某型空氣渦輪起動機石墨密封失效故障分析
2021-03-15 12:16:52王波
現代機械 2021年1期
王 波
(空裝駐南京地區第三軍事代表室,江蘇 南京 211106)
1 故障描述
某型空氣渦輪起動機(以下簡稱起動機)安裝于飛機的附件機匣,其功能是將引氣內能轉化為機械能,輸出軸功率起動飛機發動機。該起動機隨飛機進行地面試車時發生滑油泄漏故障,外觀檢查發現起動機的渦輪排氣位置處有滑油漏出,機務人員判斷起動機發生漏油故障,產品返廠檢查。
除了漏油,起動機外觀無異常,連接處的緊固件無松動,轉子可正常轉動。對故障產品進行密封試驗:加注滑油,施加規定壓力,保持30 min。當試驗壓力增加到規定值時,滑油從渦輪密封端漏出,故障復現。
2 故障定位
渦輪轉子附近存在4處密封,其中3處為密封圈(靜密封),1處為石墨密封組件[1](動密封),如圖1所示。
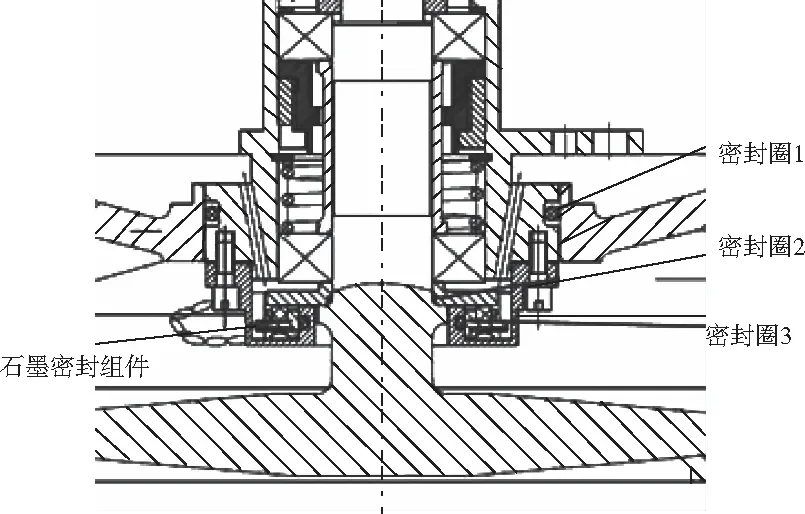
圖1 渦輪附近的4處密封
分解起動機渦輪組件,目視檢查三個密封圈,未見異常破損及老化現象;檢查石墨密封組件的動環與石墨環,接觸面磨損均勻,動環接觸面上環帶均勻可見,未發現異常磨損痕跡,檢查波形彈簧也未見異常,如圖2所示。
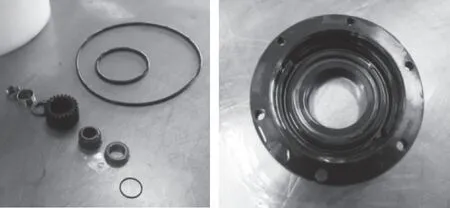
圖2 密封圈和石墨密封部件等零部件
依次單獨更換密封圈1、密封圈2和密封圈3,對起動機進行密封試驗,未施加壓力,靜置約2 min后,均發現起動機渦輪附近有滑油滲出,故障復現,因此可排除3個密封圈失效導致起動機漏油的情況。更換石墨密封組件,將起動機重新裝配并進行密封試驗,施加規定壓力,保持30 min,未發現渦輪附近有滑油滲漏,因此初步將故障原因定位在石墨密封組件。對石墨密封組件進行部件試驗,發現石墨環與動環密封面之間出現泄漏,其余地方無泄漏,目視可觀測到石墨環端面與密封動環接觸后仍有縫隙,達不到密封要求。將石墨密封組件放置在水平臺上,使用百分表檢測石墨環密封面的跳動量,檢測結果表明沿著石墨環圓周方向,最高點和最低點相差0.15 mm,超出合格范圍,且最高點和最低點相差約180°,示意圖見圖3。

圖3 石墨環和動環接觸示意圖
以上檢查結果表明,起動機渦輪處漏油的原因是石墨密封組件的石墨環與密封動環未完全貼合,兩者間存在間隙,無法實現密封。
3 機理及故障原因分析
按照石墨環與密封動環不貼合的故障樹[2-4],使用環境超限、密封面不平或歪斜、密封面損傷等問題均可能導致該故障發生,詳見圖4。
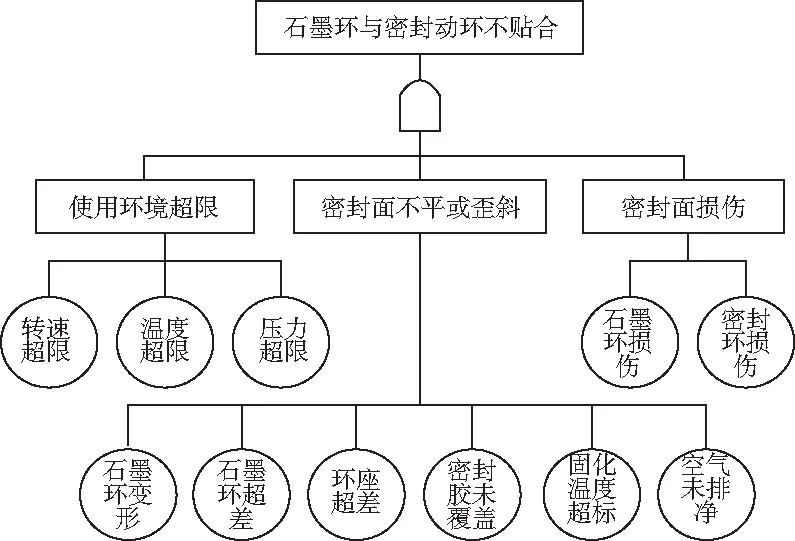
圖4 石墨環與密封動環不貼合故障樹
根據石墨密封組件的設計要求,石墨密封組件允許的最高轉速為40000 r/min,環境溫度為-55~+200 ℃,內外壓差為0.17 MPa,外場使用條件未超出許用設計范圍,排除使用環境超限因素;石墨環材質為浸制石墨,具有一定柔性和彈性,對石墨環進行常溫至+200 ℃高溫[5]的溫度循環試驗,試驗后石墨環未見變形,排除零件變形因素;對環座內徑、平行度、相關配合尺寸,石墨環外徑、高度進行計量,未發現超差,排除零件尺寸超差因素;模擬零件未洗干凈、環座溝槽內空氣未排凈、部分扇面未涂密封膠,密封膠固化溫度過高、密封膠固化溫度過低、石墨環未鑲嵌到底等鑲嵌工藝問題,只有扇面未被密封膠全部覆蓋、密封膠固化溫度超標和環座溝槽內空氣未排凈可引發石墨環裝配歪斜,經分解檢查,故障件石墨環背面的膠層基本覆蓋整個環形,排除了部分扇面未涂密封膠的因素。膠層上有完整的環形紋路,該紋路來自環座表面的機加工紋路,詳見圖5,證明涂膠及裝配時石墨環已觸及環座底部,未鑲嵌到底因素排除,只剩環座溝槽內空氣未排凈因素無法排除。
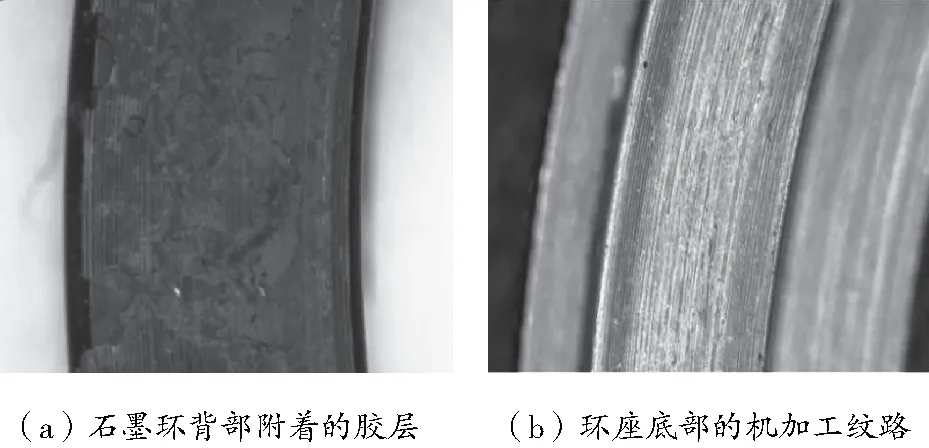
圖5 石墨環底部膠層及環座檢查照片
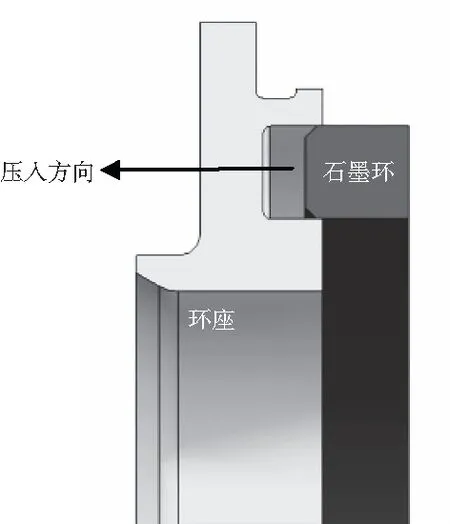
圖6 石墨環與環座的裝配結構
石墨環鑲嵌過程:石墨環與環座貼合的端面涂抹密封膠,將石墨環壓入環座的溝槽中,裝配結構見圖6。
環座溝槽內空氣未排凈有兩種原因,一是密封膠調配過程中,膠的內部存積有空氣,密封膠在調配后,內部空氣較多,需要經反復抽空、攪拌措施進行排除空氣,如有空氣未排凈,在固化后膠的表面會形成氣孔(空氣泡在沖破膠面時會形成空洞),外觀很差,而故障件翹起部分有膠溢出,但不存在氣孔,未翹起部分膠外觀良好,因此膠內部空氣應該在調配過程中已經排凈了,因此這一原因可排除掉。二是石墨環鑲嵌到環座過程中環座溝槽內有空氣存留,即鑲嵌過程中,環座溝槽內的空氣若恰好被封住,也會造成溝槽內空氣存積。經試驗檢查,鑲嵌石墨環前以+270 ℃高溫烘烤環座,這個溫度下環座的尺寸大于石墨環尺寸,石墨環可以很輕松放入,若環座溫度不足,則石墨環會被強行過盈壓入靜環座,使得溝槽空氣無法完全擠出,會一直存留部分空氣在靜環座溝槽內。鑲嵌后,部件處于余熱狀態時工人擦掉溢出的膠,但下一步固化時溫度再次升高,溝槽內空氣壓力增大,又會將膠擠出,固化完成后石墨環與環座配合面處留有擠出的密封膠,故障件的密封膠溢出現象證實了這一推測,見圖7。

圖7 故障件的溢膠現象
結合石墨環傾斜的故障樹和密封膠溢出的證據,檢查鑲嵌工藝,發現環座烘烤溫度滿足要求,但烘烤后因鑲嵌用的手壓臺遠離烤箱,實施鑲嵌時環座溫度已出現下降。最終確定石墨環傾斜的原因是鑲嵌時環座溫度不足,石墨環和環座裝配時配合面過盈,溝槽內空氣未順利排凈。
4 糾正措施及驗證情況
針對故障原因,采取以下糾正措施,改進后試制表明石墨密封組件的加工質量得到保證,措施合理可行。
1)調整工藝布置:將手壓床調整至烘箱旁,減少鑲嵌時環座溫降。
2)規定鑲嵌時間:鑲嵌過程中,對取出石墨環直至鑲嵌結束,應盡量減少耗時,結合現場實測,在鑲嵌工藝中增加時間要求:從烘箱中取出環座并在20秒內將石墨環壓入,過程采用秒表監測(從打開烘箱門計時)。
3)鑲嵌檢查
鑲嵌后膠的固化情況,從外觀可以判別內部空氣情況,增加固化后膠的外觀檢查內容:固化后膠面外觀應無氣孔;固化后膠應不得高出靜環座端面(即無溢出)。
5 總結
通過對故障的排查和分析,確定某型空氣渦輪起動機密封失效的原因是石墨環鑲嵌時采用熱裝配,因工序耗時長,環座溫度下降較多,鑲嵌時環座與石墨環已過盈配合,槽內部分氣體無法從配合面排出,在密封膠固化過程中封存的氣體頂偏石墨環,偏斜狀態的石墨密封組件與密封動環無法貼合,引發了滑油泄漏。針對故障原因,改進了鑲嵌工藝流程,縮短鑲嵌時間,并增加對膠溢出情況進行檢查,有效防止該類故障再次發生。
猜你喜歡
西北工業大學學報(2022年2期)2022-05-11 07:50:12
輪胎工業(2021年10期)2021-12-24 17:23:35
輪胎工業(2020年9期)2020-03-01 18:58:44
汽車維修與保養(2019年7期)2020-01-06 03:30:42
中國機械工程(2018年14期)2018-09-22 01:14:04
汽車維護與修理(2016年10期)2016-07-10 08:17:41
江西理工大學學報(2015年3期)2015-12-22 05:26:21
機床與液壓(2015年3期)2015-11-03 07:02:03
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
