基于PLC的有機生活垃圾處理設備控制系統設計
2021-03-22 18:18:52花勇
河南科技 2021年25期
花勇



摘 要:城市中有機生活垃圾處理主要依靠人力分揀,回收利用率低,加工自動化程度不高。本文通過分析有機生活垃圾處理設備的工作流程,設計了一種的有機生活垃圾處理設備控制系統。該系統以可編程邏輯控制器為控制核心,以監視與控制通用系統組態畫面為上位機,實現對有機生活垃圾處理設備作業過程的自動控制和實時監控,滿足了有機生活垃圾處理的工藝控制要求,具有一定實際意義。
關鍵詞:有機生活垃圾;可編程邏輯控制器(PLC);自動控制
中圖分類號:X799.3;TP273 文獻標識碼:A 文章編號:1003-5168(2021)25-0033-04
The Design of the Control System for Organic Domestic Waste Treatment Equipment Based on PLC
HUA Yong
(Jiangsu Food & Pharmaceutical Science College, Huai'an Jiangsu 223005)
Abstract: In view of the shortcomings of organic domestic waste processing in cities, which mainly rely on manual sorting, its recycling rate is low, and the degree of processing automation is not high. By analyzing the work flow of organic domestic waste treatment equipment, a new control system of organic domestic waste treatment equipment is designed in this paper. The system takes the programmable logic controller as the control core and the monitoring and control general system configuration screen as the upper computer to realize the automatic control and real-time monitoring of the operation process of organic domestic waste treatment equipment, which meets the process control requirements of organic domestic waste treatment and has certain practical significance.
Keywords: organic household waste;programmable logic controller(PLC);automatic control
隨著生活條件的不斷改善,城市生活垃圾產生量也逐年增多,現有垃圾大致可以分為可回收垃圾、有機生活垃圾、有害垃圾及其他不可回收垃圾4類[1]。其中,有機生活垃圾占比超過50%,包括日常廚余垃圾,如剩菜、果皮等富含脂肪、蛋白質、碳水化合物的有機物質。傳統的垃圾處理方式多為焚燒與填埋處理。但是焚燒時需要消耗大量燃料,同時也會產生大量污染物;而有機垃圾填埋不當又極易腐爛變質,污染現有土地資源。目前對生活垃圾較為合理的處理方式是對經過分揀的有機垃圾進行粉碎、壓榨、混合攪拌后生成有機肥料,將有機生活垃圾進行二次資源開發利用,達到“減量化、資源化、無害化”的垃圾處理要求[2]。本文在有機生活垃圾處理設備的結構設計基礎上,以可編程邏輯控制器(Programmable Logic Controller,PLC)為控制核心,以三相異步電機、變頻器、氣缸和油泵等為執行元件,設計出有機生活垃圾處理系統的電氣控制系統。該系統能夠實現日常有機生活垃圾處理過程的自動化,極大提高了有機生活垃圾的處理效率。
1 有機生活垃圾處理設備工作原理及控制要求
有機生活垃圾處理設備將分揀后的有機垃圾,經過攪拌、粉碎和擠壓脫水后生成顆粒狀的有機肥料排出,整個加工過程沒有使用任何化學添加劑,加工后的廢料還可變成有機肥料再生利用,變廢為寶。控制系統按照功能主要由垃圾桶提升機構、垃圾分揀平臺、垃圾撕碎機、螺旋送料及脫水機構等部分組成,各部分功能及要求如下。
1.1 垃圾桶提升機構
該結構將垃圾桶提升至輸送帶位置,在計重點停留3 s進行稱重,質量超過50 kg時繼續上升到指定位置進行翻轉,傾倒垃圾到輸送帶上。倒完垃圾后,桶自動退回到計重點處去皮。如檢測到桶內物料未倒完,提升機會自動重復一次倒桶動作。然后,提升機構自動返回到起點,拿掉空桶。重復以上動作流程完成倒桶過程。
1.2 垃圾分揀平臺
對傳送帶上的垃圾進行磁選和人工篩選,剔除有機垃圾中的金屬、塑料橡膠等非有機混合垃圾,輸送到垃圾撕碎機進行撕碎處理。
1.3 垃圾撕碎機
分揀后的有機垃圾隨著傳送帶進入垃圾撕碎機的V形進料斗,在推料氣缸的作用下將物料推入V形撕碎齒腔中。通過交流接觸器、電磁換向閥控制電機及液壓系統的快速閉合,兩個撕碎齒輥在兩個減速電機的帶動下以不同轉速進行相對旋轉,利用兩個撕碎齒輥形成的收縮夾角,對進入齒腔中的垃圾產生撕扯與剪切力,從而將進入的大塊垃圾顆粒化排出。
1.4 螺旋送料及脫水機構
輸送帶將粉碎后的物料送到主機內,安置在篩網中。主電動機帶動減速器,從而使螺旋軸旋轉。顆粒化后的垃圾在螺旋絞龍作用下推向排料口,排料口倉門的壓力也逐漸增加,壓力達到設定值時,卸料口將被頂開,壓縮后的物料被擠出物料口。而擠壓產生的液體經過通道下方的濾網過濾后從排水管流入下方的油水分離器。
2 電氣及操作系統硬件選型
通過分析有機生活垃圾處理工作流程,明確有機生活垃圾處理系統電氣控制系統根據加工流程由垃圾桶提升平臺、垃圾分揀平臺、垃圾撕碎機、螺旋送料及脫水系統等單元組成。從經濟實用方面考慮選用西門子S7-200 PLC作為系統的控制運算核心,負責采集按鈕、傳感器的輸入信號,程序運算后發送指令給輸出端驅動電機、電磁閥等執行元件[3]。監視與控制通用系統(Monitor and Control Generated System,MCGS)觸摸屏作為上位機,通過與下位機PLC通信,可以直接在組態界面上進行各單元上下限參數設置和清除報警信息等操作,監控垃圾處理設備的穩定運行。其他電氣元件選型如下。
2.1 電機選擇
有機生活垃圾處理系統根據實際需要選用的電機類型和規格如表1所示。
2.2 光電旋轉編碼器
為了檢測垃圾在傳送帶上的位移量和移動速度,選用通用型光電旋轉編碼器,型號為歐姆龍E6B2-CWZ6C。工作電源(直流)為5~24 V,分辨率為500脈沖/旋轉。
2.3 變頻器選擇
為了適應不同的生產節奏,方便實現觸摸屏對垃圾分揀平臺電機運動參數的調整和啟停控制,選用額定電壓380 V、額定功率2.0 kW的西門子MM420變頻器。配合光電旋轉編碼器,可在觸摸屏上設置傳送帶運行參數,實現較為精確的運動距離和速度控制。
3 控制系統的設計
3.1 操作控制流程設計
有機生活垃圾處理系統通過開關可切換手動和自動控制模式。
在手動模式下,可以對垃圾桶提升機構的升降,垃圾分揀平臺的左行、右行,撕碎電機的正反轉,螺旋送料及脫水系統電機的正反轉進行手動操作。為了安全起見,電機控制電路需要添加交流接觸器互鎖和過載保護設計。
在自動模式下,按下啟動按鈕后,系統先自檢是否滿足初始化條件。如不滿足,設備先恢復到初始狀態。之后稱重傳感器檢測垃圾桶質量是否大于50 kg,同時光電傳感器檢測垃圾桶在下限位時提升垃圾桶到達上限位,提升機構翻轉垃圾桶,傾倒垃圾到傳送帶上,傾倒完成后垃圾桶稱重小于10 kg時原路返回。垃圾分揀平臺左側光電傳感器檢測到垃圾時,變頻器驅動三相異步電機帶動傳送帶右行。到達中央位置時傳送帶暫停,氣缸下行,氣缸下方的磁鐵吸附走有機垃圾中的鐵屑。之后氣缸上行,傳送帶繼續前進。右側光電傳感器檢測到垃圾時變頻器停止10 s,由推料氣缸將分揀后的垃圾推入垃圾撕碎機構的漏斗中,減速電機開始運行帶動撕碎齒輥旋轉,將較大的生活垃圾進行顆粒化后再通過V形漏斗傳送至螺旋送料及脫水單元。螺旋機構通過擠壓將壓縮過的廢料傳送至出料口,出料口處安裝壓力傳感器,當壓力達到設定值時,壓縮的廢料將出料口倉門頂開,廢料從出料口排出。輸送過程中多余的液體經下面過濾網過濾后進入廢水槽,經過油水分離后,油泵將上面的廢油抽走,系統控制流程,如圖1所示[4]。
3.2 PLC控制設計
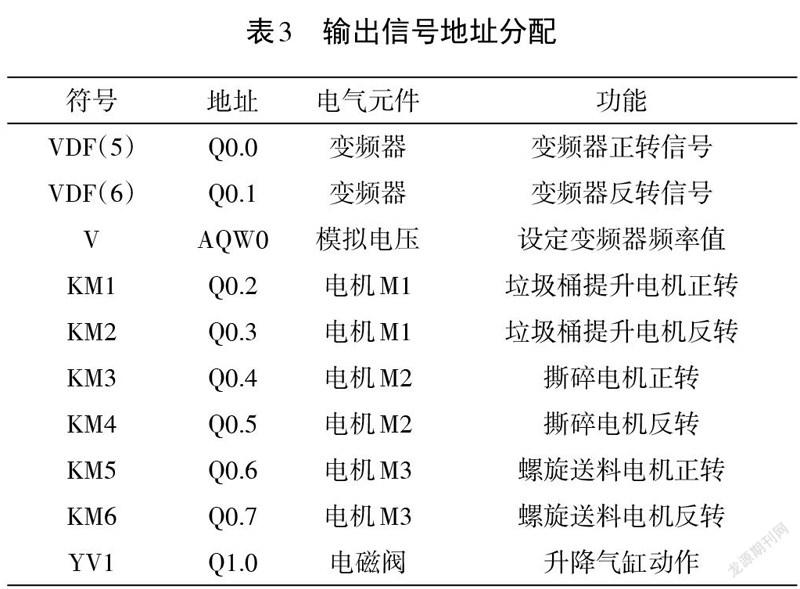
根據設計要求,系統中用到的按鈕、開關、傳感器、旋轉編碼器脈沖信號連接到PLC輸入端,垃圾桶提升電機、撕碎電機和螺旋送料電機通過交流接觸器連接到繼電器型PLC的輸出端,共需要15個數字輸入信號、9個數字輸出信號,一個模擬量輸入信號和一個模擬量輸出信號。從經濟性和可靠性方面考慮,選擇西門子S7-200系列CPU_224XP_CN繼電器輸出型PLC,它的I/O點數為24點,還有2路模擬量輸入和1路模擬量輸出信號。考慮到后續控制系統升級,還需要添加EM223CN 8輸入/8輸出繼電器型擴展模塊,I/O地址分配如表2、表3所示。
系統程序的手動模式與自動模式可通過轉換開關SA1進行切換。根據順序控制功能圖,自動模式程序結構包括主程序、垃圾桶提升子程序、傳動帶控制子程序、垃圾撕碎機子程序、螺旋送料及脫水子程序、油水過濾子程序和高速計數器初始化子程序。
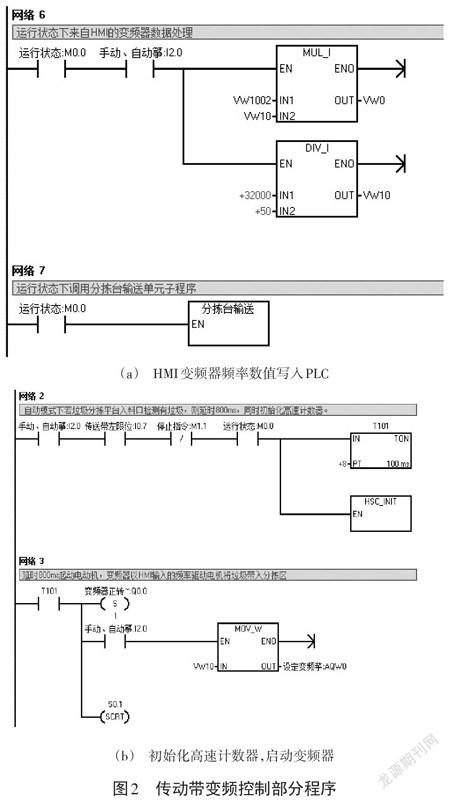
主程序采用置位復位指令編號,子程序采用SFC指令編寫,其中傳動帶控制部分可根據生產需要從HMI輸入變頻器頻率大小來驅動傳送帶電機轉速,運行程序如圖2所示。
3.3 MCGS 監控系統設計
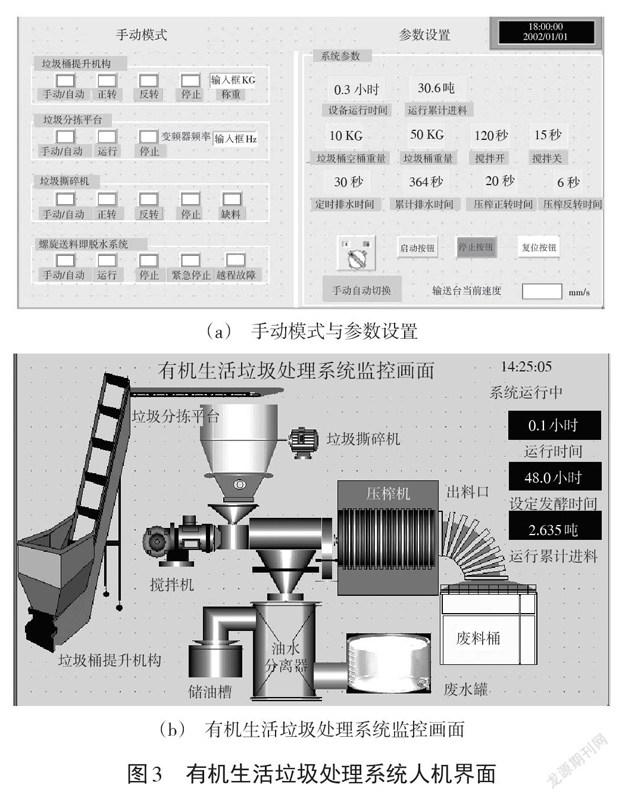
有機生活垃圾處理系統上位機選用昆侖通態的人機界面TPC7062KS,通過COM口與PLC相連,與PLC通信速率設置為19 kb/s[5]。為滿足監控控制系統的需要,系統采用多窗口界面設計。操作面板首頁是手動控制及參數調節顯示組態界面,可以手動控制電機的運行、顯示或調整設備運行參數;第二頁是生活垃圾處理系統整體監控組態界面,可實時采集PLC各端口的數據變化,監控垃圾桶提升平臺、垃圾分揀平臺、垃圾撕碎機、螺旋送料及脫水系統等模塊的工作過程。有機生活垃圾處理系統人機界面如圖3所示。
4 結語
針對傳統有機生活垃圾在處理過程中存在的自動化程度不高、回收利用不充分且污染環境、損害工作人員身體健康等弊端,本文在分析有機生活垃圾設備工作原理的基礎設計了以PLC為運算控制中心,以MCGS組態為上位機的有機生活垃圾處理設備控制系統。該系統組態頁面采用多畫面窗口設計,操作人員可進行手動控制和系統參數的設定,實時監控設備的運行狀態信息。界面控制邏輯簡單直觀,有效保障了有機生活垃圾處理設備運行的可靠性,具有一定的實際工程意義。
參考文獻:
[1]蘭偉娜.淺談城市生活垃圾分類收集[J].科技傳播,2010(19):75-80.
[2]盧鳴.環衛行業現狀與智能垃圾分類前景分析[J].網絡新媒體技術,2019(1):9.
[3]張天宇,馬帥,劉禎.基于PLC的自動洗車控制系統設計[J].機械工程與自動化,2018(4):170-172.
[4]后銘洋,張寶珍,樊軍慶,等.椰青加工機電氣控制系統設計[J].食品工業,2021(6):5.
[5]高志華.基于PLC和MCGS組態的壓縮垃圾車控制系統設計[J].內燃機與配件,2018(16):4-6.
3565501908227