基于計算機視覺技術的焊接機器人定位精度分析
2021-03-17 07:32:46樊景博田祎任鑫博
微型電腦應用 2021年2期
樊景博,田祎,任鑫博
(商洛學院 繼續(xù)教育學院, 陜西 商洛 726000)
0 引言
計算機視覺技術中應用最為廣泛的是雙目視覺技術,該技術利用視差原理通過多個攝像機獲得物體的信息[1]。在焊接技術領域,基于雙目視覺技術在焊接機器人的末端安裝攝像機,通過圖像處理可以獲得焊縫的坐標信息,并用以機器人末端的焊接過程。圖像識別以及焊接機器人的精度均會對焊縫信息的計算產生影響[2]。本實驗在商洛學院的陜西省尾礦資源綜合利用重點實驗室完成,采用加拿大Lumenera高性能工業(yè)相機進行拍攝,并利用“昆山一號”焊接機器人控制軟件(昆山工業(yè)技術研究院機器人研究所與東南大學合作研發(fā))進行數(shù)據(jù)分析和處理,用MatLab軟件進行定位誤差曲線繪制。本實驗采用視覺方法對焊接機器人的定位精度進行了分析,通過建立視覺計算誤差分析模型,確定了焊接機器人定位精度的影響因素,并確定了合理的系統(tǒng)配置參數(shù)。
1 焊接機器人的定位精度
焊接機器人的末端與安裝在上面的攝像機組成了“手眼”系統(tǒng)[3]。機器人通過“手眼”系統(tǒng)將獲取到的焊縫三維信息轉換到機器人坐標系下。機器人的位姿關系對“手眼”系統(tǒng)標定精度產生了影響,并最終影響了焊接機器人的定位精度。
本文采用重復定位精度為±0.02 mm的MotoMan UP6型機器人和重復定位精度為±0.08 mm的新松SR6型機器人進行對比試驗。焊接前需標定工具中心點(TCP),使機器人繞軸旋轉時,控制點的位置保持不變。然而控制點受標定誤差和機器人精度的影響會產生一定誤差。TCP標定后,UP6的精度可達0.3 mm,SR6的誤差范圍為3-5 mm。
焊接機器人定位精度的誤差主要來源于機器人的重復定位和運動對視覺計算及定位精度的影響[4]。首先給出第一個實驗,檢測重復定位對視覺計算的影響。首先調整焊接機器人保持某一位姿,采用加拿大Lumenera高性能工業(yè)相機拍攝并計算標準棋盤格任意3個格子的距離;然后調整機器人改變位姿并再次保持原位姿,拍攝并計算任意3個格子的距離。實驗用標準棋盤格,每個格子的尺寸為27×27 mm。每個位姿重復實驗20次,將實驗數(shù)據(jù)的平均值作為該位姿的實驗數(shù)據(jù),并與標準數(shù)據(jù)進行對比,如圖1所示。
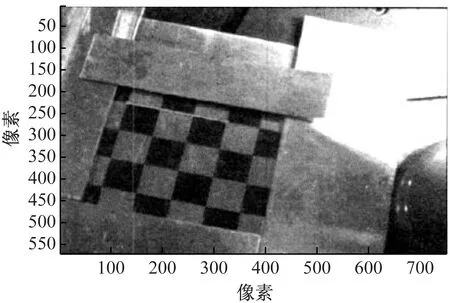
圖1 實驗用標準棋盤格
某4個位姿的實驗數(shù)據(jù)分別為:80.772 0 mm、80.921 2 mm、80.449 6 mm和81.245 5 mm。3個格子的標準距離為81 mm,與實驗數(shù)據(jù)的最大誤差為0.550 4 mm。該誤差來源于棋盤格印刷誤差和機器人視覺計算誤差等多個因素。為了研究機器人視覺計算受重復定位精度的影響,應將多個計算值的變化作為判定指標,因此采用數(shù)據(jù)離散度評價指標SD(標準差)判斷重復定位精度對機器人視覺計算的影響大小。經計算,某一位姿20次重復實驗的SD為±0.304 3 mm。
第二個實驗檢測機器人運動對視覺計算的影響。首先檢測TCP誤差恒定時位姿變化對視覺計算的影響。將標準棋盤格固定在機器人工作臺上,標定TCP(標定誤差為0.3 mm)后,改變機器人位姿,采用Lumenera高性能工業(yè)相機拍攝18幅圖像對,利用“昆山一號”焊接機器人控制軟件轉換到機器人坐標系下計算棋盤格左上角第1點的坐標值,如圖2所示。
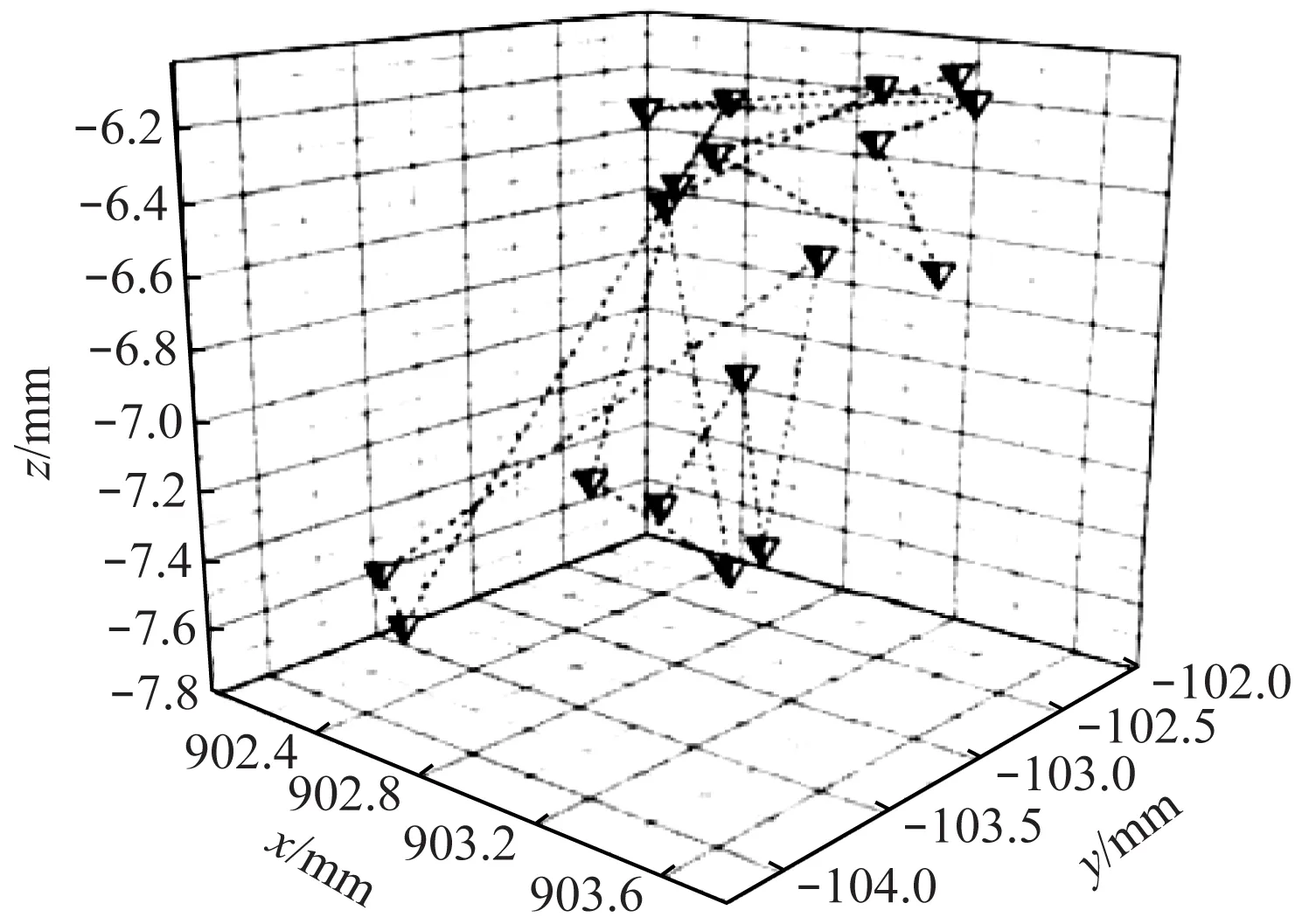
圖2 TCP誤差恒定時位姿變化對視覺計算的影響
經計算,實驗數(shù)據(jù)的SD為±0.512 4 mm。采用類似的方法檢測TCP標定對視覺計算的影響。首先通過標定手段改變TCP標定誤差,并在每個標定誤差下,改變機器人位姿,拍攝18幅圖像對,并按照圖2所示方法計算出X、Y、Z三個方向的SD和最大值,如表1所示。

表1 TCP標定對視覺計算的影響
分析表中數(shù)據(jù)可知,SD和最大誤差均隨著TCP誤差的增大而增大。當TCP誤差超過1.7后,計算誤差達到了cm級,已無法滿足實際應用。因為TCP誤差并非精準控制的,1.7也非臨界值。當前工業(yè)用焊接機器人的視覺計算精度主要受到TCP標定的影響,而成熟的工業(yè)機器人都具有較高的重復定位精度,對視覺計算的影響較小[6-7],為了降低TCP誤差,建議TCP標定誤差控制在1 mm范圍內,能夠滿足實驗要求的同時,為該技術應用到成熟的焊接機器人提供了必要的參數(shù)價值。
2 視覺計算誤差分析模型
有效視場范圍內,待焊工件的放置位置影響著視覺計算的精度[8]。因此需對視覺系統(tǒng)配置即焊件擺放姿態(tài)以及傳感器與焊件的相對位置對視覺計算的影響。
將兩臺Lumenera高性能工業(yè)相機任意放置進行拍攝,利用“昆山一號”軟件采集圖像信息后進行數(shù)據(jù)分析。建立的誤差分析模型,如圖3所示。
圖中Ol、Or分別為兩個工業(yè)相機的透視中心,并以Ol為坐標原點,兩點連線為x軸,兩點距離為b。CCD像面中,X軸與Y軸垂直,采用右手準則確定深度方向的z軸。雙目傳感器有效視場的高度與單臺相同。本文僅對XOZ平面內的有效視場進行討論,其寬度和深度由圖3中的參數(shù)b、α和β決定。圖中,θ為1/2視場角,β為1/2光軸夾角,將光軸交點向X軸投影,得到βl和βr,且有βl+βr=2β。當兩個攝像機任意擺放時,圖中XOZ平面內沿z軸方向MSN連線的以上區(qū)域為雙目系統(tǒng)的有效視場,其寬度為ω。假設任意一點P(x,y,z)在兩個攝像機圖像上的投影分別為pl(ul,vl)和pr(ur,vr)。P點相對兩攝像機透視中心即Ol、Or的張角分別為αl和αr。對模型進行簡化,假設攝像機具有相同的配置,且對稱放置,由幾何關系即可計算出P點坐標x、y、z的值。
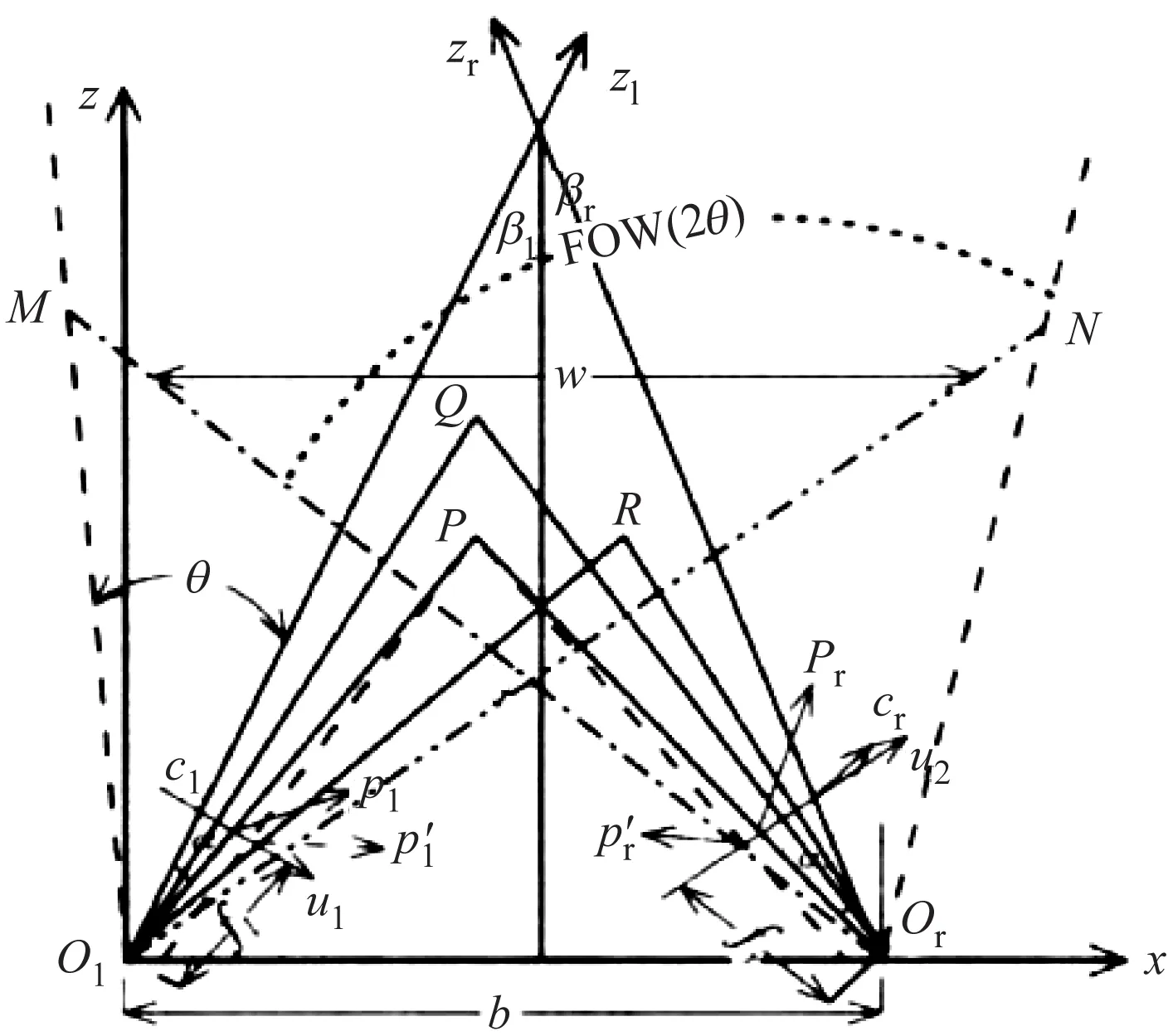
圖3 兩個攝像機任意放置時的誤差分析模型
3 系統(tǒng)配置對定位精度的影響
像平面內的像素坐標和傳感器的結構參數(shù)均會對空間點的三維坐標計算產生影響。由視覺計算誤差分析模型可知,影響P點定位精度的因素有P點在圖像上的投影誤差和坐標提取誤差;傳感器的標定誤差和結構參數(shù)b,f,βl和βr。
圖像校正和圖像匹配因提取圖像產生的誤差稱為圖像誤差,設攝像機在u方向上的圖像誤差為Δε,在v方向上的圖像誤差為Δω,且圖像誤差伴隨成像位置的改變不發(fā)生變化。將P點的坐標值x、y和z分別對u和v求導,即可求出圖像誤差對定位精度的影響。為了簡化計算,假設視覺系統(tǒng)配制不變,u方向和v方向的圖像誤差相等,即有b和f為定值,βl=βr=β,Δε=Δω。根據(jù)誤差分析理論[5],采用x、y、z方向的誤差表示定位綜合誤差Δ的表達,如式(1)。

(1)
本文視覺系統(tǒng)標定后,fx和fy分別為587.962 4像素和585.875 1像素,b為228.964 7 mm。設圖像誤差Δε和Δω均為0.5像素,P點坐標x和y均為100 mm,可得到定位誤差與測量距離z值的關系曲線,如圖4所示。
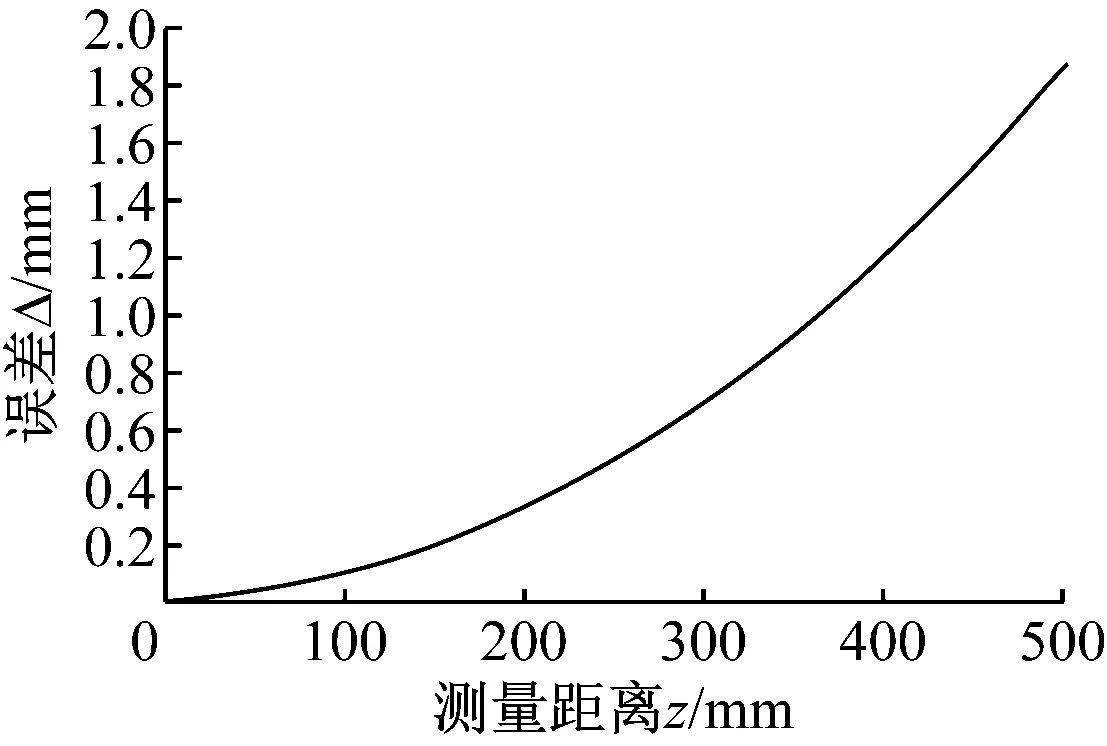
圖4 定位誤差與z值的關系曲線
可以看出,定位誤差伴隨測試點與CCD距離的增大而逐漸增大。考慮實際應用中工件擺放以及有效視場等因素,建議焊接機器人合理的工作范圍為150-450 mm。
由圖3視覺誤差分析模型可知,R點與P點的高度相同,αl和αr隨x值的不同發(fā)生了變化。由此可知,x值改變,計算誤差也會隨之改變,但無法判斷其變化趨勢。設z為200 mm,得到定位誤差與x值的關系曲線,如圖5所示。
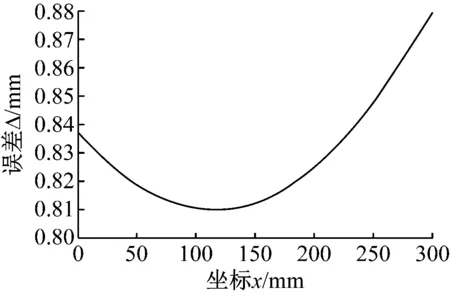
圖5 定位誤差與x值的關系曲線
可以看出,x=b/2時,定位誤差最小;相比定位誤差隨z值的變化,其變化幅度較小,由此表明,測量距離的改變對定位誤差的影響較大。
4 總結
焊接機器人定位精度的誤差主要來源于機器人的重復定位和運動對視覺計算及定位精度的影響,其中,重復定位的影響較小,建議TCP標定誤差控制在1mm范圍內。通過建立視覺計算誤差分析模型和定位綜合誤差表達式可知,定位誤差伴隨測試點與CCD距離以及測試點x值的改變而改變,其中測試距離的影響較大,建議焊接機器人合理的工作范圍為150-450 mm。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
中學生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
當代陜西(2021年2期)2021-03-29 07:41:24
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
媽媽寶寶(2017年3期)2017-02-21 01:22:28
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
