淺談新能源汽車電池框架總成焊接工藝的優(yōu)化
2021-03-24 01:52:32趙雪霏時景光宋愛民
鍛壓裝備與制造技術(shù) 2021年1期
趙雪霏,時景光,王 毅,宋愛民
(1.湖南元創(chuàng)機械有限公司,湖南 醴陵412200;2.雪花啤酒(嘉善)有限公司,浙江 嘉善314100;3. 江蘇傲世鍛壓科技有限公司,江蘇 揚州211400)
電池框架總成是連接車架和動力電池的核心零件,需要搭載360kg 左右動力電池荷載,保證汽車在行駛過程中受到各種沖擊、扭轉(zhuǎn)等復(fù)雜應(yīng)力的作用下,汽車核心動力部件——電池不受損。該產(chǎn)品起到重要的承載作用和連接功能,直接決定著整個車身的剛性和承受沖擊性,及電池的安全性。在產(chǎn)品設(shè)計方面,為滿足產(chǎn)品承載和沖擊性能,提升新能源純電動車輕量化、節(jié)能、提高續(xù)航里程的性能指標,電池框架主體零件選用SAPH440 高強鋼,加強零件選用B410LA、B210P1 高強鋼代替普通鋼板,來提升整車強度的同時降低車身重量的目的。電池框架產(chǎn)品特性、結(jié)構(gòu)特點和安全要求,決定其焊接生產(chǎn)工藝需要保證、質(zhì)量一致性、穩(wěn)定性。
1 焊接工藝選擇
1.1 產(chǎn)品結(jié)構(gòu)特點
如圖1 所示,該電池框架屬于框架類焊接結(jié)構(gòu)件,八支主梁是U 型沖壓件,其中車身X 軸方向的4支主梁,長度1760.6mm,而開口寬度僅有33.8mm,最窄處只有20.6mm,腹面段差達到67.2mm,導(dǎo)致產(chǎn)品在焊接后極易變形。

圖1 電池框架示意圖
1.2 產(chǎn)品尺寸精度要求高
本產(chǎn)品焊點638 個,二氧化碳保護焊道共計89處,總長2078mm。總成產(chǎn)品與電池包及車身采用2個定位銷與34 個螺紋裝配方式,且需要一次性同時裝配,產(chǎn)品輪廓度要求±0.7mm。全尺寸精度95%以上,關(guān)鍵管控尺寸精度達到100%。
1.3 焊接產(chǎn)線的規(guī)劃及節(jié)拍
為保證產(chǎn)品焊接質(zhì)量一致性,總成工位采用機械手焊接生產(chǎn)線。焊接自動焊接生產(chǎn)線,通常有兩種產(chǎn)線布置方式,一種是焊接機器人加搬運機器人組成的系統(tǒng),需要投入焊接、搬運兩種功能的機器人,設(shè)備投入成本高,產(chǎn)線占地面積大;一種是采用焊接機器人加伺服吊裝搬運系統(tǒng),該方案可投入較少的場地面積,但需要增加桁架及伺服機構(gòu),因產(chǎn)品重量達35.85kg,為達到產(chǎn)線生產(chǎn)節(jié)拍,各工站吊運機構(gòu)需要投入大扭矩高精度伺服電機驅(qū)動才能達到要求,無形中也增加了產(chǎn)線成本。
因機械手工作半徑及工作角度極限限制,對于處于工作機械手工作能力外的焊點,多采用單工位多臺機械手聯(lián)合作業(yè)或者增加作業(yè)工位來滿足的方式,如圖2 所示。

圖2 常規(guī)自動線產(chǎn)線布置示意圖
依據(jù)車型生產(chǎn)綱領(lǐng)要求(3500 臺/月),綜合考慮產(chǎn)線設(shè)備投入成本和生產(chǎn)效率,我們設(shè)計了伺服旋轉(zhuǎn)專用工裝,解決了機械手工作能力外的極限焊點的焊接問題,同時設(shè)計了搬運焊接一體化機構(gòu),使一臺機械手可以完成焊接與搬運任務(wù),不但減少了場地占用面積,也降低了產(chǎn)線投入成本,如圖3 所示,產(chǎn)線成本比較如表1 所示。
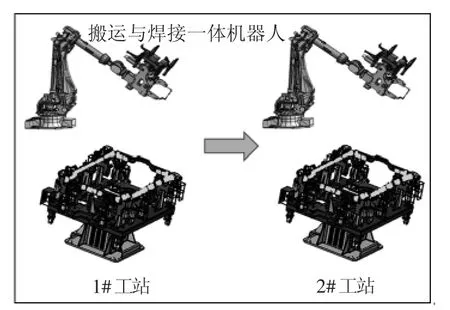
圖3 總成產(chǎn)線示意圖
2 焊接工藝難點
產(chǎn)品的結(jié)構(gòu)特點和尺寸精度要求,使得如何降低焊接變形、保證產(chǎn)品焊后的尺寸精度及焊接強度成為難點。對此,我們從焊接參數(shù)選擇、焊點次序、夾具結(jié)構(gòu)設(shè)計等幾方面進行優(yōu)化,保證產(chǎn)品符合設(shè)計要求。
2.1 采用正交試驗,合理選擇焊接參數(shù)
據(jù)上所述,本產(chǎn)品共638 個焊點,焊點強度受焊接熱影響區(qū)影響較常規(guī)產(chǎn)品大,為了保證焊接強度,在焊接參數(shù)的選擇上,我們分析了焊接電流、通電時間、加壓力、保持時間四個影響因子,設(shè)計了四因子四水平的正交試驗,對焊接條件選擇予以科學(xué)化定量驗證。
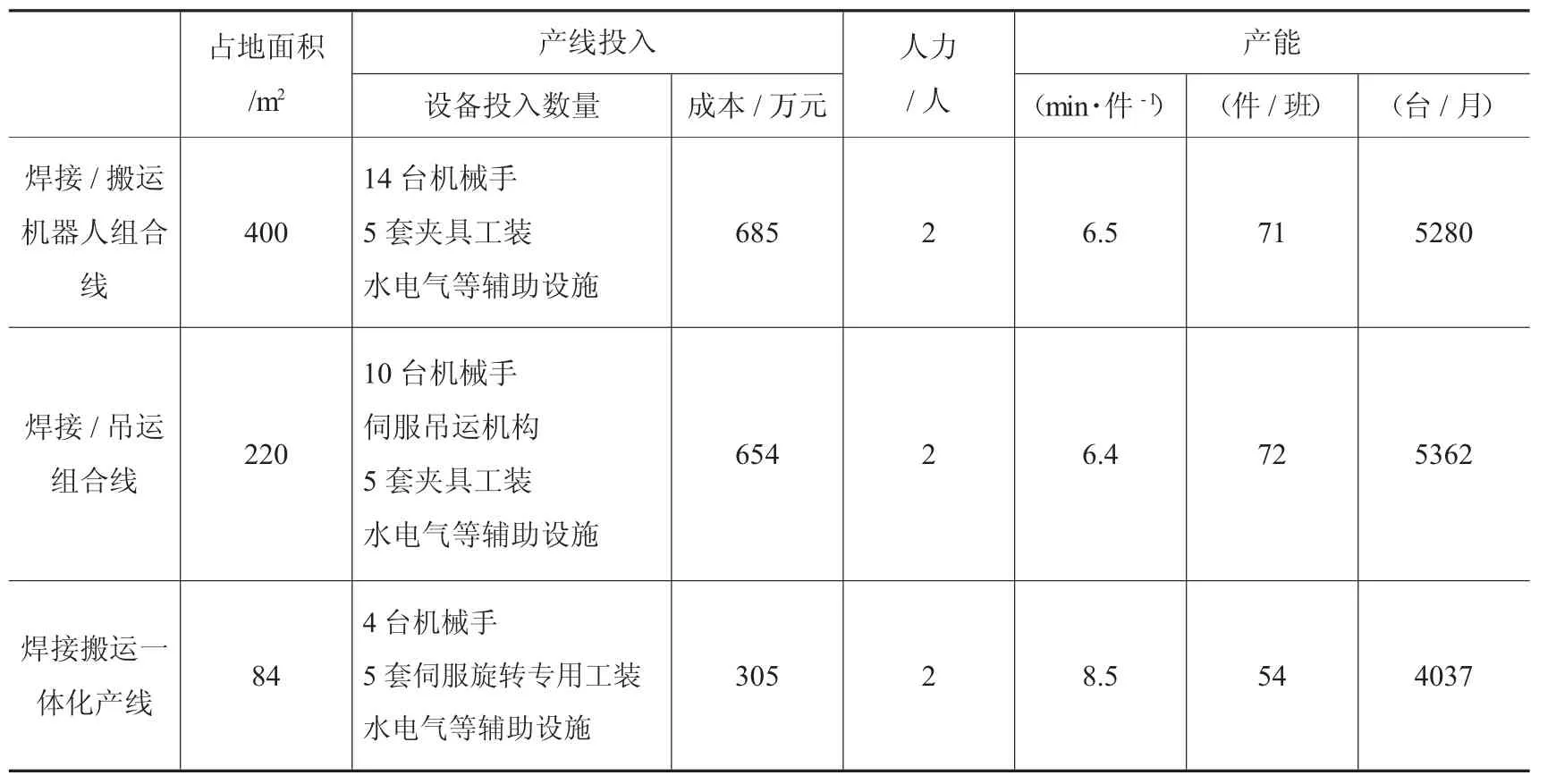
表1 各總成產(chǎn)線比較
2.2 焊點順序標準化
因產(chǎn)品的細長梁框架結(jié)構(gòu),組焊關(guān)系復(fù)雜,實際工藝驗證過程中,我們發(fā)現(xiàn),梁底面、側(cè)壁、法蘭面焊接順序變更,也會造成產(chǎn)品焊后品質(zhì)不一,為克服這一影響,我們摒棄常規(guī)的相鄰點順序焊接的方式,對焊點先后順序進行多輪驗證,選定最終焊接順序,在PLC 中編程,并在作業(yè)指導(dǎo)書中進行標準化,保證焊接產(chǎn)品尺寸精度。如圖4 所示。

圖4 焊點順序示意圖
2.3 夾具結(jié)構(gòu)
因沖壓單品精度一致性及公差累積影響,各批次間存在一定的尺寸差異,為降低過程變異,保證焊接一致性,在焊接夾具的設(shè)計上,采用增加夾持點提升夾具剛性固定,來控制焊接變形。如圖5 所示。

圖5 夾具增加剛性固定
2.4 控制焊接變形的措施
焊接過程中發(fā)出的巨大熱量及熱量不對稱,導(dǎo)致的膨脹不一致,是焊接變形產(chǎn)生的重要原因。另外,各沖壓單品零件的精度及產(chǎn)品一致性,也是產(chǎn)生焊接變形的次要因素。
依據(jù)物料熱脹冷縮的原理,結(jié)合焊接結(jié)構(gòu)件同一部位加熱產(chǎn)生的伸長量小于該部位收縮量的實際情況,為防止焊接后Y 向彎曲變形,在夾具上,我們采用4mm 的工藝墊片,再設(shè)置氣缸,反向強行下壓,消除焊接熱影響造成的變形(如圖6 所示)。同時在焊接工藝設(shè)置上,焊后將夾持松開時間延遲5s,進一步抵抗焊接變形。
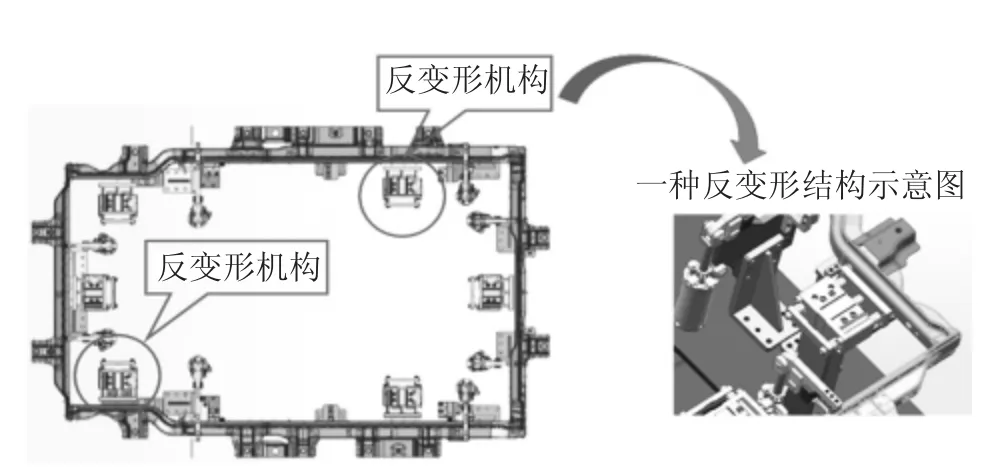
圖6 反變形示意
3 結(jié)語
綜上所述,電池框架對焊接工藝技術(shù)的要求非常嚴苛,整個工藝流程任何缺失,都會造成產(chǎn)品精度下降,進而無法完成整車電池裝配或產(chǎn)生裝配應(yīng)力造成后續(xù)電池發(fā)生安全事故的嚴重影響。通過采用自動化生產(chǎn)及在焊接工藝上采取如上措施,來降低操作人員、過程變異等,減少了過程變差,不但保證了產(chǎn)品焊接強度,也保證了質(zhì)量一致性,提升了過程能力。為復(fù)雜結(jié)構(gòu)的高精度產(chǎn)品焊接制造工藝,提供了解決思路。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
玩具(2009年10期)2009-11-04 02:33:14
