復合板爆炸焊接參數計算窗口開發★
2021-03-27 14:35:50郭靜,梁斌
山西冶金 2021年1期
郭 靜,梁 斌
(中鋼不銹鋼管業科技山西有限公司,山西 晉中 030600)
爆炸焊接理論和實踐表明,對于兩種金屬組合,要使它們成功的復合,存在一個可以實現焊接的參數范圍。爆炸焊接過程中存在3個最基本的動態參數:碰撞速度、碰撞角和碰撞點移動速度。3個動態參數在某一個恰當的范圍內變化時,爆炸焊接才能夠成功,這個范圍稱為爆炸焊接的可焊性區域。

圖1 爆炸焊接過程示意圖
爆炸焊接工藝參數分為靜態參數和動態參數。靜態參數包括預制角(α)、裝藥質量比(R)、基板和復板之間間隙(h);動態參數包括炸藥爆轟速度(vd)、折彎角(θ)、復板與基板發生碰撞速度(vp)、碰撞移動速度(vc)、基板與復板之間的動態折彎角(β)。
目前,爆炸焊接參數一般根據母材的材質、規格,炸藥的爆速、密度等,通過經驗公式計算獲得。爆炸焊接工藝參數多,經驗計算公式復雜,計算過程邏輯層次易混淆,人工計算易出錯。如果能用計算機程序實現爆炸焊接參數的自動求解,將有助于爆炸焊接工藝參數的準確選擇,提高工藝設計效率。
本文根據爆炸焊接參數計算的經驗公式,利用Visual Basic軟件進行編程,開發適合雙金屬復合板爆炸焊接參數選擇系統,以方便復合板制造企業雙金屬復合板爆炸焊接參數選擇。
1 爆炸焊接參數確定
1.1 爆炸焊接參數
1.1.1 靜態參數
爆炸焊接的靜態參數是指炸藥在未引爆前,設定的工藝參數,主要包括以下幾個參數。
1)預制角(α)。初始安裝時基板和復板之間的夾角,平行安裝工藝下初始預制角為零。
2)裝藥質量比(R)。指復板單位面積上裝藥量,可用式R=C/M表示,式中C、M分別代表炸藥的質量和復板的質量。
3)基板和復板的間隙(h)。即起爆前基板和復板之間的間隔距離。
1.1.2 動態參數
爆炸焊接動態參數是起爆后,復板和基板在復合過程中,整個爆炸焊接系統中動態變化的參數。圖2是爆炸焊接瞬時過程示意圖。從運動學幾何關系中可以推導得到vp、vc、vd、θ和β幾個爆炸焊接動態參數之間的關系。由圖2幾何關系示意圖知,碰撞點移動速度vc與vd炸藥爆速存在如下關系:

在平行安裝爆炸焊接工藝中α=0,則有:

因此:

3個基本的動態參數存在式(3)的基本關系,因此,2個參數確定后,另外一個也就知道,所以一般用3個參數中任意兩個組合均可在平面坐標系中構建爆炸焊接可焊性區域。

圖2 爆炸焊接動態參數幾何關系

圖3 爆炸焊接窗口
1.2 爆炸焊接參數極限確定
1.2.1 流動限(νc,min)
撞擊點移動的速度達到νc時,金屬表面開始出現射流,νc是可以使待結合面產生射流的臨界撞擊點速度。當撞擊點移動速度νcp小于νc時,碰撞點壓力小于材料動態屈服極限,則不能產生射流。撞擊點移動速度νcp應該大于臨界撞擊點移動速度[3]。臨界撞擊點移動速度νc由以下經驗公式確定[4]:

式中:Re為雷諾數,取10.6;H1、H2分別是復板和基板的維氏硬度;ρ1、ρ2分別是復板和基板的密度[1]。
1.2.2 聲速限(νc,max)
為了保證射流形成,撞擊點的速度νc還必須限制在材料的體積聲速之內。異種材料進行爆炸復合時,撞擊點的速度νc要小于組合材料中體積聲速較小的值。

1.2.3 下限(νp,min)
使基板和復板實現冶金結合,復板與基板最小的撞擊速度叫做爆炸焊接的下限,爆炸焊接下限νp,min可由下面經驗公式求得:

式中:σb是材料的抗拉強度,ρ是材料的密度。
1.2.4 上限(νp,max)
爆炸焊接常被歸為“固相焊”,復板與基板撞擊速度太大,將導致結合界面產生熔化,異種金屬爆炸焊接時,界面熔化可能導致在結合界處產生脆性金屬間化合物,損害界面結合強度。為了避免界面出現熔化,復板和基板最大撞擊速度可用以下經驗公式確定[5]:

式中:ρf,ρb分別是復板和基板的密度(kg/m3);hf,hb分別是復板和基板的厚度,m;Cpf,Cpb分別是復板和基板的比熱,J·kg-1·K-1;Cf,Cb分別是復板和基板的聲速(m/s);αf,αb分別是復板和基板的熱擴散率,m2/s;VC是碰撞點的移動速度,m/s;Tmpmin復板和基板兩者中熔點較低值,K;tmin反射稀疏波達到界面的最短時間為理論常數,一般取0.039。
當以上4個參數確定后,就可以根據vp=2vc·sin繪制爆炸焊接窗口。另外,為了保證射流產生,動態折彎角β應該在5°~25°取值[6,7]。
首先計算得到雙金屬爆炸焊接流動限、聲速限、上限、下限,從而確定“理論最優”碰撞速度vp和撞擊點移動速度vc,最后以撞擊點移動速度vc為橫坐標,動態撞擊角β為縱坐標繪制爆炸焊接可焊性窗口。爆炸焊接窗口確定后,計算裝藥比、基復板間隙、炸藥量等爆炸焊接靜態參數。
2 爆炸焊接參數計算系統開發
2.1 試驗材料
選用幾何尺寸為1 050 mm×650 mm×1 mm TA1鈦板,1 000 mm×600 mm×3 mm Al-1 060鋁板,進行鈦/鋁爆炸焊接試驗。
2.2 爆炸焊接參數確定
利用開發的雙金屬爆炸焊接參數計算系統,首先從材料庫中選擇復板材料為TA1,基板的材料為Al-1 060,材料性能參數自動讀取;手動輸入本次爆炸焊接試板的幾何尺寸;點擊“計算”按鈕,系統自動計算得到爆炸焊接極限值,如圖4所示;點擊“繪制爆炸焊接窗口”按鈕,彈出圖5所示的爆炸焊接可焊接性窗口。點擊“計算最佳動態參數”(如圖6),可以在爆炸焊接窗口范圍內計算得到“理論最優參數”。

圖4 爆炸焊接參數輸入窗口
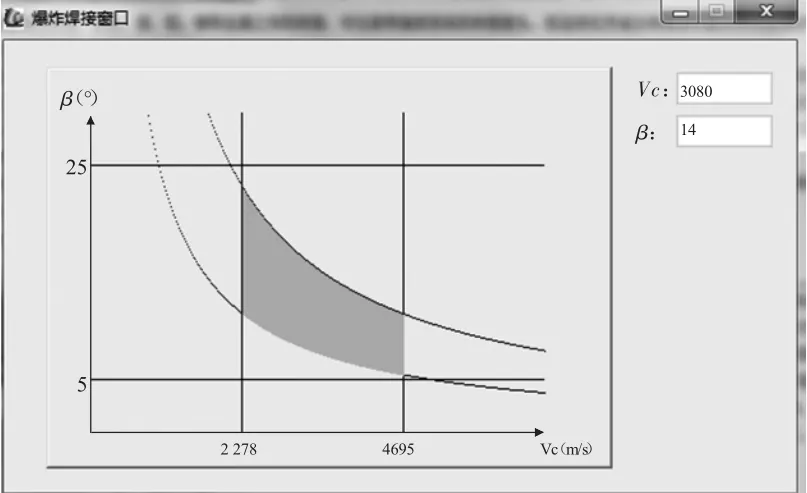
圖5 繪制爆炸焊接窗口
3 結論
本文系統的梳理了爆炸焊接中靜態參數、動態參數之間相互關系。針對爆炸焊接工藝參數多,經驗計算公式復雜,計算過程邏輯層次易混淆,人工計算易出錯的困難,利用Visual Basic軟件進行編程,開發適合雙金屬爆炸焊接參數選擇系統,以方便工業生產中雙金屬復合板爆炸焊接參數選擇。所開發的系統主要包含以下功能:

圖6 最佳參數輸出窗口
1)建立常用金屬材料數據庫,數據庫內置碳鋼、不銹鋼、鋁、鈦、銅等材料,包含材料的力學性能、物理性質等參數,數據庫可根據需要添加材料種類。
2)開發焊接窗口軟件,實現不同金屬組合爆炸焊接可焊性窗口的自動繪制。
3)在可焊窗口范圍內,根據爆炸焊接母材的規格,合理選擇炸藥的種類,計算得到“理論最優”靜態參數,確定炸藥用量及基、復板間隙等工藝值。
