提高拉幅機效率的參數優化
2021-03-17 09:42:52ShindePatilZingabhoi
國際紡織導報 2021年8期
T. A. Shinde, L. N. Patil, A. Zingabhoi
SVKMS, NMIMS, Mukesh Patel工學院(印度)
拉幅機是用于紡織品烘干、定型以及調整織物寬度參數的機器,同樣也可用于織物的化學整理。拉幅機被用于拉開成型織物,織物通過壓實機后進入拉幅機。拉幅機因其可靠性、高效率以及高產出率而成為一種節能機器。進料是數碼可控的,損失到空氣中的熱量很少,但是有一些其他因素會導致拉幅機的效率降低。拉幅機的作用是使預定型以及熱定型的織物達到固定長度及寬度,它也用于紡織品化學整理,染色也同樣使用拉幅機調整織物。拉幅機的主要功能是橫向拉伸織物,使其門幅寬窄一致。
拉幅機廣泛用于織物拉伸、干燥、熱定型和整理。拉幅機一般長為24~30 m,寬為1.8~2.5 m。運動速度范圍為10~45 m/min,溫度可控范圍為175~250 ℃,根據織物的厚度及類型設置運動速度和溫度。
1 材料和方法
1.1 材料
材料包括聚酯織物、彈性織物、黏膠織物。
1.2 方法
——連續化過程:軋-烘-焙方法。
——軋壓壓力:25~35 N。
——熱定型溫度:170~210 ℃。
1.3 步驟
——首先選擇合適的染缸,如No.306013。
——織物重為157 kg,長為1 958 m,幅寬為122 cm。
——將織物放在機器上并置于水洗室,這個過程在110 ℃條件下持續10 min。
——水洗之后將織物取出冷卻,然后將水洗后織物運到下一個工序進行化學整理,主要使用的化學品為Nato-lube JD和Seragal PLP。
——織物進入染色工序,使用的染料為分散EXH、Dianix橙和Coralene黃SR,染液pH值為7。對染色之后的織物進行冷卻,這樣需要用于拉幅機的織物試樣就準備好了。
2 結果與討論
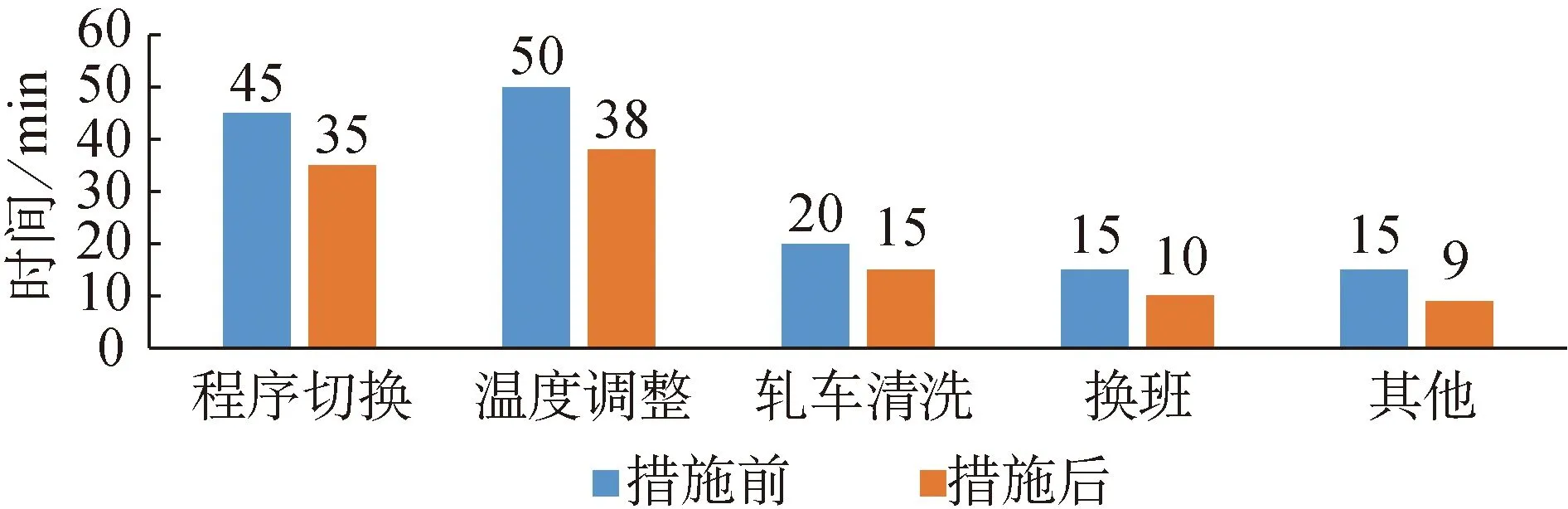
針對拉幅機效率損失問題采取4種措施如圖1所示。采取4種措施前后拉幅機的效率損失率對比如表1所示。從表1可以看出,采取不同措施后,拉幅機效率損失率都得到相應降低,這歸因于解決上述問題所需要的時間減少。由此可見,解決問題所需要的時間與拉幅機的效率成反比,這就意味著處理問題所需要的時間減少,拉幅機的效率得到提高。
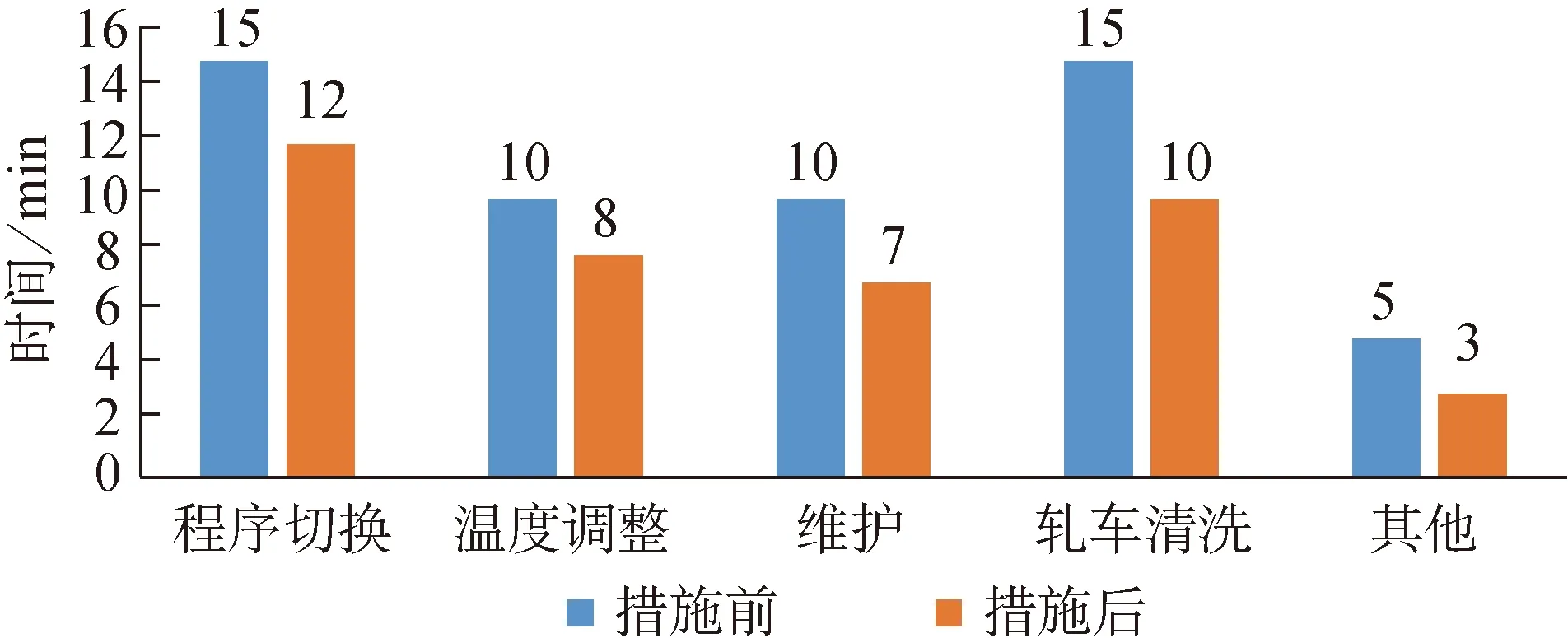
a) 措施一
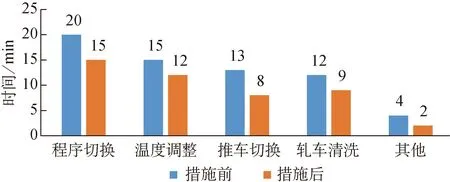
b) 措施二
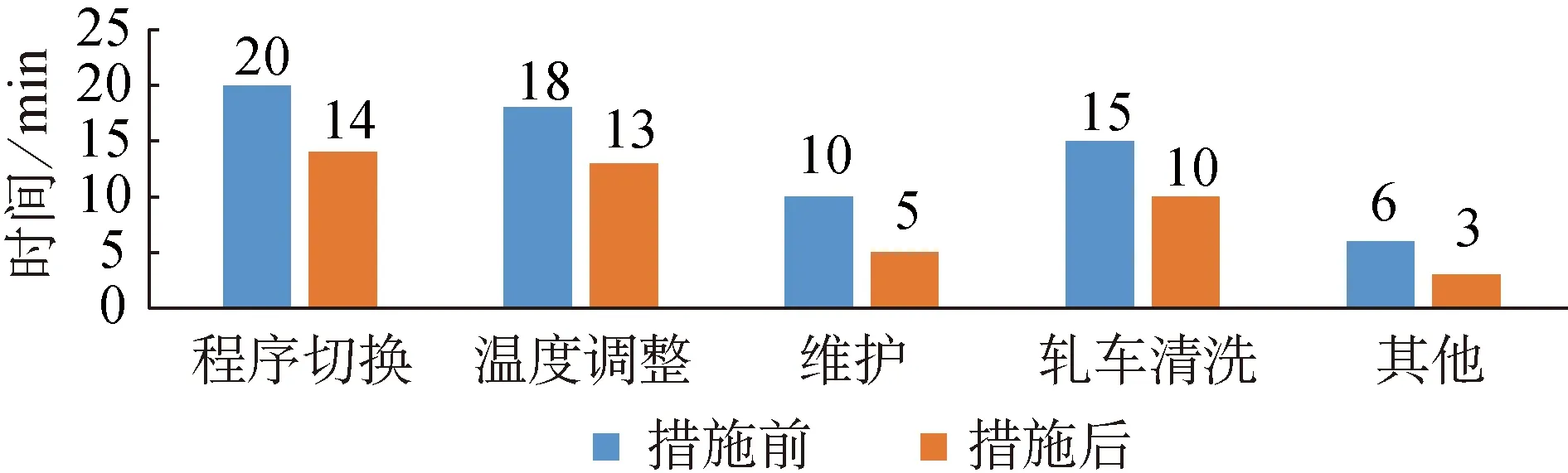
c) 措施三
d) 措施四

表1 采取4種措施前后拉幅機效率損失率對比
3 結論
拉幅機對織物的品質有很大的影響。拉幅機是染色的核心,因此有必要提高拉幅機的生產效率和機器利用率。在進行大量的試驗后可得到以下結論:
——拉幅機決定實際產量;
——造成拉幅機生產效率低的主要原因是程序切換、溫度調整、維護、軋車的清洗和其他因素(如換擋、斷電、故障)用時過長;
——通過使用過程控制和機器標準參數設置并且根據標準對儀器條件進行設置,可以控制拉幅機的效率損失;
——可以觀察到,采取措施后拉幅機的效率最高可提高6個百分點,這是因為減少了解決問題所需要的時間。
胡 柳 譯 高愛芹 校
猜你喜歡
今日農業(2021年9期)2021-11-26 07:41:24
建材發展導向(2021年15期)2021-11-05 08:22:20
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
中學生數理化(高中版.高考理化)(2020年3期)2020-05-30 12:26:24
中國外匯(2019年21期)2019-05-21 03:04:06
豬業科學(2018年4期)2018-05-19 02:04:38
商周刊(2017年9期)2017-08-22 02:57:49
廣東飼料(2016年5期)2016-12-01 03:43:23
時代英語·高二(2015年1期)2015-03-16 00:08:11