基于電磁感應(yīng)加熱鉆具螺紋的工藝研究及應(yīng)用*
2021-03-22 06:49:48張勇秦小龍李禾香劉相翌路一平
石油機(jī)械 2021年3期
張勇 秦小龍 李禾香 劉相翌 路一平
(北京石油機(jī)械有限公司)
0 引 言
通常石油天然氣鉆井用井下鉆具(工具或儀器等)的連接螺紋采用涂高強(qiáng)度粘結(jié)膠并旋緊至指定扭矩范圍的方法,以保證螺紋連接強(qiáng)度,防止脫扣和螺紋失效等事故的發(fā)生。但以此造成大量的工具或儀器在拆檢維修時(shí),由于高強(qiáng)度膠的粘結(jié)作用,螺紋拆卸較為困難,需要預(yù)先破壞高強(qiáng)度膠的粘結(jié)性能,進(jìn)而結(jié)合大扭矩液壓拆卸設(shè)備實(shí)現(xiàn)螺紋卸扣[1-2]。目前,常采用的螺紋拆卸方法有:①直接大扭矩卸扣,效率低,有時(shí)會(huì)造成零部件損傷,甚至損壞拆卸工具;②破壞性拆卸,采用鋸床鋸斷或車床車斷;③人工使用氣焊(氧氣+乙炔)加熱,再使用拆裝架卸扣。氧氣+乙炔燃燒加熱的方式,不僅加熱速度慢,且生產(chǎn)效率低。乙炔屬于易燃?xì)怏w,受熱、震動(dòng)及電火花等因素都可以引發(fā)爆炸,對(duì)儲(chǔ)存和運(yùn)輸均有特殊要求[3]。同時(shí),使用乙炔加熱有以下不足:①人工加熱時(shí)需要近距離操作,存在安全風(fēng)險(xiǎn),尾氣污染大;②屬于表面加熱工藝,受熱不均勻、心表溫差大,無法精確控制加熱溫度。為此,有必要探尋可操作性強(qiáng)、安全高效及成本低的工藝方法,以替代傳統(tǒng)的加熱或螺紋拆卸工藝。
電磁感應(yīng)加熱技術(shù)以熱效高、加熱快、節(jié)能及安全高效等諸多優(yōu)點(diǎn),在塑膠機(jī)械、原油輸送、食品機(jī)械以及醫(yī)藥化工機(jī)械等行業(yè)得到廣泛應(yīng)用[4-5],但在石油鉆采行業(yè)的應(yīng)用較少。為此,本文在現(xiàn)有電磁感應(yīng)加熱技術(shù)的基礎(chǔ)上,針對(duì)石油鉆具螺紋拆卸困難的問題,進(jìn)行定向集成化設(shè)計(jì)及工藝可行性研究,以實(shí)現(xiàn)將電磁加熱技術(shù)應(yīng)用于鉆具螺紋快速加熱除膠和拆卸的特殊工藝。
1 感應(yīng)加熱原理
圖1為電磁感應(yīng)電加熱原理圖。電磁感應(yīng)加熱技術(shù)以法拉第電磁感應(yīng)定律為基礎(chǔ),在各行業(yè)中逐步取代傳統(tǒng)的火焰加熱和紅外輻射加熱等技術(shù),其本質(zhì)是利用高頻的交變電流在通過線圈磁場(chǎng)時(shí),產(chǎn)生的渦流熱效應(yīng)對(duì)金屬工件進(jìn)行加熱。該技術(shù)一般將工頻50 Hz的交流電轉(zhuǎn)變成中頻或高頻電流,供給加熱線圈,線圈中便會(huì)產(chǎn)生高密度強(qiáng)磁束,被加熱金屬位于線圈內(nèi),磁束就會(huì)貫通整個(gè)被加熱物體,其內(nèi)部與加熱電流相反的方向便會(huì)產(chǎn)生相對(duì)應(yīng)的感應(yīng)電流。根據(jù)焦耳定律,被加熱金屬物體內(nèi)存在電阻而產(chǎn)生焦耳熱,從而使處于線圈中的金屬物體受磁場(chǎng)而自身發(fā)熱,溫度迅速上升,達(dá)到金屬加熱的目的[5-7]。
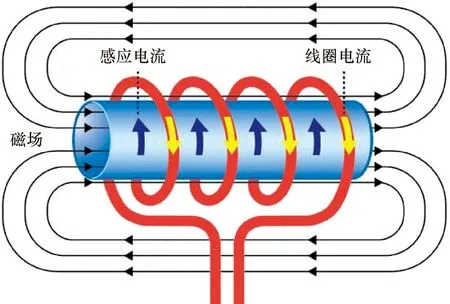
圖1 電磁感應(yīng)加熱原理圖Fig.1 Principle diagram of electromagnetic induction heating
2 工藝原理及構(gòu)成
由于石油鉆具的各零部件之間采用特殊錐螺紋連接,而鉆具和儀器型號(hào)各異,整體尺寸不等[8],且不同螺紋規(guī)格、不同壁厚的串聯(lián)組合,導(dǎo)致常規(guī)的環(huán)形加熱線圈難以滿足工況需求,從而對(duì)感應(yīng)加熱線圈的結(jié)構(gòu)及工藝參數(shù)提出了更高的要求,既要實(shí)現(xiàn)自循環(huán)冷卻、自動(dòng)溫度監(jiān)測(cè)及控制,還要滿足高度集成等智能化、自動(dòng)化的要求和目標(biāo)。為此,筆者依據(jù)上述工藝要求,結(jié)合電磁感應(yīng)加熱工藝原理進(jìn)行定向集成化設(shè)計(jì),研制出了適用于石油鉆具螺紋快速加熱除膠及拆卸工藝的一體式電磁感應(yīng)加熱設(shè)備。圖2為一體式電磁感應(yīng)設(shè)備原理框圖。
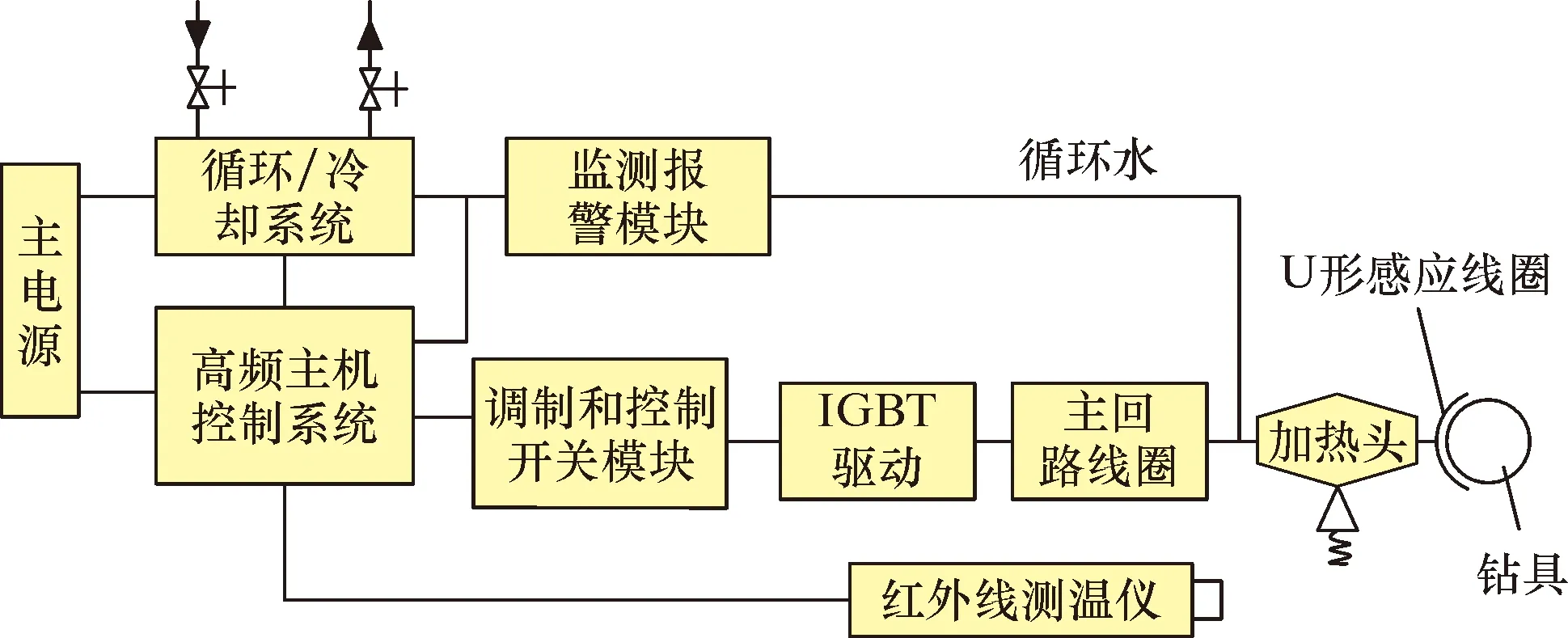
圖2 一體式電磁感應(yīng)加熱設(shè)備原理框圖Fig.2 Block diagram of the integrated electromagnetic induction heating apparatus
一體式電磁感應(yīng)加熱設(shè)備的感應(yīng)加熱系統(tǒng)主要由高頻主機(jī)控制系統(tǒng)、調(diào)制和控制開關(guān)模塊、IGBT驅(qū)動(dòng)及主回路線圈等部分組成。高頻主機(jī)控制系統(tǒng)連接主電源后,將交流電轉(zhuǎn)變成高頻電流,通過調(diào)制和控制開關(guān)模塊控制感應(yīng)加熱系統(tǒng)及感應(yīng)線圈的工作狀態(tài),IGBT驅(qū)動(dòng)模塊和主回路線圈為執(zhí)行機(jī)構(gòu),執(zhí)行加熱指令。監(jiān)測(cè)報(bào)警模塊連接循環(huán)冷卻系統(tǒng)和高頻主機(jī)控制系統(tǒng),系統(tǒng)啟動(dòng)時(shí)分別對(duì)整個(gè)循環(huán)水的溫度進(jìn)行監(jiān)測(cè)以及感應(yīng)加熱系統(tǒng)過流、過載等的監(jiān)測(cè)和報(bào)警提示。循環(huán)冷卻系統(tǒng)連接主電源和加熱頭,用于系統(tǒng)工作時(shí)建立水循環(huán),同時(shí)根據(jù)監(jiān)測(cè)報(bào)警模塊發(fā)出的水溫信號(hào),通過壓縮機(jī)對(duì)循環(huán)水進(jìn)行自動(dòng)冷卻。
加熱頭與感應(yīng)線圈連接,直接貼近鉆具執(zhí)行感應(yīng)加熱,且循環(huán)水管與循環(huán)冷卻系統(tǒng)連通,導(dǎo)流線纜連接主回路線圈。加熱頭下方安裝旋轉(zhuǎn)升降機(jī)構(gòu),用以調(diào)節(jié)加熱頭的360°旋轉(zhuǎn)及上下升降,以滿足使用過程中同工況下的工藝需求。紅外線測(cè)溫儀用于鉆具螺紋加熱過程中,對(duì)鉆具外表面溫度進(jìn)行實(shí)時(shí)監(jiān)測(cè)。設(shè)備啟動(dòng)后,鉆具表面溫度持續(xù)上升至預(yù)先設(shè)定好的指定溫度,紅外線測(cè)溫儀監(jiān)測(cè)到實(shí)時(shí)溫度后,反饋給高頻主機(jī)控制系統(tǒng)進(jìn)行自動(dòng)調(diào)整,當(dāng)實(shí)測(cè)溫度達(dá)到設(shè)定溫度時(shí),控制系統(tǒng)便自動(dòng)調(diào)節(jié)系統(tǒng)至恒溫模式,工作至設(shè)定的時(shí)間后,自動(dòng)停止。一體式電磁感應(yīng)設(shè)備樣機(jī)如圖3所示。

1—感應(yīng)線圈;2—加熱頭;3—旋轉(zhuǎn)升降機(jī)構(gòu);4—循環(huán)冷卻系統(tǒng);5—主機(jī)及控制系統(tǒng)。
3 試驗(yàn)分析
電磁感應(yīng)加熱不同于乙炔等火焰加熱,電磁感應(yīng)加熱為內(nèi)熱式加熱,其感應(yīng)電流的集膚效應(yīng)尤其適合管類零件加熱,通過電磁感應(yīng)讓被加熱工件內(nèi)部生熱,不僅熱效率高、加熱均勻,還具有節(jié)能降耗、安全智能的優(yōu)點(diǎn),并且減輕了工件表面因火焰烘烤局部過熱造成的氧化及其對(duì)材料性能的影響。傳統(tǒng)的火焰加熱采用粗放式的經(jīng)驗(yàn)控制,而電磁感應(yīng)加熱是精確的溫度控制模式。
為了驗(yàn)證一體式電磁感應(yīng)加熱設(shè)備對(duì)石油鉆具螺紋加熱的適用性及其加熱速度,選取兩種型號(hào)鉆具的部件螺紋作為試件進(jìn)行對(duì)比試驗(yàn)[9-11]。所選試件均為兩種型號(hào)鉆具的最大壁厚連接螺紋,材質(zhì)為調(diào)質(zhì)42CrMo鋼。其中:試件Ⅰ外徑172.0 mm,內(nèi)螺紋為114.3 mm,最大壁厚38.0 mm;試件Ⅱ外徑120.0 mm,內(nèi)螺紋為88.9 mm,最大壁厚30.5 mm。采用兩種規(guī)格的U形感應(yīng)線圈分別對(duì)試件進(jìn)行加熱試驗(yàn),加熱試驗(yàn)?zāi)P腿鐖D4所示。試驗(yàn)過程中,基于紅外線測(cè)溫儀進(jìn)行單點(diǎn)溫度測(cè)量,分別選取鉆具螺紋外壁線圈中心點(diǎn)對(duì)應(yīng)的A點(diǎn)、錐螺紋大端即螺紋起始端壁厚最薄的B點(diǎn)以及錐螺紋小端即螺紋末端壁厚最大的C點(diǎn),以驗(yàn)證感應(yīng)加熱與熱滲透時(shí)間和速度等性能。同時(shí),在螺紋端面通過熱成像儀采集螺紋加熱過程中的溫度分布情況。
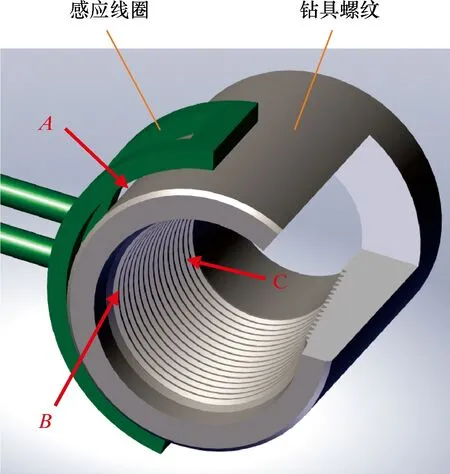
圖4 加熱試驗(yàn)?zāi)P虵ig.4 Heating test model diagram
根據(jù)上述試驗(yàn)?zāi)P图胺椒ǎ瑢?duì)兩種試件分別進(jìn)行感應(yīng)加熱試驗(yàn)。試件Ⅰ、試件Ⅱ在加熱升溫過程中,各測(cè)點(diǎn)的溫度與時(shí)間的數(shù)值曲線分別如圖5和圖6所示,而不同時(shí)間t下的溫度分布分別如圖7和圖8所示。
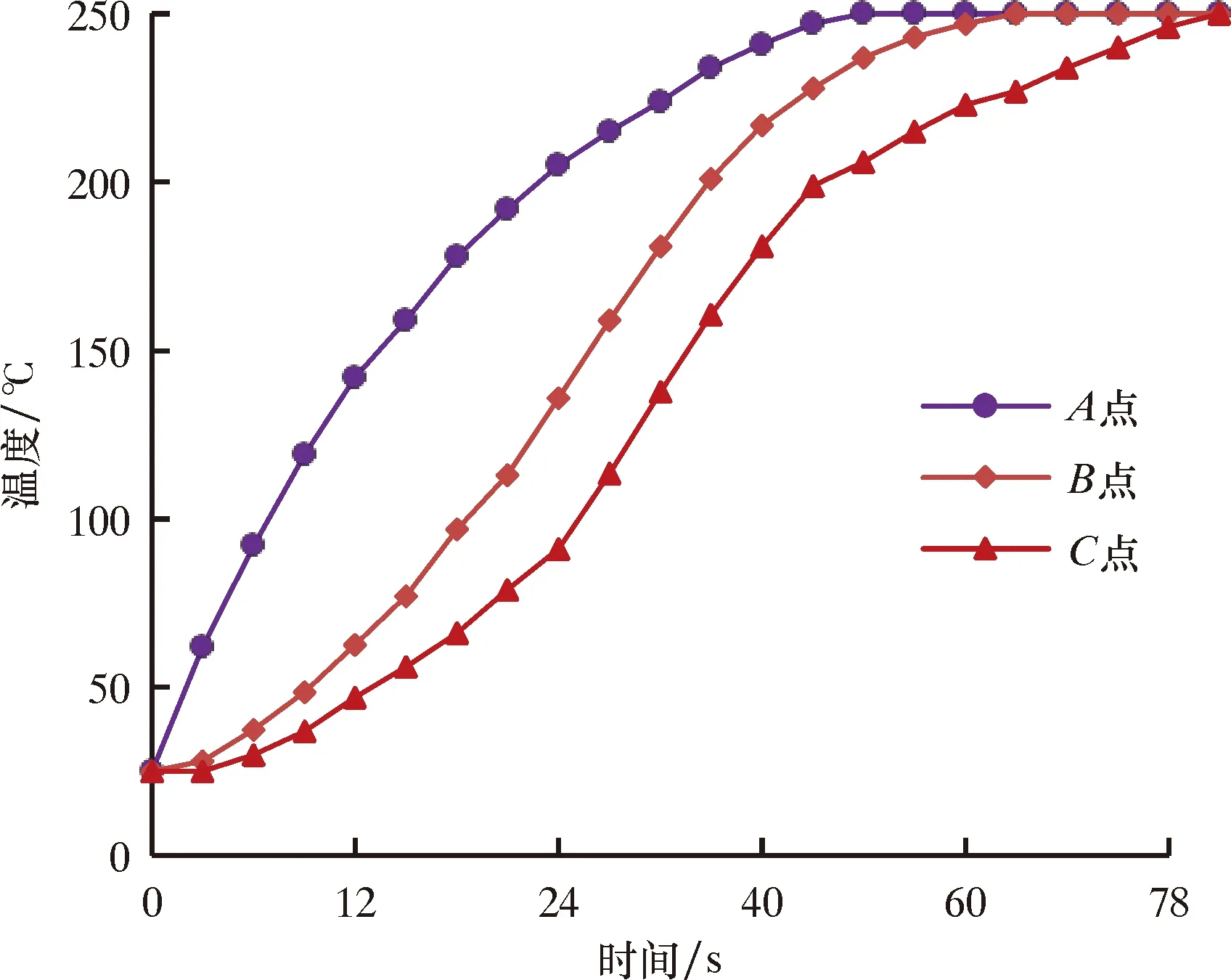
圖5 試件Ⅰ各測(cè)點(diǎn)溫度與時(shí)間的數(shù)值曲線Fig.5 Numerical curve of temperature and time at each measuring point of specimen Ⅰ
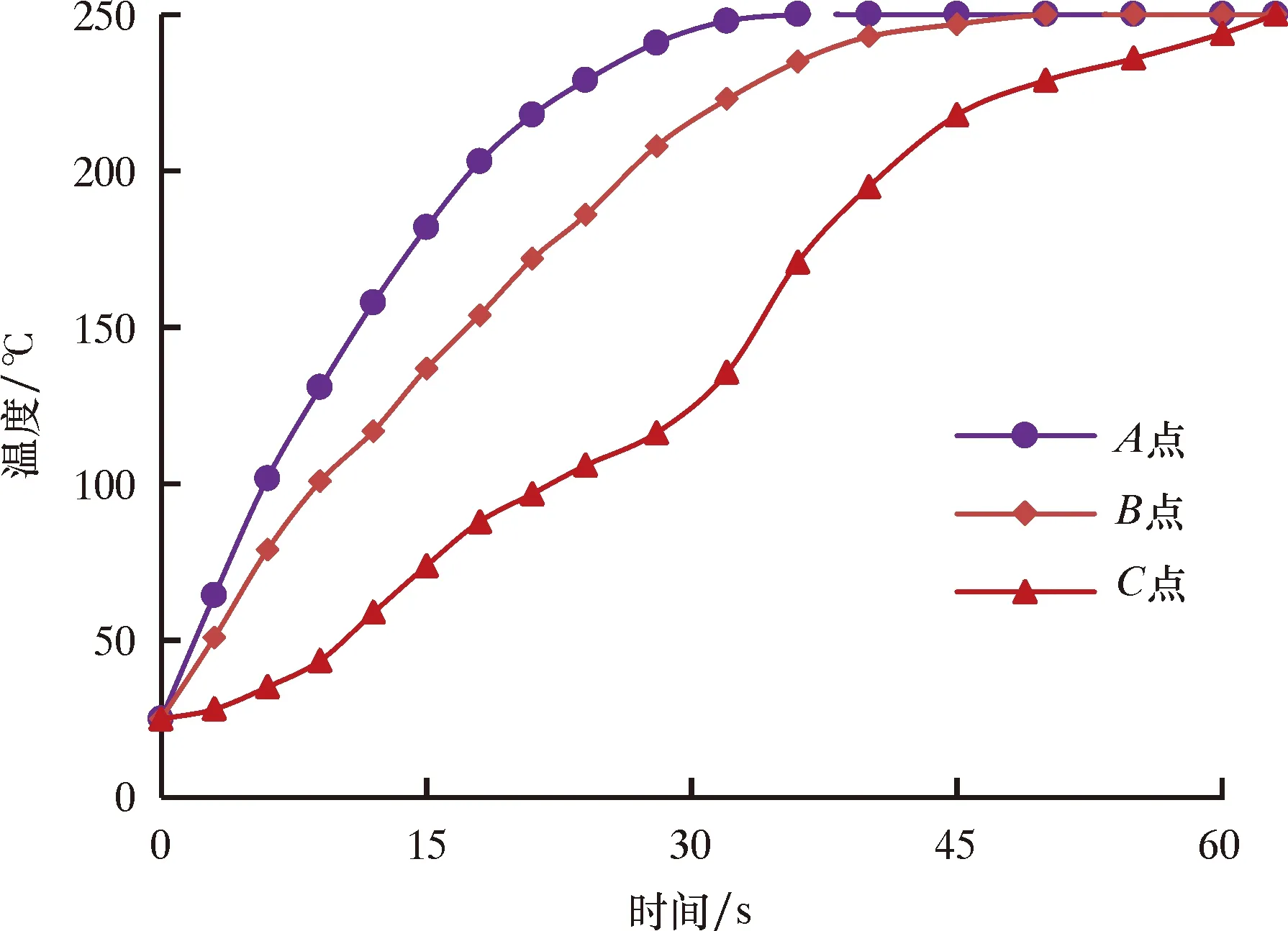
圖6 試件Ⅱ各測(cè)點(diǎn)溫度與時(shí)間的數(shù)值曲線Fig.6 Numerical curve of temperature and time at each measuring point of specimen Ⅱ
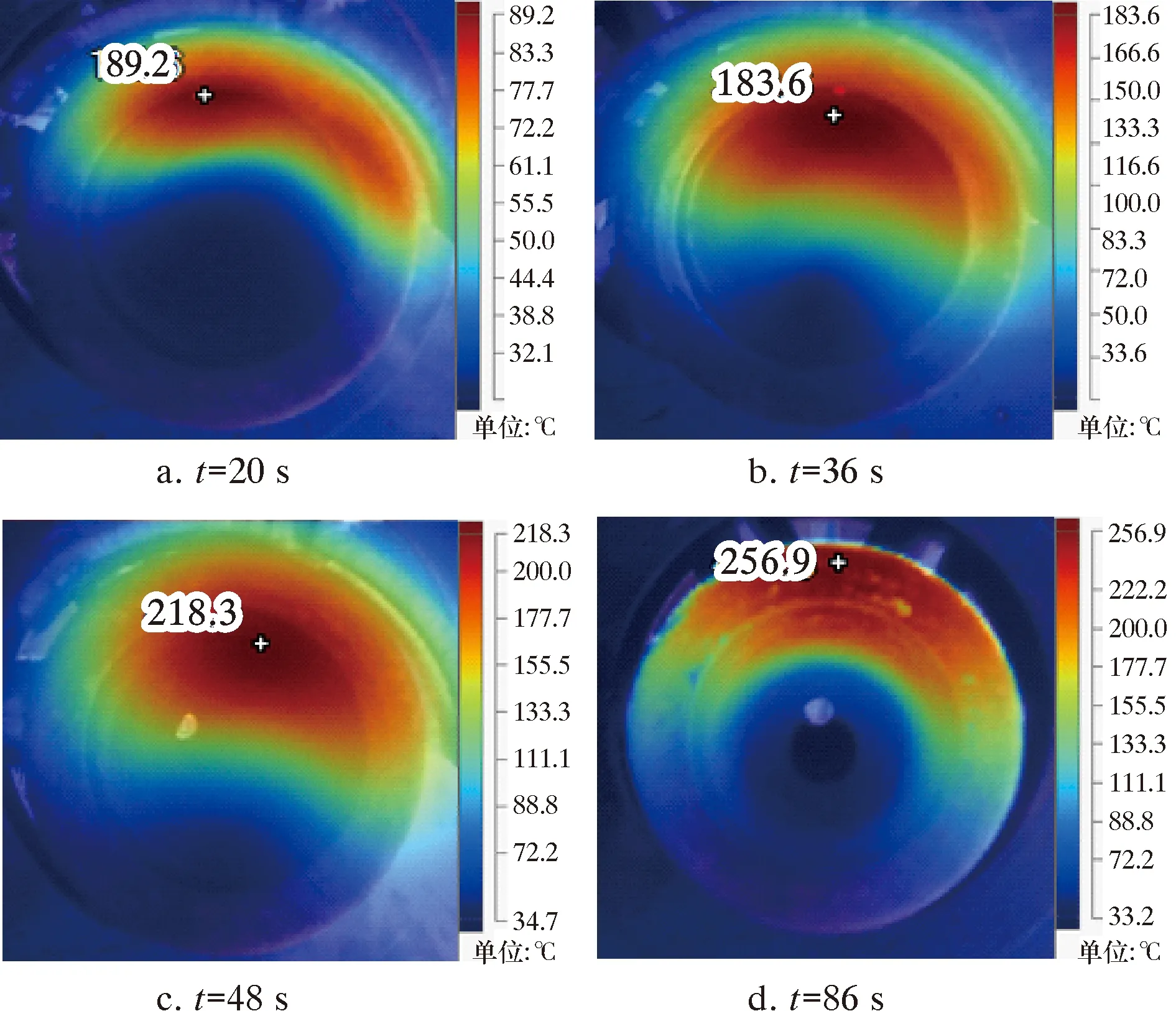
圖7 試件Ⅰ在不同時(shí)間下的溫度分布Fig.7 Temperature distribution of specimen Ⅰ at different times
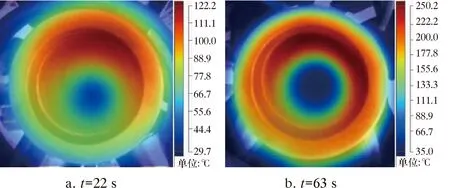
圖8 試件Ⅱ在不同時(shí)間下的溫度分布Fig.8 Temperature distribution of specimen Ⅱ at different times
通過分析,一體式電磁感應(yīng)加熱設(shè)備能夠滿足不同型號(hào)鉆具的不同規(guī)格錐螺紋的加熱需求,試驗(yàn)最大加熱滲透壁厚達(dá)到38.0 mm;且在同類材料條件下,加熱時(shí)間、速度主要與壁厚、外徑及線圈貼合間隙有關(guān),壁厚和外徑越小,線圈貼合間隙越小,加熱速度越快,時(shí)間越短,熱滲透及擴(kuò)散越均勻。
4 現(xiàn)場(chǎng)應(yīng)用及效果評(píng)價(jià)
4.1 應(yīng)用實(shí)例
對(duì)鉆具螺紋加熱時(shí),調(diào)整設(shè)備加熱頭至感應(yīng)線圈,盡可能使線圈貼近鉆具外表面,通常貼合間隙小于5 mm最佳。開啟電源總閘,設(shè)置加熱溫度,啟動(dòng)設(shè)備。打開水泵循環(huán)系統(tǒng),自動(dòng)延時(shí)后,開啟壓縮機(jī)自動(dòng)冷卻系統(tǒng);水循環(huán)和冷卻系統(tǒng)正常開啟后,即可開始加熱。當(dāng)紅外線監(jiān)測(cè)到溫度上升至設(shè)定溫度后,保持設(shè)定的最高溫度,按時(shí)間繼電器設(shè)定的加熱時(shí)間自動(dòng)停止加熱,防止過度加熱,破壞鉆具零件性能,同時(shí)也可避免設(shè)備過載,延長(zhǎng)使用壽命,降低故障率。
通常一體式電磁感應(yīng)加熱設(shè)備與液壓拆裝設(shè)備配合應(yīng)用,當(dāng)螺紋經(jīng)過預(yù)定溫度加熱,破壞高強(qiáng)度膠的粘結(jié)性能后,進(jìn)而結(jié)合液壓拆卸設(shè)備施加扭矩實(shí)現(xiàn)螺紋的卸扣。圖9為?172.0 mm螺桿鉆具拆檢圖。圖9a為加熱拆卸鉆具定子下接頭,圖9b為加熱拆卸萬向軸接頭,而圖9c為采用特制的L型環(huán)形線圈加熱鉆具定子內(nèi)部的防掉鎖帽。一體式電磁感應(yīng)加熱設(shè)備實(shí)現(xiàn)了鉆具或井下儀器的全部粘膠螺紋加熱,實(shí)現(xiàn)了除膠及快速拆卸,滿足了不同規(guī)格及不同壁厚的螺紋加熱工藝需求,尺寸適用范圍為10~205 mm。
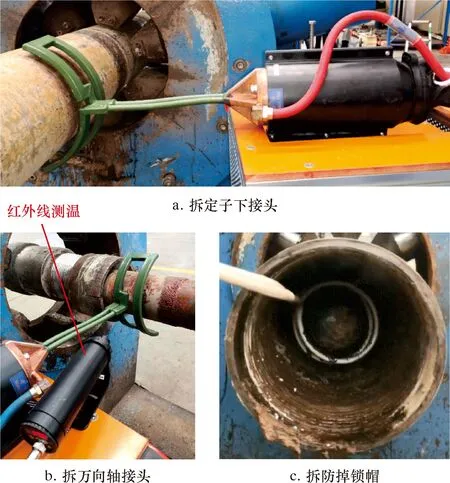
圖9 螺桿鉆具折檢圖Fig.9 Disassembling and inspection diagram of PDM tool
4.2 除膠效果評(píng)價(jià)
由于粘結(jié)螺紋采用高強(qiáng)度厭氧膠,在凝結(jié)后成固態(tài)粘附在螺紋表面和螺紋配合間隙內(nèi),通常需要在超過180 ℃的高溫條件下方可失效。采用氧氣+乙炔加熱的方式透熱速度慢,且溫度不均勻,膠的性能破壞不徹底,即使拆卸后,螺紋表面及螺紋底部仍粘附有殘余膠塊,需要進(jìn)一步通過化學(xué)腐蝕并加人工清理。采用一體式電磁感應(yīng)加熱設(shè)備加熱后,透熱均勻,顯著改善了除膠效果,以預(yù)設(shè)溫度250 ℃加熱螺紋,固態(tài)凝結(jié)膠徹底失效成灰白粉末狀,拆卸后僅需鋼刷簡(jiǎn)單清理即可。
5 結(jié) 論
(1)基于電磁感應(yīng)加熱的現(xiàn)有工業(yè)技術(shù),研制出了適用于鉆具螺紋加熱特殊工藝的一體式電磁感應(yīng)加熱設(shè)備;通過試驗(yàn)對(duì)比及實(shí)際應(yīng)用,驗(yàn)證并實(shí)現(xiàn)了不同規(guī)格及壁厚的螺紋加熱快速除膠拆卸。設(shè)備的最大加熱滲透壁厚達(dá)到38.0 mm,且壁厚和外徑越小,線圈貼合間隙越小,加熱速度越快,時(shí)間越短,熱滲透及擴(kuò)散越均勻。
(2)該工藝及設(shè)備作為一種安全節(jié)能、高效智能的革新性工藝方法,具有加熱速度快,熱滲透性好,安全性、適用性及自動(dòng)化程度較高等特點(diǎn);平均加熱時(shí)間少于1.5 min,且除膠效果顯著,能夠大幅提高工作效率,降低成本。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
消費(fèi)者報(bào)道(2014年7期)2014-07-31 11:23:57