板坯連鑄中碳鋼50Mn2V的生產實踐
2021-03-23 00:50:44吾塔
新疆鋼鐵 2021年4期
吾 塔
(新疆八一鋼鐵股份有限公司制造管理部)
概況
50Mn2V是一種中碳合金工具鋼,通常采用轉爐-LF精煉-模鑄-初軋開坯-熱軋工藝模式生產。但模鑄鋼錠在開坯時切頭切位的損耗大,導致軋制過程成材率低,生產成本高。隨著連鑄技術的發展,板坯連鑄技術作為最經濟、高效的模式被推廣應用。生產實踐表明,板坯連鑄生產中存在鑄坯中心偏析嚴重、板坯內裂和角裂、鋼材偏析帶中大顆粒夾雜富集,甚至出現在連鑄過程中鑄坯翹曲、斷坯等質量問題。因此,板坯連鑄生產中碳合金鋼的質量控制是難點。
八鋼二煉鋼板坯連鑄自投產以來,不斷提升工藝技術,最大拉速可以達到1.6m/s,已成功開發了高建鋼、橋梁鋼、管線鋼、高強度汽車大梁鋼、耐候鋼、低碳冷軋基板等20多個鋼種。結合現場工藝狀況,通過對板坯連鑄生產中碳合金工具鋼50Mn2V技術難點分析,確定了生產過程的工藝控制措施,生產的50Mn2V質量達到要求。
1 50Mn2V的生產流程及成分設計
1.1 50Mn2V生產工藝裝備及生產流程
八鋼二煉鋼有KR法鐵水脫硫預處理系統2套,120噸頂底復吹轉爐3座以及配套的LF精煉爐2座,雙工位RH-OB真空循環脫氣爐1臺,板坯連鑄機4臺,連鑄板坯寬度為900~1600mm,厚度220mm和250mm。連鑄機具備保護澆鑄、漏鋼預報、連鑄二冷段氣霧冷卻、動態輕壓下等功能。
板坯生產的工藝路徑為鐵水脫硫預處理、轉爐冶煉、LF精煉處理、RH真空精煉處理、板坯連鑄、軋制。
1.2 成分設計
采用碳、錳、釩強化的成分設計方案,為提高材質淬透性、淬硬性添加一量的鉻,根據寶鋼股份企業標準BZJ309,結合用戶需求設計的50Mn2V成分要求見表1。

表1 50Mn2V化學成分要求 %
2 50Mn2V生產過程難點
與低合金結構鋼、大梁鋼、低碳冷軋基料相比,50Mn2V的生產難點主要體現在如下幾個方面。
(1)高的純凈度要求。50Mn2V板坯軋制成鋼卷后用戶制造成金剛石鋸片,主要用途是用來切割混凝度、石材、陶瓷等,要求鋼材具備高強度,耐熱、耐沖擊、耐疲勞等特性,還要求鋼材熱膨脹系數小。因此,對鋼的純凈度要求極高。
(2)鋼材低的帶狀組織要求。軋后鋼材的帶狀組織主要是由鋼坯的中心偏析導致,要降低鋼材的帶狀組織級別最有效的措施是降低板坯的中心偏析,而碳、磷是最易引起鑄坯偏析的元素。50Mn2V 由于碳含量高,控制板坯中心偏析的難度增大,選分結晶嚴重,連坯凝固過程中由于柱狀晶加重,板坯中心造成正偏析。同時由于柱狀晶充分生長造成中心搭橋,導致鑄坯疏松、夾雜物聚集長大。降低中心偏析采用板坯動態輕壓下裝備對于50Mn2V 鋼并不實用。
(3)板坯裂紋的控制。碳偏析容易導致鑄坯局部碳含量高,50Mn2V 碳含量高,鑄坯強度高,內應力大,導熱性能較差,鑄坯的奧氏體晶界易產生網狀滲碳體,鑄坯在冷卻過程中容易發生裂紋。斷坯基體的SEM檢測顯示在其內部存在微裂紋、縮孔等缺陷。
(4)連鑄板坯產生斷裂。板坯連鑄過程極容易出現板坯斷裂,板坯斷裂在扇形段內或者在板坯切割后吊運過程中出現。因此,鋼水過熱度和拉速控制是生產該鋼的最大難點。
3 生產過程的控制分析
3.1 成分控制
(1)生產過程鋼水中硫含量的控制。鐵水硫0.045%~0.085%,碳約為4.3%,磷為0.08%~0.09%,鐵水經過KR法脫硫預處理,鐵水硫含量不大于0.002%。轉爐出鋼硫含量不大于0.008%經LF和RH精煉精煉處理,熔煉成品硫含量不大于0.005%。
(2) 生產過程鋼水中磷含量的去除及控制。由于磷元素對高碳鋼的危害極大,主要表現在鋼中碳含量高,再加上高的磷含量的雙重影響使連鑄板坯的中心偏析加重,偏析帶內夾雜物聚集,軋后鋼板帶狀組織加重,甚至出現裂紋、分層等缺陷。因此,要求轉爐出鋼磷含量不大于0.012%,成品磷含量不大于0.015%。
(3) 生產過程鋼水中碳含量的去除及控制。由于該鋼的磷含量控制要求為不大于0.015%,考慮到轉爐出鋼合金增磷、LF還原增磷。因此確定轉爐出鋼磷含量較低,轉爐出鋼留碳增加了難度,轉爐出鋼碳含量不大于0.10%~0.15%,要達到成品目標要求,必須在轉爐出鋼過程增碳,根據氬站鋼包鋼水碳含量再進一步加增碳劑調整,在增碳過程中鋼包底吹氬強攪拌,氬氣壓力不小于1.5MPa,LF初煉時鋼水碳含量控制在0.045%~0.048%,為LF精煉過程電極增碳留有空間。生產過程LF增碳不大于0.03%。生產過程鋼中的碳含量變化見圖1。RH真空處理有效去除了鋼中氫含量,終點溫度的精確控制為連鑄恒拉速生產創造了有利條件。
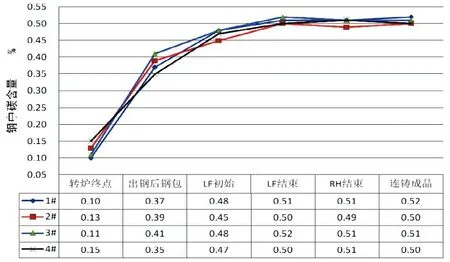
圖1 煉鋼生產過程鋼中碳含量的控制
(4)鋼中氫含量的控制。在鋼凝固后由于鋼中的氫的聚集將使鋼中的氫分壓越來越大,容易導致鋼材氫致裂紋和白點,該缺陷擴大將在連鑄過程導致板坯出現裂紋,甚至出現斷坯現象。氫致裂紋、白點引起鋼材的強度、斷面收縮率和斷后伸長率降低[1]。因此,在生產50Mn2V過程中必須經過真空處理脫氫。采用RH脫氫效果見圖2,RH處理后的鋼水氫含量不大于1.5×10-6,可有效防止板坯裂紋及斷坯現象發生。
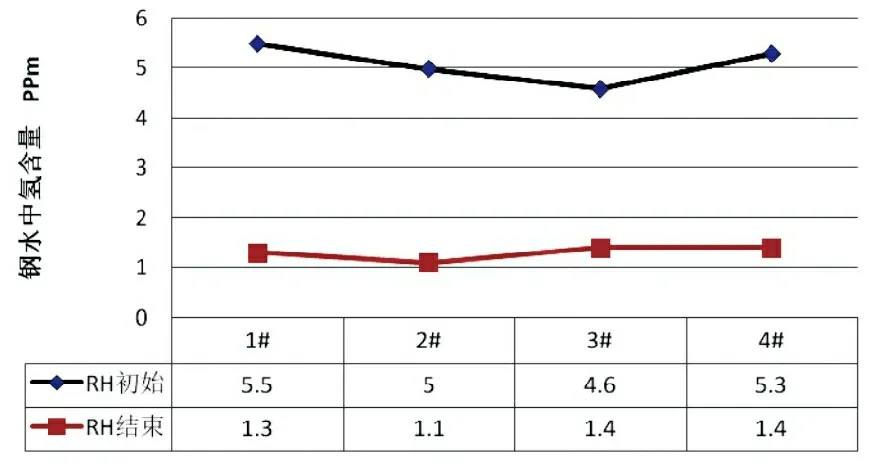
圖2 鋼水中氫含量的變化
鋼中的錳、硅、鋁、釩、鉻元素的含量控制精度高、波動小,為軋后鋼材性能的穩定性創造了條件,成品含量見表2。
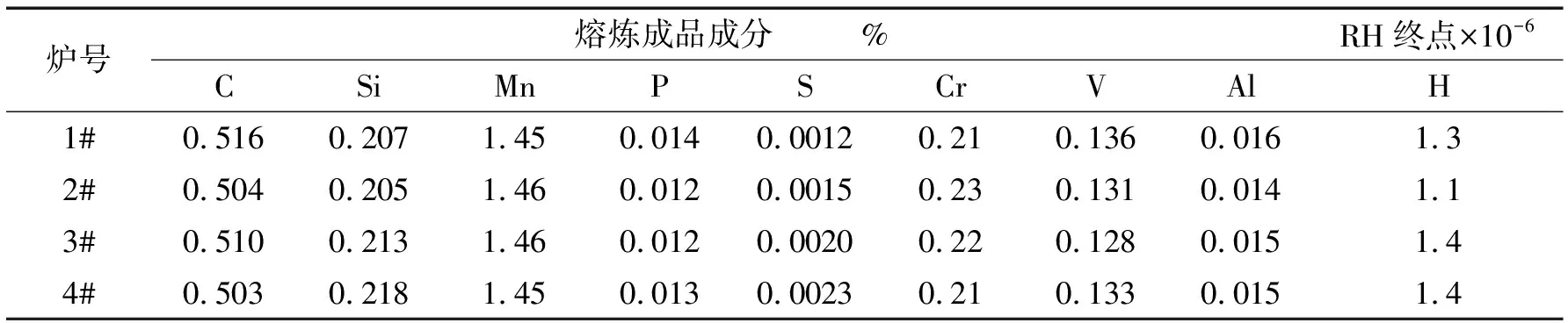
表2 50Mn2V熔煉成品成分含量
3.2 板坯偏析及裂紋的控制
板坯的中心偏析容易導致板坯局部碳、錳含量高,中高碳鋼凝固過程在結晶器中生成初生坯殼,經過扇形段二次冷卻,鑄坯中心經過選分結晶導致局部碳、錳含量高,晶界處容易產生滲碳體,導致連鑄坯韌性降低,容易產生裂紋。通過熔煉成品成分的精準控制,精確計算出該成分組合的液相線溫度為1480℃,連鑄鋼水的過熱度控制在14~21℃,鑄坯寬度110mm,厚度220mm,連鑄過程禁止使用輕壓下,連鑄板坯拉速控制在0.85~1.2m/min,連鑄過程拉速恒定在0.90m/min,連鑄結晶器液面波動控制在±4mm。連鑄過程鋼水溫度變化見圖3。
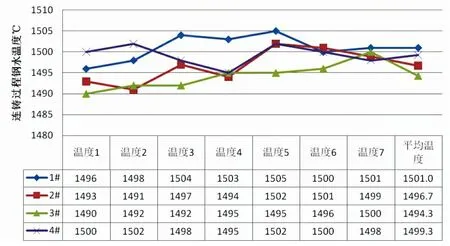
圖3 連鑄過程鋼水溫度的變化
二次冷卻采用弱冷。 根據板坯寬度、鋼水溫度、設定拉速和二次冷卻強度,矯直溫度。高碳鋼的凝固特性與中低碳鋼存在著顯著的區別[2],當板坯的矯直溫度在900℃以上,可有效避免板坯裂紋的產生。板坯翹曲等大變形缺陷消除,表面質量、角部質量得到提升,滿足熱裝軋制要求。連鑄出尾坯時,當尾坯拉出結晶器,立即提高拉速至1.1~1.2 m/min ,有效防止了尾坯裂紋的出現。為防止連鑄坯冷卻過快出現斷坯事故,連鑄坯產出必須熱送至熱軋廠,板坯進行了熱裝軋制,入爐溫度大于750℃。
板坯的中心偏析酸洗低倍檢測,連鑄開澆鑄第一爐1.5級別,其它三爐分別為1.3級、1.3級、1級(評級標準采用德國曼內斯曼標準)。
3.3 鋼水純凈度控制
鋼中的大顆粒夾雜嚴重影響鋼的韌性。50Mn2V鋼生產中,首先保證充分脫磷的前提下,轉爐出鋼碳含量控制在0.10%~0.15%,轉爐出鋼加入電石基的復合脫氧劑,降低脫氧鋁的使用量,減少夾雜物的生成量,出鋼結束鋼包中加入Al2O3和活性石灰為主的鋼包頂渣改質劑,金屬Al大于20%,對鋼包頂渣脫氧改質,經LF、RH精煉處理后,連鑄進行保護澆鑄,連鑄過程鋁損不大于0.003%。鋼材取樣檢測非金屬夾雜物小于1級(細系)。
4 結語
生產50Mn2V工藝控制措施:(1)通過對LF成分和RH終點溫度的精確控制,為連鑄的恒拉速生產創造了條件;(2)通過降低硫磷等元素含量,恒拉速、低過熱度連鑄,有效降低了板坯的中心偏析級別,偏析最大值控制在1.5級;(3)通過鋼水RH處理脫氫,提高板坯矯直溫度,下輥道板坯立即采取緩冷措施避免了板坯裂紋的產生。
通過對板坯連鑄生產50Mn2V工藝控制,為板坯熱裝軋制創造了條件,軋后鋼材表面、內部質量以及各項性能滿足標準用戶使用要求,實現了批量生產。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
建筑材料學報(2014年3期)2014-03-11 17:08:02