淺述高效超超臨界鍋爐制造工藝技術
2021-03-28 04:30:24賈思洋康龍基聶玉濤
科學技術創(chuàng)新 2021年6期
關鍵詞:變形
賈思洋 康龍基 聶玉濤
(1、高效清潔燃煤電站鍋爐國家重點實驗室(哈爾濱鍋爐廠有限責任公司),黑龍江 哈爾濱150046 2、哈爾濱鍋爐廠有限責任公司,黑龍江 哈爾濱150046)
1 概述
目前高效清潔的燃煤發(fā)電技術越來越受到重視,高效百萬超超臨界鍋爐比常規(guī)超超臨界機組熱效率提高0.92%,由于蒸汽壓力和溫度提高,該類機組在高溫段蛇形管方面大量使用了不銹鋼內噴丸管,此類管材在成型、加工、熱處理等過程與常規(guī)不銹鋼管相比均有特殊要求,為生產帶來很大困難。此類機組爐膛水冷壁采用內螺紋管垂直管圈,爐膛水冷壁管屏采用ф28.6 12Cr1MoVG 材料,對于該材料膜式壁要求進行焊后熱處理,此類小管徑、長管屏焊后熱處理變形的控制是難點。同時,高溫段設計溫度和壓力的提升也提升了此部分集箱的材質和規(guī)格,在集箱管孔加工、管接頭裝配、焊接等過程中也出現一些難點。通過試驗和生產研究,現對生產制造技術進行簡要論述。
2 水冷壁膜式壁制造工藝方面
百萬超超臨界鍋爐水冷壁采用垂直管圈,燃燒器采用墻式布置單層雙切圓燃燒的方式,燃燒器上方布置燃風,燃燼風同樣為墻式布置雙層雙切圓燃燒方式。
2.1 材料特點
2.1.1 水冷壁部件大量使用12Cr1MoVG 材質,具體部件包括前水冷壁上部、后水冷壁上部、側水冷壁上部、中部水冷壁散管管屏(前/后/左/右)、燃燼風噴口管屏(一/二/三/四)等11個部件,占整臺鍋爐水冷壁部件數的41%。12Cr1MoV 鋼屬于珠光體低合金耐熱鋼,由于碳當量較大,鋼材本身的淬硬傾向較大,若產品結構拘束度較大,則在氫的作用下,會導致冷裂紋的產生。12Cr1MoV 鋼中的基本化學成分Cr、Mo 均為碳化物的形成元素,具有析出強化作用,但在Cr-Mo 鋼中添加V 會增大再熱裂紋傾向,若預熱溫度偏低、焊接線能量偏大等容易產生再熱裂紋。
2.1.2 12Cr1MoVG 管屏制難點及控制措施。 采用12Cr1MoVG 管材生產的管子及管屏當壁厚>6mm 時,需要進行去應力退火熱處理;而水冷壁部件中,燃燒器噴口管的焊后熱處理容易產生變形,為控制變形需要采取相應的措施,采用整體進爐熱處理,帶裝配架子進爐,平穩(wěn)擺放支墊,保證支撐點數量,每爐控制裝爐量,認真擺放,一旦出現熱處理變形,采用火焰校正時要有相應的測溫措施。
2.2 燃燼風燃燒器噴口管屏的制造
2.2.1 結構特點。高效百萬超超臨界鍋爐燃燼風為墻式雙切圓雙層布置,結構總如見圖1。燃勁風噴口管屏分別布置在爐膛的前墻和后墻,一層八只燃燼風形成雙切圓的燃燒方式,一臺鍋爐兩層共16 只燃燼風噴口管屏。
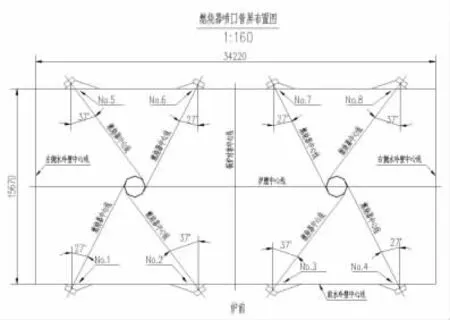
圖1 燃燼風燃燒器噴口管屏結構和布置型式
2.2.2 制造過程中的難點。管屏制造工藝與常規(guī)的百萬超超臨界鍋爐燃燼風噴口管屏相同,仍為分片制造,再采用裝配胎具進行組裝,但是高效百萬超超臨界鍋爐燃燼風噴口管屏管子材質為12Cr1MoVG,壁厚為5.8MWT,生產時需要進行焊后熱處理,因而生產存在以下難點。
a.此類異型管屏熱處理時容易變異,因此焊接以及熱處理變形的控制是此管屏制造的難點。b.沉頭螺栓熱處理問題,焊接順序問題等等。

圖2 沉頭螺栓裝焊圖
2.2.3 采取的工藝措施。a.管屏在分片制造時,裝焊采用間隔法、對稱法從源頭開始控制管屏的焊接變形。同時在組裝時對于管屏口區(qū)以及兩端采用型鋼進行加固支撐,并且?guī)Ъ庸讨我黄疬M行焊后熱處理。b.根據管屏結構,在管屏上下兩端部成洼兜區(qū)域,按照管屏管子的走向對管屏進行加固,在焊制熱處理支撐架時通過把管屏端部與底框架固定、在管屏內側增加支撐的形式,可有效減少熱處理變形。管屏熱處理后經過檢查,管屏幾乎無變形。c.生產之前對沉頭螺栓進行熱處理試驗,確定沉頭螺栓整體強度及螺紋強度均滿足設計需要。通過調整熱處理支架,避開螺栓位置,最終確認螺栓再分片組裝前與法蘭盤焊接。d.管屏在熱處理支墊平穩(wěn),單屏進行熱處理。管屏生產現場見圖2。
3 蛇形管部件制造工藝方面
百萬高效超超臨界鍋爐與非高效超超臨界鍋爐相比,由于產品設計溫度和壓力的提高,高溫段管屏部件上大量采用了SA-213T91、SA-213T92、SA-213TP310HCbN 及 SA-213S30432內噴丸、SA-213TP347HFG 內噴丸等材質,管子規(guī)格有所變化。
3.1 高溫段管屏特點和工藝措施
3.1.1 內噴丸材料特點。 管屏首次采用新材料SA-213S30432 內噴丸、SA-213TP347HFG 內噴丸。為保證產品制造質量,生產前對此新材料進行了研究。
噴丸處理能在材料表面引入壓應力、提高表面硬度,從而延長結構的疲勞壽命和提高抗應力腐蝕性能,可以提高奧氏體不銹鋼的抗氧化性能。超超臨界鍋爐的高溫段管屏在高溫工況下長期運行,SA-213S30432(Super304H)、HR3C、SA-213TP347H等不銹鋼材料在內壁氧化形成Fe3O4和FeCr2O4(即尖晶石型復合氧化物FeOoCr2O3)。由于不銹鋼的熱膨脹系數較大,在鍋爐啟動和停爐時隨著熱應力的變化,較厚的氧化皮容易剝離,剝離氧化物極容易在下彎頭處沉淀堆積而阻塞汽流通道,致使管壁超溫而導致爆管。為提高不銹鋼管的抗氧化性能,內壁噴丸強化處理技術得以推廣應用。
3.1.2 內噴丸材料試驗結果。為解決實際生產中可能遇到的問題,針對內噴丸管進行了彎管、管端加工、熱處理試驗,研究部分工序對管材性能的影響及此類材料加工特點。試驗結果如下:
a. 內噴丸不銹鋼管的焊接性和機加性與常規(guī)材質相比較,并沒有太大差異。b.內噴丸不銹鋼管在進行彎曲成型時,當變形量超過15%后噴丸層開始產生鱗片狀翹起或褶皺,隨變形量增大趨于嚴重。此外,根據我公司的制造標準要求,當變形量超過15%時,需對變形區(qū)域進行固溶化熱處理,而當熱處理溫度到達1000℃時,噴丸層已基本消失,不具備抗腐蝕能力,所以在內噴丸不銹鋼管生產過程中,應避免變形量超過15%的冷成型加工。c.熱校對內噴丸不銹鋼管的影響因素較多,不同的熱校溫度和時間,對噴丸層的影響也不同。為避免對噴丸層的影響,實際生產中應盡量避免熱校。
3.1.3 內噴丸不銹鋼管管屏整體熱處理問題。部分管屏部件同 時 存 在 SA-213T91/T92 和 SA-213S30432 內 噴 丸、SA-213TP347HFG 內噴丸材質,SA-213T91/T92 通常布置在管屏端部。由于SA-213T91/T92 焊接或成型后必須進行熱處理,而管屏中的內噴丸管子經過熱處理會導致內噴丸層強化效果消失,因此管屏無法進行整體熱處理。
3.1.4 采取的工藝措施。a.對于尚未投料的部件,與設計者協商,在SA-213T91/T92 與內噴丸管之間增加非內噴丸不銹鋼管過渡段,將SA-213T91/T92 與過渡段對接、熱處理后,再與管屏其他元件對接。b.對于已投料的部件,與設計者溝通確定內噴丸管端部允許失效區(qū)域,將內噴丸管與SA-213T91/T92 對接端斷一截短管,先將SA-213T91/T92 與短管對接、熱處理后,再與管屏其他元件對接。c.對于SA-213T91/T92 存在彎管或附件焊接,處理方法同a 或b 在熱處理前增加彎管、附件焊接等相應工序。附件裝焊前應通過劃線、對樣等措施嚴格控制焊接位置,避免整體裝配后附件位置串線。d.對于部分端部接壁厚大于6mm的12Cr1MoVG 管子的管屏,采取類似上述的措施進行控制。
3.2 高溫段管屏中密封板的焊接問題
3.2.1 制造過程中的難點。分隔屏部件中存在SA-213T91 材質上焊齒形密封板結構,原則上SA-213T91 材質上不允許焊密封板。根據以往生產經驗,此類結構焊后易出現延遲裂紋,影響產品質量,并且裝配難度大,見圖3。
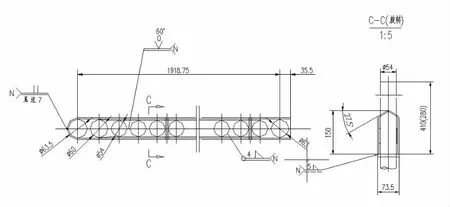
圖3 密封板結構圖
3.2.2 采取的工藝措施。a.針對SA-213T91 材質上焊齒形密封板結構,反饋設計者在密封板位置增加不銹鋼過渡段,即可避免密封板焊接后SA-213T91 管子出現延遲裂紋的問題。b.針對裝配難度大的問題,通過試驗確定了更加精確的密封板下料尺寸,減小密封板裝配時管子與密封板之間間隙,降低焊接難度,避免強制裝配。焊接時若密封板與管子之間間隙較大,則首先將間隙填滿,然后再焊接到要求的焊角尺寸,在收弧填滿弧坑以避免收弧裂紋。此結構焊接需進行焊前預熱及焊后后熱,故提制了相應的預熱及后熱工裝,見圖4。
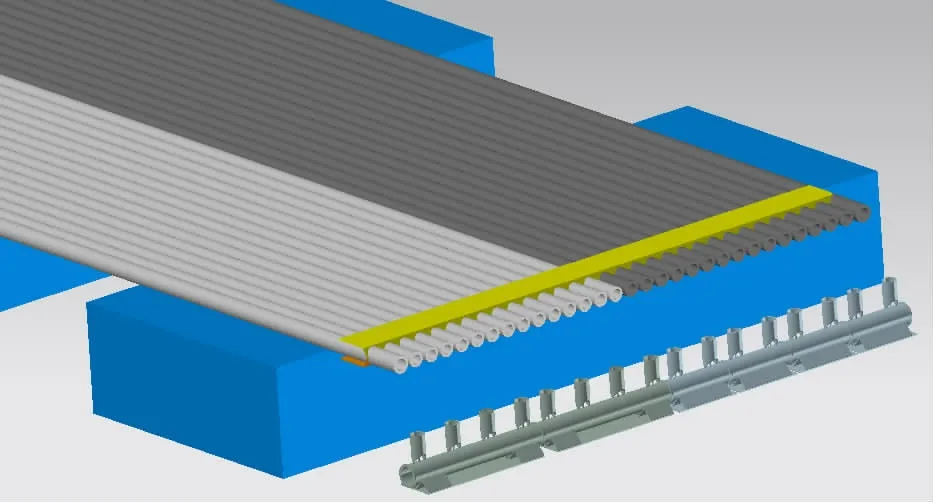
圖4 密封板裝焊預熱工裝示意圖
3.3 蛇形管管屏的變形控制
蛇形管管屏部件整體尺寸較大,裝配、轉運及熱處理過程中可能會造成管屏變形,因此在實際生產中采取了部分防變形措施,主要包括:
a.將包裝用的夾持角鋼提到零件清單中,用于管屏的轉送及熱處理。同時對于分隔屏部件,在夾持角鋼中間位置采用工藝用料所提供的鐵絲加強夾持角鋼的強度。b.根據工藝處對車間不銹鋼的熱校統計,對于帶有空間彎的結構明顯校正量大,彎頭的校正量也明顯較多。生產時,車間在來料狀態(tài)、焊接、起吊、彎管、熱處理和裝配工序上加強控制,減少了管屏的校正量。
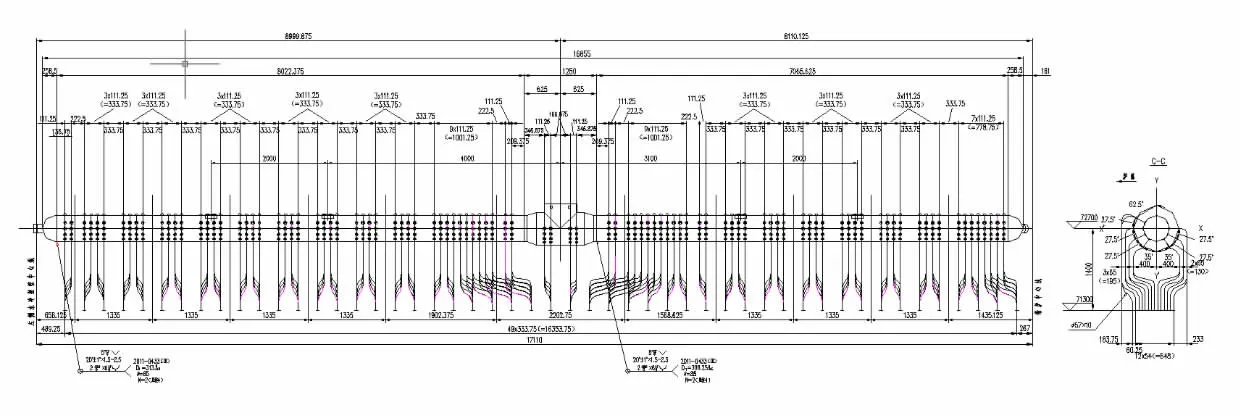
圖5 末級過熱器出口集箱結構圖
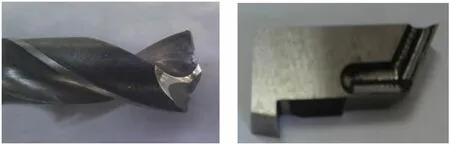
圖6 帶分屑槽的鉆頭和管孔刀具
4 集箱部件制造工藝方面
4.1 總體結構介紹
高效超超臨界機組相比常規(guī)超超臨界機組,提高了主蒸汽出口壓力和再熱蒸汽出口溫度,主要在過熱器和再熱器系統有所變化,體現在集箱總體結構上的變化是提升了部分高溫段集箱材質及規(guī)格,為集箱部件的實際生產帶來了一些困難。
4.2 高材質、大壁厚集箱制造工藝控制
4.2.1 部件簡介。高溫段過熱器、再熱器系統中的集箱普遍采用大壁厚的SA-335P91、SA-335P92 筒身材質。該材質硬度高、焊接性差、具有較強的冷裂紋傾向,為實際生產帶來較大困難,實際生產過程中采取了多項控制措施,集箱結構見圖5。
4.2.2 制造過程中的難點。a.由于集箱材質為SA-335P92,硬度較高,且壁厚為130mm,造成集箱開孔困難。b.SA-335P92材質對焊接參數的選擇、層間溫度的控制、焊接過程及焊后后熱等要求較高,焊接過程控制難度大。c. 由于集箱筒身為SA-335P92 材質且壁厚較厚,一旦發(fā)生變形或撓度超差,校正將十分困難。d.為充分滿足設計性能,需嚴格保證SA-335P92 材料的最終硬度指標,制造過程中受熱處理和焊接的影響,硬度控制較為困難。e.集箱小管接頭管排焊好后,因結構原因探傷困難。f.集箱管接頭較長、結構復雜,裝配定位較為困難。
4.2.3 采取的工藝措施。a.筒身上鉆通孔時,鉆頭上開分屑槽減少切削面積,降低鉆頭的使用強度,如圖6 所示。加工HG04004 坡口時,采用10mm 厚的刀片進行管孔加工,加工過程中控制鉆床轉速在100r/min。b. 焊接時需按照焊接工藝規(guī)程(WPS)嚴格控制焊接參數、層間溫度,焊前進行充分預熱,焊接中斷及焊接結束后及時進行后熱處理并嚴格控制熱處理溫度。c.劃線過程中,將筒身按焊后變形方向相反擺放;集箱裝焊時在筒身下每隔3-4 米放置支架;整體熱處理時,將筒身合理支墊,調整支墊高度一致,便于熱處理過程中筒身自行調整。d.在筒身下料前進行硬度檢查,集箱整體熱處理后對筒身及環(huán)縫增加硬度檢查工序;嚴格控制集箱各種熱過程,避免筒身熱校;熱處理時控制火焰不能直接噴燒到集箱上。e.裝焊管接頭時,焊好一排后按相關技術條件進行無損檢查,檢查合格后再焊下一排,逐排焊妥小管接頭。f.管接頭裝配時先裝點若干基準管接頭,然后將包裝中的多孔板裝上并點焊牢固,再裝焊其他管接頭。裝焊其他管接頭時通過孔板定位,以保證管接頭形位公差符合標準要求。
5 結論
通過一系列試驗及工藝制造技術的不斷完善,積累了大量的生產經驗,同時也滿足了產品的設計要求,保證了其使用性能, 現已成功應用于多臺鍋爐的生產制造,鍋爐現已投入商業(yè)運行,電廠反映良好。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
