冷軋板生產過程優化及利潤提升
2021-03-27 14:40:50楊迎輝洪運濤郝永峰
山西冶金 2021年1期
楊迎輝,洪運濤,郝永峰
(河鋼集團邯鋼公司,河北 邯鄲 056015)
隨著鋼材市場競爭日趨激烈,在河鋼集團邯鋼公司(以下簡稱邯鋼)以利潤為中心的指導思想下,通過成本利潤測算,查找了影響利潤的主要因素,產線成材率占據相當大比例,尤其冷軋板產品工藝流程較長,酸軋—脫脂—罩退—平整—精整[1],目前平整原料鋼卷內圈爛芯堵塞,開卷機無法上料,需要對該部分進行割除;平整產線正常甩尾卷、取大樣,對樣板進行表面質量檢查;精整對帶鋼頭尾有問題的部分進行切除,均造成大量切損。甩廢量大造成冷板成材率較低,平整機組曾整年連續12個月未完成邯鋼成材率指標,成為影響產線成本的重要因素。在以利潤為中心的機制下,提高成材率成為增加產品利潤的重要手段。
1 冷軋板生產及利潤提升的技術難點
由于冷軋板工序較多,且為不連續產線,幾乎每個機組均有穿帶和甩尾過程,此過程中頭尾部分均會出現多種缺陷,該過程不可避免地需要切除頭尾;另外,各工序上料產出過程,鋼卷均需要天車進行吊運,在吊運過程中,難免會出現吊傷、擦劃傷等缺陷,該部分也需要切除。
2 影響冷軋板利潤提升的重點因素
冷板產線通過對脫脂、罩退、平整、精整機組等影響成材率的因素進行梳理分析,對存在的技術問題進行攻關,對部分工藝參數進行優化,在保證質量不降低的情況下,提高冷板產線的成材率,采取的具體措施如下:
2.1 減少爛芯造成的浪費
由于脫脂線生產產品規格較薄,均在1.2 mm以下,生產完的脫脂卷,需要通過入1號庫、裝爐、出爐、上終冷臺、入2號庫、平整上料等操作,每次操作均伴隨天車吊運,如果鋼卷內芯未進行焊接,在天車吊運過程中,天車夾鉗容易導致鋼卷脫芯,在罩式爐原料庫(1號庫)劃分專門焊接區域,對脫脂線下線鋼卷內芯進行多點焊接,避免在吊運過程中導致爛芯情況出現,保證鋼卷內芯不必切除即可上平整開卷機。
2.2 減少平整甩尾量
通過多次生產跟蹤發現,平整在生產脫脂卷時,甩尾過長,每卷約多甩90 kg,經過回查溯源,該情況是由于脫脂線卷取機芯軸二次膨脹力不足,導致卷內徑只有605 mm左右,而平整機最大內徑610 mm所致,系統控制過程中會將605~610 mm部分誤判為芯軸位置,進行甩廢,導致成材率降低,見圖1。通過優化三級系統程度代碼,調整脫脂卷編號規則(脫脂卷倒數第二位以“X”為標記),在平整機方便識別脫脂卷,并根據鋼卷流向和厚度擬定內徑識別規則(見下頁表1),進而修改二級系統程序,以避免多甩尾情況發生。
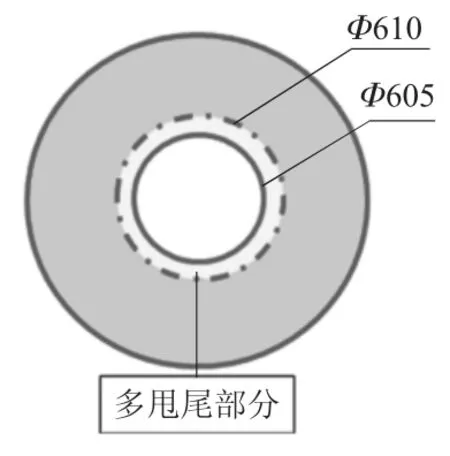
圖1 脫脂卷內徑多甩部分(mm)
2.3 提高鋼材利用率
由于平整機生產時需要甩尾,在生產過程中,鋼卷即將軋制完畢前,系統自動檢測鋼卷剩余長度,并根據該長度值,啟動降速停止程序,之前平整機完全停止后,開卷機芯軸剩余鋼卷4圈約7.7 m,經過多次試驗證實,2.0 mm厚度以下帶鋼,停止時在開卷機上剩余3圈,且不散卷,通過優化二級程序,每卷減少甩尾量1圈(1.9 m),提高了鋼材利用率(見圖2)。
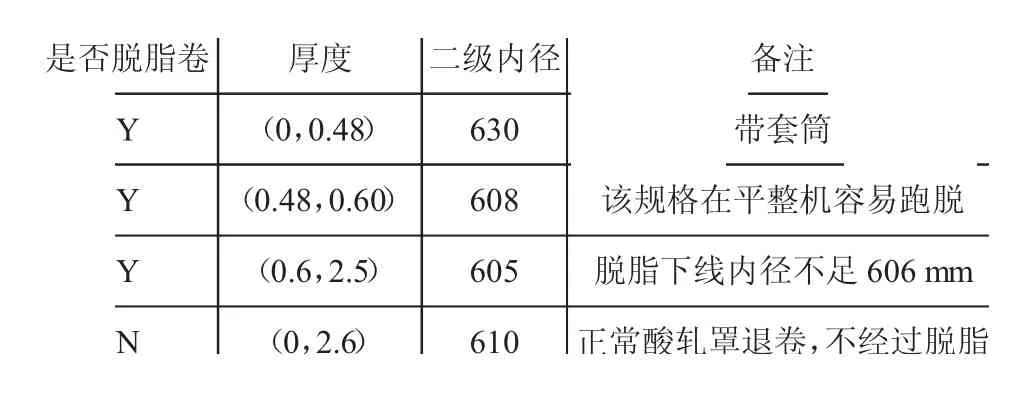
表1 脫脂卷內徑設定規則 mm
圖2 平整機甩尾圈數的優化
2.4 減少取樣樣板
對出口打捆位置鞍座進行改造,以對輥代替鞍座(見圖3),通過對輥轉動實現鋼卷開卷,以確保對帶鋼上下表面進行質量檢查,檢查完畢后,重新卷回帶鋼。以該方式取代剪切帶鋼樣板(1.8 m長)進行檢查,減少切損量,可有效提高成材率。
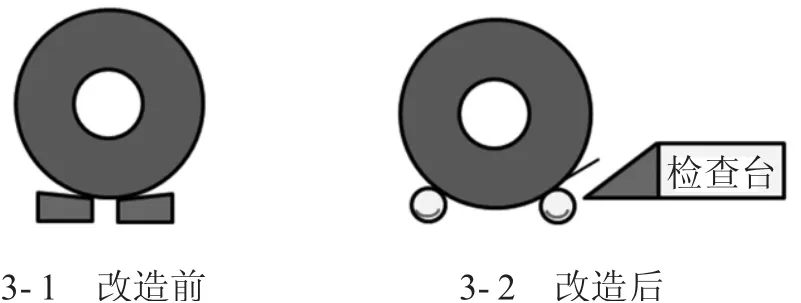
圖3 新增離線檢查臺前后對比
2.5 提升冷板成材率
由于平整機在穿帶過程中,工作輥輥縫處于打開狀態,帶鋼頭部一定長度未進行平整(見圖4),在精整產線需要切除,共計7.7 m,但之前切除長度過長,重卷線頭尾切除36 m,造成較大的浪費,通過綜合考慮平整頭尾未平整部分、甩尾最小卷重以及頭尾缺陷情況,摸索出了合理的甩尾長度,即重卷頭尾切損21 m,縱切線頭尾切損11 m,即可保證帶鋼質量,且不浪費。
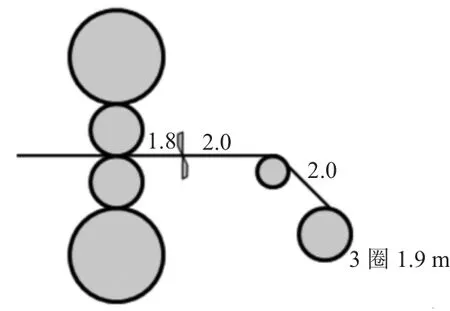
圖4 平整機穿帶時未平整部分
2.6 減少頭尾缺陷降低切損
平整機提速過程中,由于加速度較快,容易造成層間啃傷,以及彎輥調整不及時造成折皺等缺陷,致使頭尾切損量增加。通過研究控制程序內提速和降速加速度對頭尾缺陷的影響,優化了提速過程的加速度量,減少帶鋼頭尾部升降速過程中產生的缺陷長度,以減少精整工序對帶鋼頭尾部分的切除量,進一步提高了成材率。
2.7 減少甩尾長度
平整機穿帶時分為兩種模式,上穿帶模式和下穿帶模式[2](見圖5),由于下穿帶模式要經過一對S輥,造成甩尾時比上穿帶模式多甩1.8 m左右。之前要求帶鋼厚度1.2 mm及以下規格采用下傳帶,1.2 mm以上采用上傳帶模式。經過跟蹤評估,擴展上傳帶規格,即1.0 mm及以上規格均采用上穿帶模式,減少切損量,降低厚規格產品的甩尾長度。
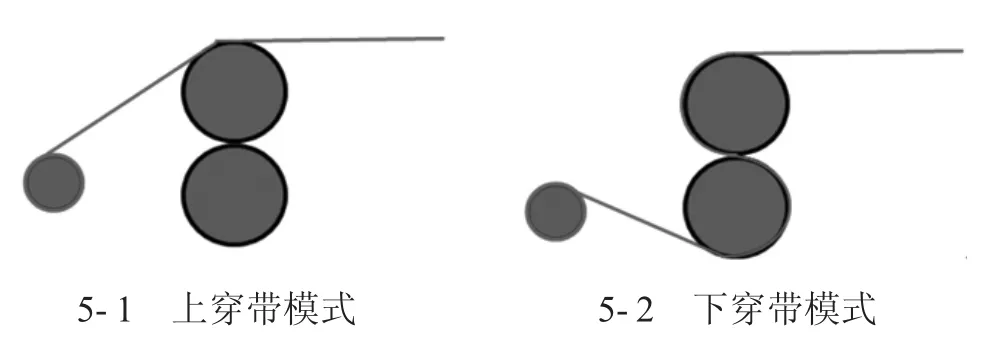
圖5 上傳帶模式與下穿帶模式示意圖
3 結語
通過查找各工序利潤增長點,對不可避免的切除量進行優化,焊接脫脂卷內芯、調整平整甩尾量、擴展平整上穿帶規格、二次核定精整產線頭尾切除量等措施,冷軋板整體成材率可提升約1.27%。
