利用西門子V90提高車床尾座自動化控制
2021-03-19 01:17:50天水星火機床有限責任公司馬立貴劉克林張海強
電子世界 2021年3期
關鍵詞:信號
天水星火機床有限責任公司 馬立貴 劉克林 張海強
現在絕大部分數控臥式車床(或臥式車削中心)尾座的移動是通過手動或通過普通三相異步電動機驅動,尾座頂緊工件通常也是通過手動頂緊或液壓套筒頂緊。手動頂緊機械結構簡單,頂緊力的大小由操作者根據經驗或者測力儀裝置給定,但這加大了操作者的勞動強度,且效率低下。液壓套筒頂緊雖然操作簡單,但頂緊力大小需要調整液壓系統壓力值,調整麻煩,且液壓系統故障率較高。為了提高加工效率和自動化水平,我公司在尾座上安裝了一臺能實現速度/扭矩控制的伺服電機,直接通過伺服電機移動尾座和頂緊工件。在機械設計上取消了鎖緊機構,并且在伺服電機和尾座移動機構之間通過蝸輪蝸桿傳動,這樣就可以防止由于驅動器報警而出現尾座后退工件松動問題。伺服驅動器選用西門子V90,伺服電機選用西門子1FL60系列。
通過對我公司數控車床機械結構方面的簡化改動以及電氣方面對于V90驅動控制伺服電機的靈活應用,達到了尾座的操作的簡便使用,V90伺服驅動器集動力部分和控制部分于一體,結構緊湊,功能強大,具有位置控制、速度控制、轉矩控制以及混合控制等方式。
1 尾座電氣控制的設計要求
在此機構中當尾座趨近或遠離工件時,伺服電機可以在速度控制方式下以快移速度移動;當尾座快速接近工件時,停止移動,這時把伺服電機控制方式切換到扭矩控制方式下,然后重新啟動伺服電機,則尾座趨近工件并以設定的扭矩頂緊工件,每一個工件對應的頂緊力的大小可根據工件的直徑及重量通過電位器進行調整,并通過扭矩數顯表顯示當前所需扭矩力。當工件加工完成,再將伺服電機的控制方式切換到速度控制方式,以快速方式離開工件。

表1 端子定義(注:[3]速度控制方式;[4]扭矩控制方式)
2 電氣控制設計
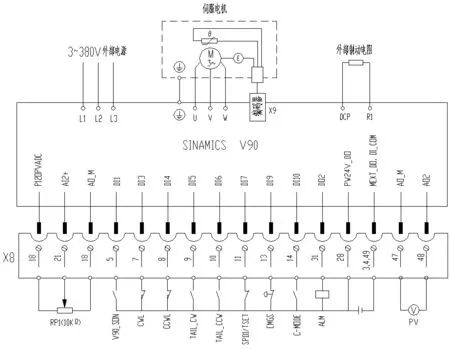
圖1 V90驅動器控制原理圖

表2 其他主要參數設定
驅動器控制原理如圖1所示,DI1為使能輸入端;DI5為正轉輸入端;DI6為反轉輸入端; DI7為速度值/扭矩值指定輸入端,DI7輸入為高電平時,由參數P1001設定快速移動速度,DI7輸入為低電平時,由電位器RP調整扭矩的大小,并通過PV電壓表顯示實際扭矩大小;DI10為速度/轉矩切換輸入端,DI10輸入為低電平時,為速度控制方式,DI10輸入為高電平時,為扭矩控制方式。當驅動器出現報警時,ALM繼電器輸出,通知PLC,機床停止運行。
2.1 端子定義(表1所示)
2.2 其他主要參數設定(表2所示)
3 PLC程序設計
3.1 輸入信號
方式選擇速度信號:MODE_S;方式選擇扭矩信號:MODE_M;
尾座向前信號:TAIL_FOR;尾座向后信號:TAIL_REN;
尾座停止信號:TAIL_STP;驅動器報警信號:V90_ALM;
3.2 輸出信號
伺服電機正轉:MOT_CW:伺服電機正轉:MOT_CCW;
伺服使能:V90_SON;速度/扭矩方式切換:C_MODE
3.3 PLC程序(表3所示)
結語:利用西門子V90驅動器和1FL60伺服電機對數控車床(或臥式車削中心)的尾座進行靈活控制,包括尾座的前進、后退快速移動以及對工件的頂緊,大大提高了加工效率和機床的自動化水平,減輕了操作者的勞動強度,同時取消了尾座鎖緊結構,簡化了機床尾座的機械結構。

表3 PLC程序

續表3
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06