參數的調整,以減少產品表面非馬氏體組織厚度。
⑶結合齒位置的脫碳在塑性變形中將拉伸和破壞,隨著金屬流動堆積在齒根位置,應將全脫碳層深度控制在≤0.05mm 范圍內,否則將極易導致結合齒位置的非馬氏體組織。
⑷可以通過設定合理的中頻加熱模塊、降低鍛造溫度、增加石墨濃度和增加預處理過程中的碳勢保護等措施,減少表面脫碳的增加。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28
玩具(2009年10期)2009-11-04 02:33:14
