大規(guī)格電鐓側(cè)模輔助成形方法及裝置研究
2021-03-24 01:52:46陳文彬蔣立鶴權(quán)國政王方旋
鍛壓裝備與制造技術(shù) 2021年1期
關(guān)鍵詞:工藝
陳文彬,蔣立鶴,權(quán)國政,王方旋
(1.南京中遠(yuǎn)海運(yùn)船舶設(shè)備配件有限公司,江蘇 南京211121;2.重慶大學(xué) 材料科學(xué)與工程學(xué)院 機(jī)械傳動(dòng)國家重點(diǎn)實(shí)驗(yàn)室,重慶400044)
電鐓工藝是利用細(xì)長(zhǎng)桿狀坯料的自身電阻,通過施加電流和軸向壓力實(shí)現(xiàn)局部連續(xù)鐓粗變形的聚料成形技術(shù),具有加熱效率高、鐓粗比超大、變形載荷小等優(yōu)勢(shì),廣泛應(yīng)用于氣閥、齒輪軸、拉桿等具有形狀為長(zhǎng)桿、局部超大變截面雙重特點(diǎn)的零件。
電鐓成形過程是涉及電—熱—力及內(nèi)部組織演變等多個(gè)場(chǎng)量的復(fù)雜過程。影響制件質(zhì)量的因素有材料特性、工況條件等眾多參數(shù),在實(shí)際生產(chǎn)過程中不僅會(huì)出現(xiàn)波浪紋、折疊、歪斜、裂紋等宏觀質(zhì)量缺陷,而且會(huì)產(chǎn)生晶粒粗大等微觀質(zhì)量缺陷[1-4]。隨著桿料直徑的不斷增大,蒜頭直徑也越來越大,進(jìn)而帶來由于散熱差異而引起的波浪紋缺陷和晶粒粗化現(xiàn)象越來越明顯,且在實(shí)際生產(chǎn)過程中這些缺陷很難通過加載電流、預(yù)熱時(shí)間、加載力等基本工藝參數(shù)控制。因此,設(shè)計(jì)一種針對(duì)大規(guī)格電鐓件的能夠同時(shí)實(shí)現(xiàn)控形和控性的新的電鐓成形方法很有必要。
1 傳統(tǒng)電鐓工藝原理
圖1 展示了傳統(tǒng)的電鐓工藝原理示意圖,傳統(tǒng)電鐓工藝是通過在電極上加載可變直流電,利用桿料自身電阻通過電極和桿料形成的閉合回路迅速將被加持部分的桿料加熱至熱塑性變形溫度以上,同時(shí)在桿料的冷端施加一定的鐓粗力使桿料持續(xù)進(jìn)入加熱區(qū)實(shí)現(xiàn)連續(xù)聚料[5-9]。
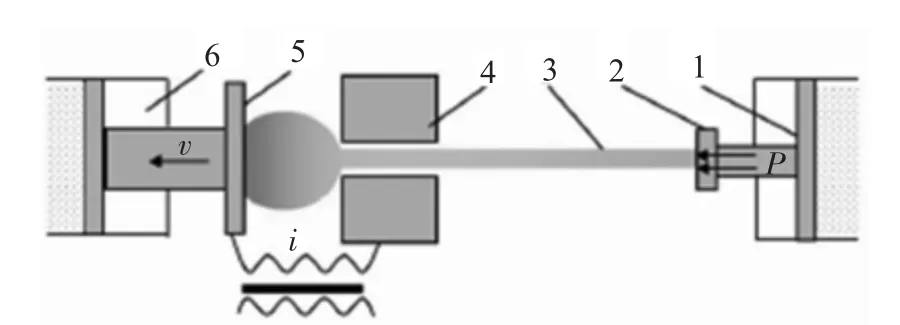
圖1 傳統(tǒng)電鐓工藝原理示意圖
2 電鐓側(cè)模輔助成形方法
大規(guī)格電鐓件由于鐓粗直徑很大,會(huì)影響桿料溫度場(chǎng)與外界環(huán)境的熱量交換,導(dǎo)致的變形部位內(nèi)部與外部溫差較大造成晶粒粗化,并且會(huì)由于復(fù)雜的工藝參數(shù)變化引起波浪和歪斜等宏觀形狀缺陷。這些形狀缺陷會(huì)在鍛造時(shí)造成折疊和失穩(wěn),加之晶粒粗化嚴(yán)重影響氣閥件的性能。因此,基于已有的傳統(tǒng)電鐓工藝方法和設(shè)備,設(shè)計(jì)一種適用于大規(guī)格電鐓的側(cè)模輔助成型方法,既能控制宏觀性狀又能使晶粒勻細(xì)化,且具有很高的實(shí)用性。
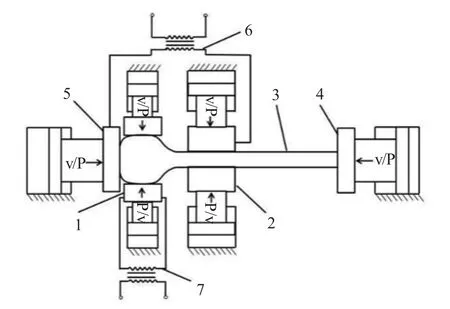
圖2 電鐓側(cè)模輔助成形工藝原理圖
大規(guī)格電鐓側(cè)模輔助成型方法是在傳統(tǒng)電鐓工藝基礎(chǔ)上通過添加可移動(dòng)的多瓣式環(huán)狀輔助側(cè)模實(shí)現(xiàn)電鐓件的宏觀性狀和微觀晶粒的同時(shí)調(diào)控。具體的工作原理圖如圖2 所示。在電流的作用下,夾持電極與砧子電極之間的桿料同砧子和夾持電極形成閉合的回路,桿料利用自阻迅速升溫至塑性變形溫度以上,由于鐓粗缸的進(jìn)給速度和砧子缸的后退速度存在一定的速度差,桿料的高溫部位產(chǎn)生鐓粗變形形成蒜頭形狀,當(dāng)蒜頭的直徑逐漸增大到穩(wěn)定階段且晶粒粗化速度大于閾值時(shí),預(yù)熱到指定溫度的側(cè)模開始徑向移動(dòng)并加持在蒜頭表面。其中穩(wěn)定階段是指蒜頭直徑約大于等于兩倍的桿料直徑時(shí),此值是根據(jù)多年的生產(chǎn)經(jīng)驗(yàn)所得的經(jīng)驗(yàn)值。晶粒粗化速度是事先通過有限元模擬得到的單位時(shí)間內(nèi)晶粒的長(zhǎng)大尺寸。
在隨后的電鐓過程中,側(cè)模保持恒定的溫度與蒜頭表面接觸,一方面,側(cè)模可以通過接觸傳熱向蒜頭補(bǔ)充熱量,使蒜頭部位溫度場(chǎng)均勻,避免蒜頭心部溫度過高導(dǎo)致晶粒粗化;另一方面,側(cè)模通過對(duì)蒜頭施加壓力引發(fā)蒜頭發(fā)生動(dòng)態(tài)再結(jié)晶產(chǎn)生晶粒細(xì)化,并且蒜頭的外觀形狀也由于輔助側(cè)模的束縛而得到改善,進(jìn)而實(shí)現(xiàn)形狀和晶粒的雙重調(diào)控。
3 電鐓側(cè)模輔助成形裝置
電鐓側(cè)模輔助成形的裝置主要是在設(shè)備基礎(chǔ)上增添一組多瓣式環(huán)狀輔助側(cè)模。側(cè)模由多個(gè)等距離環(huán)狀分布的夾持塊和支架構(gòu)成,每個(gè)夾持塊通過供壓伸縮機(jī)構(gòu)連接在相應(yīng)的支架上,供壓伸縮機(jī)構(gòu)確保各個(gè)夾持塊能夠在徑向?qū)崿F(xiàn)移動(dòng)。為了實(shí)現(xiàn)夾持塊的自主加熱,所有的夾持塊均采用導(dǎo)電材料制成,可以通過加熱線圈進(jìn)行電加熱。同時(shí)為了保證夾持塊不影響砧子—夾持電極—桿料形成的閉合回路,夾持塊的內(nèi)表面涂覆有絕緣材料層。夾持塊的內(nèi)表面形狀輪廓可以為大弧度凹面,凹弧面的內(nèi)表面與蒜頭外表面接觸更加均勻,補(bǔ)熱更加充分,更能降低硬化現(xiàn)象,夾持塊內(nèi)表面還可以根據(jù)蒜頭表面形狀進(jìn)行設(shè)置確保蒜頭形狀的圓滑飽滿。
多瓣式環(huán)狀輔助側(cè)模一般由四個(gè)夾持塊組成,并且可以根據(jù)實(shí)際情況調(diào)整夾持塊數(shù)量。多瓣式環(huán)狀輔助側(cè)模的結(jié)構(gòu)示意圖如圖3 所示。上述多瓣式環(huán)狀輔助側(cè)模固定在砧子電極基座上,在電鐓過程中始終與砧子電極以相同的后退速度軸向移動(dòng)。側(cè)模基座就是砧子電極的基座,各個(gè)夾持塊通過支架環(huán)繞分布在砧子電極四周,支架上的液壓機(jī)控制夾持塊的徑向移動(dòng)。多瓣式環(huán)狀輔助側(cè)模與砧子電極基座的結(jié)合,大大降低了結(jié)構(gòu)復(fù)雜性和設(shè)備改造成本。
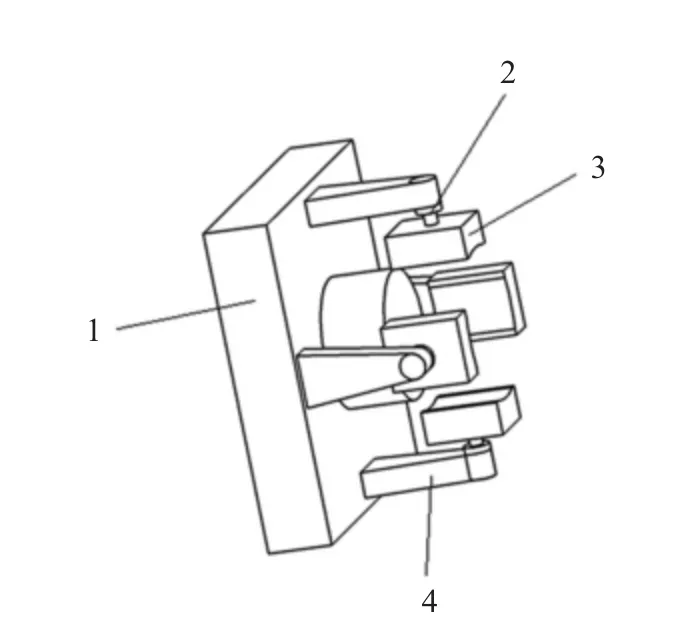
圖3 多瓣式環(huán)狀輔助側(cè)模的立體結(jié)構(gòu)示意圖
4 電鐓側(cè)模輔助成形有限元模擬
為對(duì)比電鐓側(cè)模輔助成形方法與傳統(tǒng)電鐓工藝方法成形效果,以直徑為57mm、長(zhǎng)度為800mm 的Nimonic 80A 超合金桿坯為例分別建立了兩種有限元的分析模型,具體建模過程參照權(quán)國政教授之前的研究[10]。電鐓側(cè)模輔助成型模型的建立與傳統(tǒng)電鐓模型的區(qū)別是在原有模型的基礎(chǔ)上增加一組可以徑向移動(dòng)和軸向移動(dòng)的側(cè)模,側(cè)模溫度和下壓量根據(jù)實(shí)際情況進(jìn)行設(shè)置。
在模擬過程中,鐓粗總行程為529mm,電鐓裝置的最大鐓粗力為529kN,除側(cè)模溫度、側(cè)模下壓量參數(shù)外,兩種工藝的工藝參數(shù)保持一致。在側(cè)模溫度為800℃,側(cè)模下壓量為42mm 時(shí),對(duì)比如圖4 所示的蒜頭外形圖可以發(fā)現(xiàn),側(cè)模輔助電鐓工藝能夠明顯的避免波浪紋缺陷。且側(cè)模輔助電鐓工藝成形的蒜頭平均晶粒尺寸比傳統(tǒng)電鐓工藝減小7μm 左右。由此可見側(cè)模輔助電鐓工藝相對(duì)傳統(tǒng)電鐓能夠更好地控制外形和晶粒尺寸。
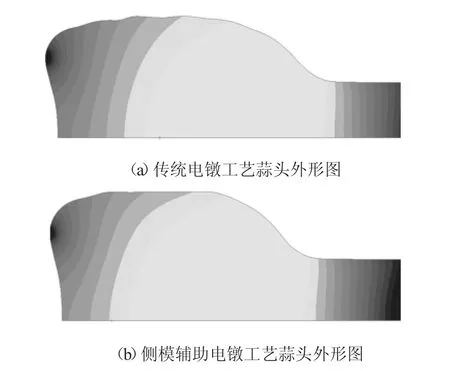
圖4 電鐓外形有限元模擬對(duì)比圖
此外,本文針對(duì)側(cè)模溫度和下壓量進(jìn)行工藝參數(shù)的規(guī)律探討。分別設(shè)置對(duì)650℃、700℃、750℃、800℃、850℃四個(gè)不同側(cè)模溫度和41mm、42mm、43mm、44mm、45mm 五個(gè)不同側(cè)模下壓量進(jìn)行研究。研究結(jié)果如圖5、圖6 所示,其中對(duì)照組為傳統(tǒng)電鐓工工藝條件下的模擬結(jié)果。
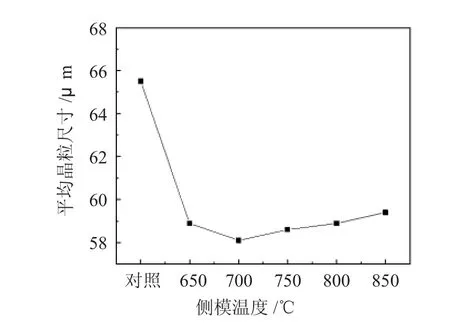
圖5 不同側(cè)模預(yù)熱溫度條件下側(cè)模輔助電鐓與傳統(tǒng)電鐓平均晶粒尺寸對(duì)比圖
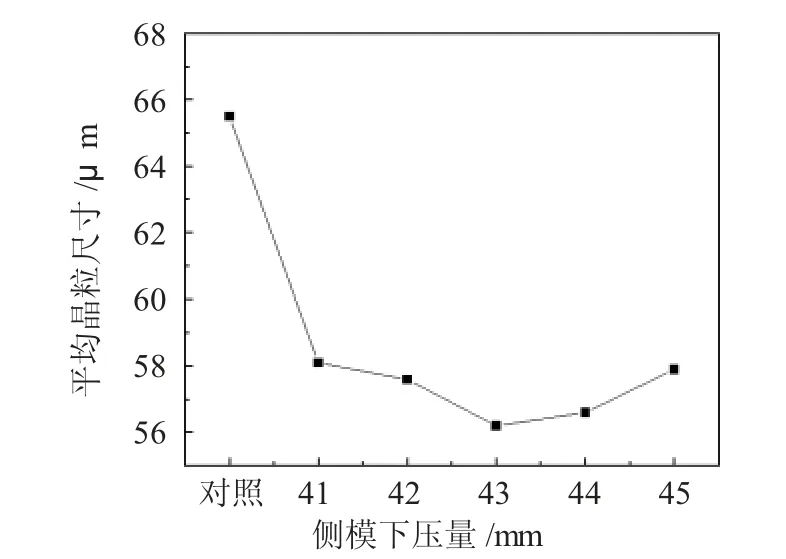
圖6 不同側(cè)模下壓量條件下側(cè)模輔助電鐓與傳統(tǒng)電鐓平均晶粒尺寸對(duì)比圖
從結(jié)果圖中可以看出,對(duì)比對(duì)照組與其他幾組數(shù)據(jù),側(cè)模輔助成型工藝在晶粒細(xì)化方面有明顯的效果。側(cè)模溫度方面,當(dāng)側(cè)模溫度太低時(shí),首先與側(cè)模接觸的部位快速硬化,影響后續(xù)蒜頭與側(cè)模的接觸,導(dǎo)致晶粒細(xì)化效果不明顯;當(dāng)溫度過高時(shí),會(huì)導(dǎo)致補(bǔ)熱過多,加速晶粒長(zhǎng)大削弱細(xì)化效果,細(xì)化效果較好的側(cè)模溫度為700℃。側(cè)模下壓量方面,當(dāng)側(cè)模下壓量較小時(shí),由于側(cè)模壓力不足導(dǎo)致細(xì)化效果不明顯,當(dāng)側(cè)模下壓量過大時(shí),會(huì)導(dǎo)致擠壓過度影響蒜頭表面形狀,且由于側(cè)模壓力作用與鐓粗力的博弈作用,細(xì)化效果不明顯,效果比較好的側(cè)模下壓量為43mm。
5 結(jié)論
大規(guī)格電鐓側(cè)模輔助成形方法是一種具有控形和控性雙重優(yōu)點(diǎn)的新方法,能夠有效地避免大規(guī)格電鐓成形時(shí)蒜頭形狀上的波浪、折疊等宏觀缺陷,且能夠起到細(xì)化晶粒的效果,提高制件的綜合性能。并且此方法裝置結(jié)構(gòu)簡(jiǎn)單,實(shí)用性強(qiáng),經(jīng)濟(jì)性高,是一種解決大規(guī)格電鐓成形困難的有效方法。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
