異種鋁合金MIG焊工藝研究
2021-03-29 08:04:32張志云仝偉
精密成形工程 2021年2期
關鍵詞:焊縫
張志云,仝偉
異種鋁合金MIG焊工藝研究
張志云,仝偉
(一汽-大眾汽車有限公司,長春 130001)
研究汽車用鑄鋁和鋁型材MIG焊接頭質量特性。對鑄鋁AlSi10MnMg和鋁型材6005A-T6進行MIG搭接焊,探討焊接速度對焊縫成形的影響規律,研究接頭的顯微組織。其他焊接參數相同,焊接速度為4 mm/s時,易導致壓鑄鋁合金產生氫氣孔。MIG搭接焊接接頭型材和鑄材的熔合區晶界均有不同程度的粗化,鑄材晶界處析出大量低熔點Mg2Si脆性共晶組織,弱化接頭硬度值。在焊接電流為120 A、焊接電壓為25 V、焊接速度為6 mm/s、送絲速度為9 m/min、氣體流量為21 L/min情況下,可以獲得焊縫成形美觀的MIG焊接頭質量,滿足車身強度的設計和使用要求。
汽車;鑄鋁;鋁型材;MIG焊;顯微組織
隨著汽車制造業對節能環保要求的不斷提高,對車身制造材料輕量化的使用提出了更高要求,汽車用鋁合金,尤其是壓鑄鋁合金得到了快速發展。AlSi10MnMg壓鑄鋁合金因其高強韌、高致密度、易加工成形、良好的傳熱導電性和耐腐蝕性等優點,在電動汽車安全構件中應用十分廣泛[1—3]。壓鑄鋁合金在使用中,需要與其他零件進行焊接,其焊接裂紋、氣孔對構件的機械強度和安全性影響較大[4]。MIG焊采用惰性氣體保護焊接熔池,具有高效、接頭力學性能高等優點,適用于裂紋敏感性較強的鋁合金的焊接[5—8]。目前,用MIG焊接的鋁合金主要集中在6000系列的鋁合金型材[9—12]。對于壓鑄鋁合金和鋁型材的MIG焊,只有少量的研究報導,研究重點集中在接頭的微觀組織和力學性能分析上[13—14]。文中對AlSi10MnMg鑄鋁與6005A-T6鋁型材進行了MIG搭接焊,對接頭的顯微組織和力學性能進行分析,優化MIG焊接參數,為這種材料的焊接提供基礎數據。
1 試驗
材料為2 mm厚的AlSi10MnMg鑄鋁與3 mm厚6005A-T6鋁型材,焊絲材料為AlSi5-4043,直徑為1.2 mm,主要成分如表1所示。
表1 母材及焊絲化學成分(質量分數)

Tab.1 Chemical composition of base metal and welding consumables (mass fraction) %
將板材加工成尺寸為260 mm×75 mm的焊接試板,采用TPS 320i Fronius焊機對其進行搭接焊接。采用的焊接參數為:焊接電流為120 A,焊接電壓為25 V,焊接速度為4~6 mm/s,送絲速度為9 m/min,氣體流量為21 L/min。研究焊接參數對焊縫成形和性能的影響。
利用線切割機沿垂直于焊接方向將接頭切割成金相分析試樣。金相分析試樣采用Struers Tegramin-30自動磨拋機進行拋光后,用體積分數為5%的NaOH試劑腐蝕,在Zeiss AXIO光學顯微鏡下觀察。采用LM300 AT數顯顯微硬度計,按照GB/T 4340.1—2009對試樣接頭硬度分布進行測量,加載載荷為0.3 kg,加載時間為10 s,步距為1 mm。
2 結果與分析
2.1 接頭宏觀形貌
采用不同焊接工藝參數進行搭接焊試驗,焊接試驗后對焊縫進行目視檢驗,檢驗結果如圖1所示。由圖1a可見,當焊接速度為4 mm/s時,焊接接頭外觀出現氣孔缺陷,且主要偏向壓鑄鋁一側。研究表明,鋁合金在焊接時的氣孔主要是氫氣孔[13]。這是由于其他焊接參數相同情況下,焊接速度越低,越利于增大熔深,但隨著熔深增大,壓鑄鋁一側母材在高溫下熔化增多,而氫的溶解度隨溫度升高而增大[14],熔池短時間內匯聚大量的氫,當電弧移動時,熔池溫度驟降,氫的溶解度隨溫度下降而驟減,且因鋁的結晶速度較快,大量的氫形成的氣泡上浮速度慢,導致氫氣泡未來得及溢出,在焊縫內部形成氫氣孔,影響焊縫強度,嚴重時,氣孔甚至外露至焊縫外觀。當采用6 mm/s的焊接速度時,在保證熔深的情況下,減少了焊縫中氫的溶解,可以獲得外觀質量較好的焊接接頭。

a 焊接速度4 mm/s
b 焊接速度6 mm/s
圖1 MIG焊接頭宏觀形貌
Fig.1 Macro appearance of MIG joint
2.2 接頭顯微組織分析
圖2所示為異種鋁合金MIG焊接接頭截面的10倍顯微照片,可以看出,接頭由型材和鑄材的焊核區、熔合區、母材區組成。
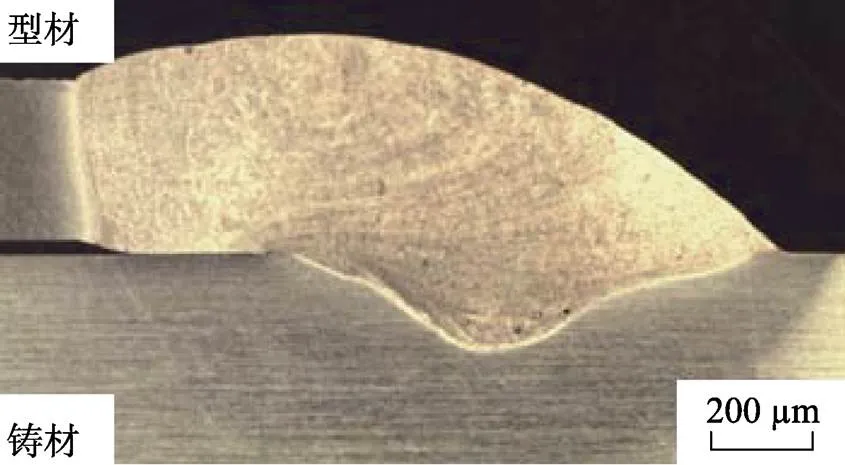
圖2 MIG焊接接頭截面
焊接速度為6 mm/s時焊接接頭各個區域的顯微組織見圖3。由圖3a可以看出,型材母材的微觀組織致密,強化相粒子彌散分布。圖3b顯示,熔合區因受焊接熱輸入的熱影響作用,加上材料本身良好的導熱性能,型材基體一側的熱影響區仍主要為母材特征,但晶粒略比母材粗大,由于偏析等原因,晶界處有強化粒子析出,彌散分布了大小不等的第二相[15—16]。熔合區靠近焊縫一側的組織則以柱狀晶結構垂直于界面自然生長。圖3c中焊縫區的組織由于熱輸入較高,熔池凝固速度慢,導致晶粒完全自由生長成以-Al固溶體為基體的等軸晶組織,晶界分布有-Al+Mg的共晶組織[17]。
由圖3d可看出,鑄材母材的微觀組織較型材區別較大,基體主要是-Al及彌散分布的強化相Si粒子,但粒子大小及分布部位并不均勻,甚至有部分黑色疏松。圖3e顯示,熔合區靠近母材一側(右下方)的組織基本保持-Al原始形貌,但晶界處析出大量低熔點Mg2Si脆性共晶組織[18—19],這是由于焊接熱輸入使晶界熔化而基體未熔化。熔合區靠近焊縫一側(左上方)的組織則是在焊接熱循環作用下,重新生長出沿散熱方向以聯生結晶形式形成的柱狀晶組織,但并未產生液化裂紋,充分驗證了Al-Si合金較低的裂紋敏感性。由圖3f可見,焊縫區熔池重新凝固后,形成組織更為細小的無特定取向的等軸枝晶。
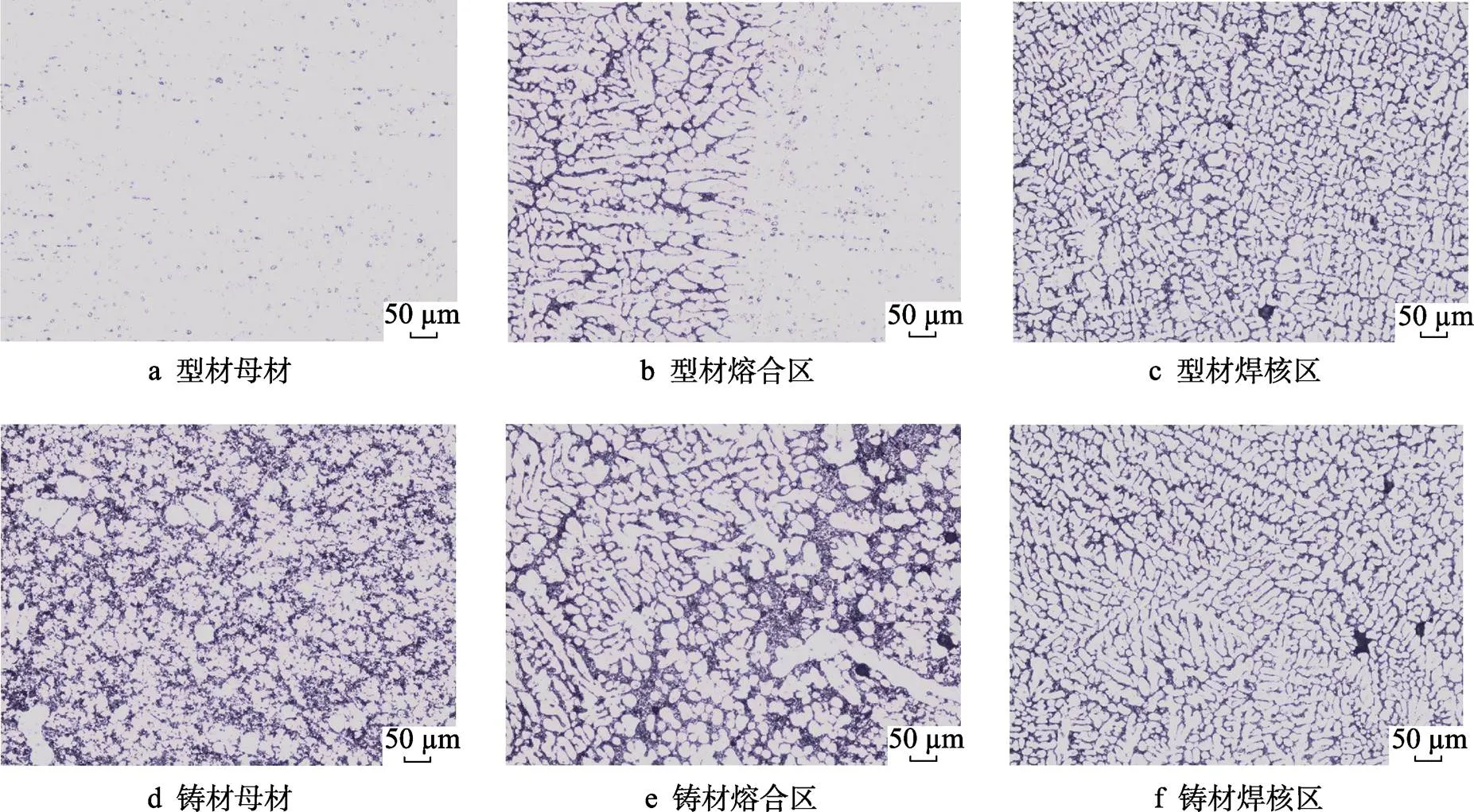
圖3 異種鋁合金MIG焊接頭微觀組織
2.3 接頭顯微硬度分析
圖4所示為不同焊接參數下焊接接頭顯微硬度的分布情況,打點順序從左至右依次為鑄材→熔合區→焊縫→熔合區→型材。由圖4可見,MIG焊縫接頭硬度分布表現類似于旋轉的“W”型,接頭硬度最大值為72.6HV,位于型材母材區。接頭硬度在兩個熔合區附近出現了衰減,型材熔合區硬度值略有衰減,為64.4HV,鑄材熔合區硬度值最低,僅為57.6HV,這是由于此處為熱影響區過時效區,受焊接熱循環作用,硬度和力學性能大幅降低。從顯微組織上也可分析得出,鑄材熔合區晶界粗化明顯,且該處分布有大量Mg2Si脆性共晶組織,尤其是長條形共晶組織,極易產生應力集中,嚴重割裂材料的連續性,導致接頭硬度偏低。
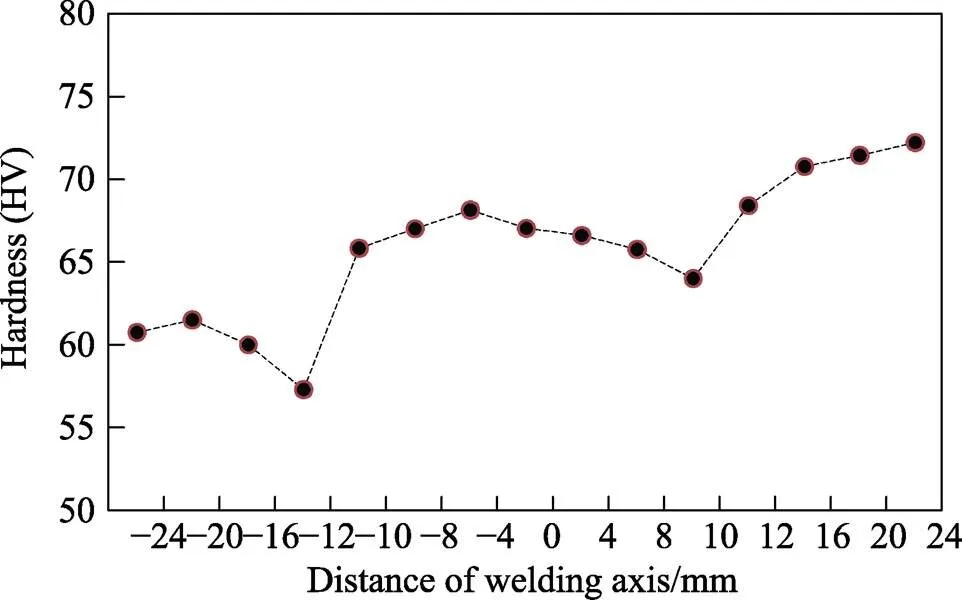
圖4 焊縫處顯微硬度分布
3 結論
1)當其他焊接參數相同情況下,低焊接速度有利于增大熔深,但易導致壓鑄鋁合金產生氫氣孔。
2)MIG搭接焊接頭焊縫區為等軸柱狀枝晶組織,型材和鑄材的熔合區受焊接熱循環作用,晶界均有不同程度粗化,型材晶界處析出大小不等的強化相,鑄材晶界處析出大量低熔點Mg2Si脆性共晶組織。
3)MIG搭接焊接頭硬度分布表現類似于旋轉的“W”型。接頭硬度值在鑄材熔合區最低,僅為57.6HV,受熱影響區Mg2Si脆性共晶組織影響,硬度降低。
4)在焊接電流為120 A、焊接電壓為25 V、焊接速度為6 mm/s、送絲速度為9 m/min、氣體流量為21 L/min情況下,可以獲得焊縫成形美觀的MIG焊接頭。
[1] 連傳濤, 黃國鋒, 代曉宇. A356鋁合金焊接工藝研究[J]. 焊接技術, 2013, 42(11): 73—75. LIAN Chuan-tao, HUANG Guo-feng, DAI Xiao-yu. Research on A356 Aluminum Welding Technology[J]. Welding Technology, 2013, 42(11): 73—75.
[2] 周萬盛, 姚君山. 鋁及鋁合金的焊接[M]. 北京: 機械工業出版社, 2016: 25. ZHOU Wan-sheng, YAO Jun-shan. Aluminum and Aluminum Welding[M]. Beijing: Machinery Industry Press, 2016: 25.
[3] 潘科嘉, 王如愿, 林可欣, 等. 半固態流變壓鑄AlSi10MnMg合金組織和熱處理工藝試驗研究[J]. 輕合金加工技術, 2019, 47(11): 52—56.PAN Ke-jia, WANG Ru-yuan, LIN Ke-xin, et al. Study of Structure and Heat Treatment Process of Semi-solid-state Fluidized Die-casting AlSi10MnMg Alloy[J]. Light Alloy Fabrication Technology, 2019, 47(11): 52—56.
[4] 楊建東, 王武孝, 張莎. 鋁含量對高鋁鎂合金凝固組織及力學性能的影響[J]. 鑄造技術, 2013, 34(1): 28—30. YANG Jian-dong, WANG Wu-xiao, ZHANG Sha. Effect of Aluminum Content on Solidified Structure and Mechanical Properties of High Aluminum Magnesium Alloy[J]. Casting Technology, 2013, 34(1): 28—30.
[5] 胡子鑫, 曾敏, 袁松, 等. 等離子-MIG焊在有色金屬焊接中的應用研究現狀及展望[J]. 精密成形工程, 2020, 12(4): 37—46.HU Zi-xin, ZENG Min, YUAN Song, et al. Research and Prospects of Application on Plasma-MIG Welding in Non-Ferrous Metal Welding[J]. Journal of Netshape Forming Engineering, 2020, 12(4): 37—46.
[6] 彭勇軍. 鋁合金MIG焊氣孔的成因及消除措施[J]. 金屬加工: 熱加工, 2015(12): 58—60. PENG Yong-jun. Causes and Elimination Measures of Aluminum Alloy MIG Welding Pores[J]. Metal Working: Hot Working, 2015(12): 58—60.
[7] 方平, 鄢帥, 帥歌旺, 等. 6061-T6鋁合金MIG焊接工藝研究[J]. 熱加工工藝, 2016, 45(17): 43—45. FANG Ping, YAN Shuai, SHUAI Ge-wang, et al. Research on MIG Welding Process of 6061-T6 Aluminum Alloy[J]. Hot Working Technology, 2016, 45(17): 43—45.
[8] 易曉冬. 鋁合金MIG焊接工藝探討[J]. 中國設備工程, 2019(3): 136—138. YI Xiao-dong. Study on MIG Welding Process of Aluminum Alloy[J]. China Plant Engineering, 2019(3): 136—138.
[9] 但楚臣, 丁成鋼, 趙秩磊, 等. 6005A-T6鋁合金高速脈沖MIG焊焊補接頭的組織和性能[J]. 電焊機, 2018, 48(11): 91—96.DAN Chu-chen, DING Cheng-gang, ZHAO Zhi-lei, et al. Structure and Performance of High-Speed Pulse MIG Welding Joint of 6005A-T6 Aluminum Alloy[J]. Electric Welding Machine, 2018, 48(11): 91—96.
[10] 尹麗麗. 6005A合金的加工特性和性能[J]. 輕合金加工技術, 2000, 28(6): 41—43. YIN Li-li. Processing Performance and Properties of 6005A Alloy[J]. Light Alloy Fabrication Technology, 2000, 28(6): 41—43.
[11] 趙永軍, 謝延翠, 于國林. 6005A-T6鋁合金板材生產工藝研究[J]. 輕合金加工技術, 2006, 34(6): 18—20. ZHAO Yong-jun, XIE Yan-cui, YU Guo-lin. Research on Production Process of 6005A-T6 Aluminum Alloy Sheet[J]. Light Alloy Fabrication Technology, 2006, 34(6): 18—20.
[12] 尹志民, 張愛瓊, 王炎金. 6005A鋁合金型材焊接接頭組織與性能[J]. 輕合金加工技術, 2001, 29(1): 32—34.YIN Zhi-min, ZHANG Ai-qiong, WANG Yan-jin. Structure and Performance of 6005A Aluminum Alloy Profile Welding Joint[J]. Light Alloy Fabrication Technology, 2001, 29(1): 32—34.
[13] 康銘, 孫巍, 姜丕文, 等. AlSi10MnMg壓鑄鋁合金焊接氣孔形成原因分析[J]. 有色金屬加工, 2020, 49(3): 23—27.KANG Ming, SUN Wei, JIANG Pi-wen, et al. Analysis of Formation Causes of Die-cast Aluminum AlSi10MnMg Alloy Welding Pores[J]. Nonferrous Metals Processing, 2020, 49(3): 23—27.
[14] 劉學強. 壓鑄AlSi10MnMg合金的組織和力學性能研究[D]. 武漢: 華中科技大學, 2013: 13. LIU Xue-qiang. Study on Structure and Mechanical Properties of Die-Cast AlSi10MnMg Alloys[D]. Wuhan: Huazhong University of Science and Technology, 2013: 13.
[15] 楊尚磊, 林慶琳. A6N01鋁合金焊接接頭的微觀組織與力學性能[J]. 中國有色金屬學報, 2012, 22(10): 2720—2725.YANG Shang-lei, LIN Qing-lin. Microstructure and Mechanical Properties of A6N01 Aluminum Welding Joints[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(10): 2720—2725.
[16] 朱瑞棟, 馬傳平, 徐曉龍. A6N01鋁合金CMT焊接接頭組織與性能研究[J]. 電焊機, 2018, 48(5): 76—79. ZHU Rui-dong, MA Chuan-ping, XU Xiao-long. A6N01 Aluminum Alloy CMT Welding Joint Structure and Performance Research[J]. Electric Welding Machine, 2018, 48(5): 76—79.
[17] 陳剛輝, 張向鈞, 路偉. 不同打磨狀態對6005A-T6鋁合金MIG焊接頭組織及力學性能的影響[J]. 電焊機, 2020, 50(5): 89—93. CHEN Gang-hui, ZHANG Xiang-jun, LU Wei. Effects of Different Polishing States on Structure and Mechanical Properties of the 6005A-T6 Aluminum Alloy MIG Welding Joint[J]. Electric Welding Machine, 2020, 50(5): 89—93.
[18] 水野政夫. 許瑟姿譯. 鋁及其合金的焊接[M]. 北京: 冶金工業出版社, 1985: 67.SHUIYE Zheng-fu. XU Se-zi, Translation. Welding of Aluminum and Aluminum Alloys[M]. Beijing: Metallurgical Industry Press, 1985: 67.
[19] 彭云. 淺析鋁合金焊接接頭的機械性能[J]. 輕合金加工技術, 1994, 22(9): 33—36. PENG Yun. A Brief Analysis of Mechanical Properties of Aluminum Alloy Welding Joints[J]. Light Alloy Fabrication Technology, 1994, 22(9): 33—36.
MIG Welding Process of Heterogeneous Aluminum Alloys
ZHANG Zhi-yun, TONG Wei
(FAW-VW Automobile Co., Ltd., Changchun 130001, China)
The work aims to study the quality character of MIG welding of car-used die-casting aluminum alloy and aluminum alloy profile. MIG lap welding was conducted on die-casting aluminum alloy (AlSi10MnMg) and aluminum alloy profile-6005A. The influence rule of welding speed on formation of welding joint was discussed. Microstructure of the joints was investigated. Low welding speed of 4 mm/s was likely to lead to the production of hydrogen holes in die-cast aluminum alloys when other welding parameters were the same. The crystal boundaries in the fusion area of MIG welding joint in profile and casting material were roughed to varying degrees, and a large number of low-melting-point Mg2Si phase was delineated at the casting crystal boundaries, weakening the hardness value of the joint. With reasonable process parameters (welding current: 120 A, welding voltage: 25 V, welding speed: 6 mm/s, feeding speed: 9 m/min, gas flow: 21 L/min), the quality of the MIG welding joint could be obtained, which meets the design and use requirements of body strength.
car; die casting aluminum; aluminum alloy profile; MIG welding; microstructure
10.3969/j.issn.1674-6457.2021.02.020
TG457.14
A
1674-6457(2021)02-0121-04
2020-09-25
張志云(1987—),男,碩士,工程師,主要研究方向為焊接車身鋁合金焊接工藝。
仝偉(1987—),女,碩士,工程師,主要研究方向為汽車產品工藝培訓。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07