淺議貼標簽輔助工具對電力公司的應用
2021-03-19 01:09:24
科學與信息化 2021年5期
廣東電網有限責任公司河源供電局 廣東 河源 517000
引言
物聯網時代帶動了智能電網的建設,電力通信智能化機房規模日益龐大,機房內各種光纖、電線、網線交叉纏繞在一起,需要人工通過各種標簽來識別不同的網線的業務用途,以及避免出現交叉影響,導致維護人員無法找到對應的線路,插拔過程中造成業務中斷[1]。目前通常是采用手工貼簽的形式,在標簽上寫上編號、業務等用來識別,但在實際操作過程中,由于標簽貼紙上的數字多少不同,導致標簽紙的大小不一,電纜、光纖、電線等各種通信線路的粗細不同,貼標簽的位置、長度選擇等也各不相同,有時候會因為標簽前后無法對稱,或者上面的標識字被覆蓋、業務用途變更等原因需要拆標簽、重新貼簽等業務[2],實際拆貼過程會遇到各種問題,導致效率低下、效果不好。
經過研究貼標簽輔助工具的貼標過程,結合電纜光纖本身特點以及貼標簽的工況環境,設計了一種應用于電力公司光纜貼簽的貼標簽輔助工具,在貼取標簽的實踐應用過程中,極大地提高了工作效率。
1 設計過程
1.1 貼標機的工作過程
貼標簽工作最為常見的做法是把標簽貼在紙箱、衣服、瓶子以及鋼卷等受力面積較大的平面、承力可以相對均勻的均勻的物體上。但是,對于光纜、線纜等貼標簽,其受力面積非常小,本身承力不均勻等特點,因此,在設計貼標簽工作時,要結合其特性研制[3]。結合光纜的特點研制的貼標簽輔助工具的工作過程使用的全面分離的貼標模式,所謂全面分離是指膠紙標簽與承簽帶全面分離結束時進行貼標,這種方式的優勢在標簽完整、不會串標、位置準確,而且會考慮到線纜的特點,在受力不均時,依然能夠準備的貼上標簽。
貼標簽機的執行流程如下:承簽帶與離標梁接觸后,調整運行方向,但是,由于標簽本身具有一定的硬度,所以,標簽也會同時在承簽帶上脫落,脫落的標簽,在貼標按壓鉗正下方所在位置,貼標鉗采用摩擦受力等工藝,在外力作用下將標簽準確按壓在需要貼標的光纜或者線纜上完成貼標。

圖1 貼標簽輔助工作的簡易結構圖
1.2 貼標簽輔助工具的詳細設計
本文研制的貼標簽輔助工具設計時與常見的貼標機整體構成類似,但在設計參數上進行了細致的研究和實驗,貼標簽輔助工具包括標簽上料件、標簽分離件、粘取受力件以及貼標按壓件等幾部分,詳細的貼標機的設計圖如圖2所示:
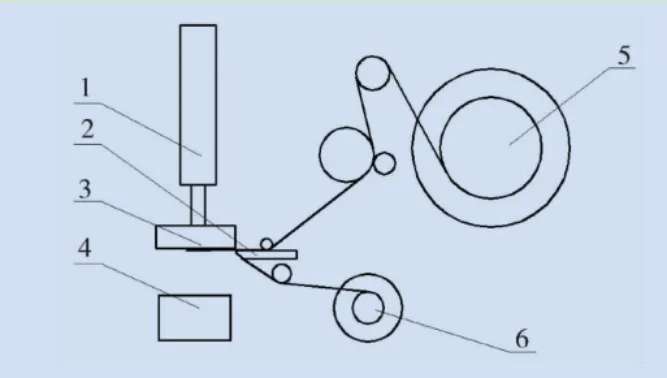
圖2 電纜輔助貼標簽工具的簡單內部結構剖面效果圖
圖中的1到5分別代表了標簽分離件、粘取受力件、被貼標簽的物體、標簽上料件以及標簽附著帶的收回件等幾部分。標簽上料件主要是受到貼標開關的指示提供標簽,標簽分離件的作用是將標簽與標簽附著帶進行分離,粘取受力件用于把標簽吸粘到發力裝置,然后,根據貼標簽輔助工具的發力開關,在貼標人員的按壓后,發力貼標。標簽附著帶回收裝置是將標簽附著帶就行卷曲回收,貼標簽的同時,完成卷曲回收。貼標簽輔助工具的核心是標簽分離件的關鍵參數的設置,參數的合理性決定了設計的精細度。
2 標簽分離件關鍵參數設置
2.1 標簽分離件工作過程
標簽分離件完成貼標的過程中的關鍵環節運行原理:貼標人員按下貼標按鈕時,標簽通過運轉裝置向前運轉,標簽運轉過程中與離標板接觸后,在離標板作用下,把標簽和承標帶進行了分離。這個過程中的核心組件為離標板,離標板設置的曲線、薄厚會極大影響的離標的效果和貼標簽輔助工作質量。經過多次試驗發現,如果離標板設置的彎曲弧度變大時,離標的效率會極大提升,不過,存在的較大問題是與粘貼受力組件配合度會出現誤差,優勢回到導致空貼,也就是標簽已經離帶,但是粘貼受力件沒有更得上離標的速度,導致空貼。當減小離標板的卷曲弧度時,離標速度會變慢,貼標穩定性增加,效率有所下降,因此,獲取最佳弧度至關重要。
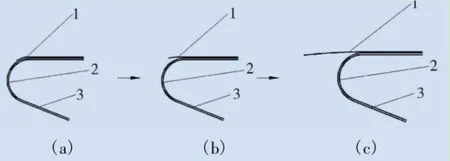
圖3 離標件工作示意圖
離標件的工作示意圖如圖3所示,其中1代表標簽,2代表離標板,3代表附著帶,當貼標簽輔助工具收到貼標人員的貼標指令時,貼標機向前運轉,標簽受到外力推動向前移動,接觸離標板后,由于標簽與附著帶之間有粘貼力,標簽本身會發生彎曲,但是,此時由于標簽本身有硬度,彎曲到標簽的回彈極限時,標簽向相反的方向發力,此時受到貼簽件的吸引,附著帶本身也向后移動,此時標簽完成與附著帶的分離。
2.2 離標板彎曲度參數
假設電纜標簽是一個x*y大小的矩形,使用z代表厚度,經過反復的分離測試,可以發現,標簽與離標帶之間的黏著力f是相對均勻散布在標簽表面的。受力關系圖如圖4所示:
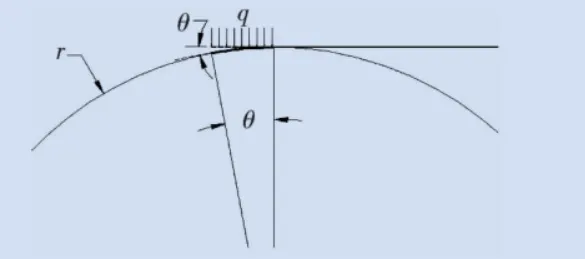
圖4 標簽分離受力關系圖
標簽收到外力影響發生彎曲,弧度為θ,在黏著力q與標簽本身的硬度的相互作用下,標簽并未按照半徑為r的離標板的形狀發生彎曲,當硬度大于黏著力的時候,發生脫離,首先要找出標簽的硬度的臨界點,然后調整時間和弧度,獲得最佳效果。

公式1中,F代表黏著力,I代表分離臨界值的力矩,D代表標簽硬度,r1標簽彎曲度。引入彎曲公式同步加入界面轉動向量計算公式[4]后,獲得彎曲度和半徑的計算公式:

通過公式2可以算出離標板的彎曲半徑、彎曲弧度,且我們可以發現,當離標板的彎曲半徑變大時,離標的角度也會發生變更,同時,對于貼標件與標簽的距離會相應的增大,貼標件取到標簽的概率會降低。同時,離標板的彎曲弧度也會影響附著帶與標簽之間的摩擦力,該角度越大,摩擦力越大,標簽離帶的效率就會降低,經過實驗論證,該推斷成立。因此,我們發現,離標半徑的設置參數需要依據公式2達到與離標帶的黏著力的最佳狀態,使得貼標機獲得最佳距離,才能達到預期效果。
3 結束語
針對目前電力通信機房內存在大量的光纖、線纜在人工手工貼標簽的過程中,工作量大、效率低,特別是對位置狹窄等貼簽不方便的地方,貼標簽耗時較長,反復貼簽等問題,經過研究貼標簽輔助工具的貼標過程、貼標的原理以及標簽和離標板的弧度、半徑之間的力學管理,并充分考慮了標簽本身的硬度,在離標板分割下當標簽的硬度與的黏著力相抗衡的臨界點下,找到貼標件與標簽最適合的位置,獲得最佳的貼標效率。同時,在研究貼標簽輔助工具的過程中,結合電纜光纖本身特點以及貼標簽的工況環境,設計了一種應用于電力公司光纜貼簽的貼標簽輔助工具,在貼取標簽的實踐應用過程中,極大地提高了工作效率。
